TFT-LCD行业中涂胶设备参数对胶宽波动的影响
2021-03-11 03:34张显陈帅王文强陈卓魏永辉
电子技术与软件工程 2021年21期
张显 陈帅 王文强 陈卓 魏永辉
(鄂尔多斯市源盛光电有限责任公司 内蒙古自治区鄂尔多斯市 017020)
1 引言
TFT-LCD 具有低电压、小功耗、重量轻、易于实现全彩色显示的特性,传统的真空灌注工艺是先进行框胶固化,后通过毛细效应进行液晶滴注,该工艺具有生产效率低、不良发生率高等特点,制约了其大规模应用于量产。目前,采用的是ODF 工艺,在TFT基板上滴注液晶,在CF 基板上涂布封框胶,然后进行真空对盒。显然,ODF 工艺相比于传统的灌注工艺在生产效率,液晶和框胶的Loss 方面有极大的优势。
近年来,随着技术发展和市场需求,智能机机逐渐向更高解析度和更窄的手机边框发展。窄边框,意味着在同样尺寸的显示屏上,能得到更大可视面积,要实现窄边框技术,对封框胶的涂覆提出了更高的要求。
2 框胶涂布原理
目前,ODF 涂胶工艺,主要通过压力大小、喷嘴直径、基台的移动来控制框胶落到基板上的胶量。涂胶过程类似与消防车沿操场一周洒水,洒水的均匀程度类似于涂胶一周的均一性,框胶涂布原理如图1所示。

图1:框胶涂布原理
3 实验方法
3.1 样品制备-直线区域
采用1300mm&1500mm 的玻璃基板进行成盒,该制程的主要步骤包括CF 涂胶、TFT 液晶滴注,真空对盒,UV Cure,Heat Cure,切割,显微镜确认胶宽。胶宽分区域进行调整,分别是直线部分、进出拐角与拐角、始终端。直线部分框胶在基板上积累的量与基台移动速度、针头距离基板的高度(Gap)、针头出胶的速度有关,设计了以上三个因子的全因子实验,设计实验如表1,其中基台移动速度为150mm/s、160mm/s、170mm/s,Gap 设定 为30μm、35μm、40μm,针头出胶速度3000pps、4000pps、5000pps、针头出胶加减速固定为30000pps。
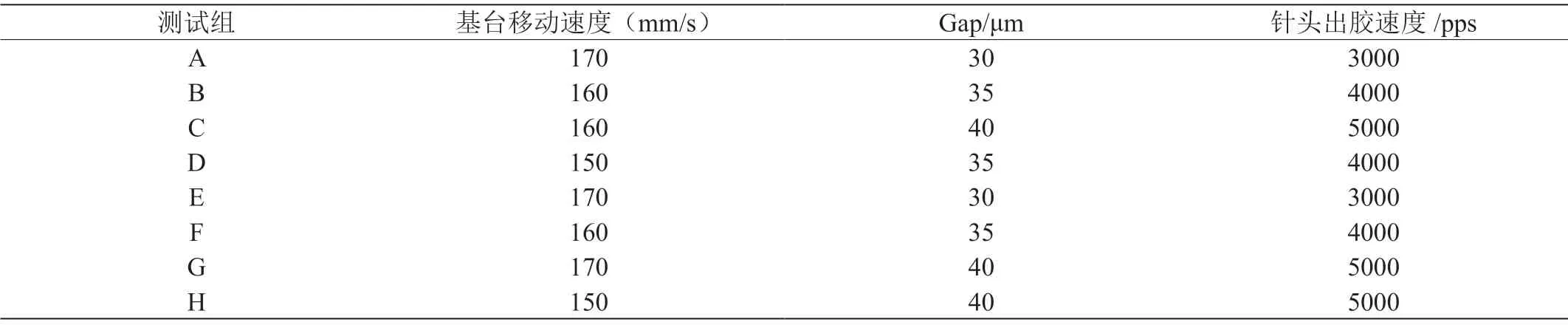
表1:基台移动速度、针头距离基板的高度(Gap)、针头出胶的速度全因子实验
3.2 样品制备-R角区域
因为在涂布时,进拐角需要把基台移动速度降下来,同时针头出胶速度也要同时变化,所以进拐角时,两个量同时发生改变,导致进拐角框胶的均一性较难控制。根据基台移动速度、Gap、针头出胶速度的实验结果,采用控制变量法验证针头出胶加速度对胶量均一性的影响,针头出胶加速度分别设20000pps,30000pps,4000 0pps,50000pps,60000pps,基台速度设定为170mm/s,Gap 设定为35μm,针头出胶速度设定为4000pps。如表2所示。

表2:针头出胶加速度单因子实验
3.3 样品制备-始终端区域
在涂布始终端时,始点和终点重合成一个闭合的图形,重合部分的胶宽是较难控制的,回吸时间对Panel 的出胶和Panel 的收胶起关键性作用,采用控制变量法验证回吸时间对胶宽均一性的影响,回吸时间分别设定为300ms、400ms、500ms、600ms、700ms,如表3所示。

表3:回吸时间单因子实验
4 实验结果
4.1 数据收集
采用光学显微镜对成盒后的产品进行显微镜确认,分为直线部分、拐角部分、始终端部分三个区域,如图2所示。直线部分测量3 个点,拐角4 个点,始终端3 个点,测量完成后,统计数据,分析胶宽的均一性。胶宽的显微镜图片如图3所示

图2:测量点位
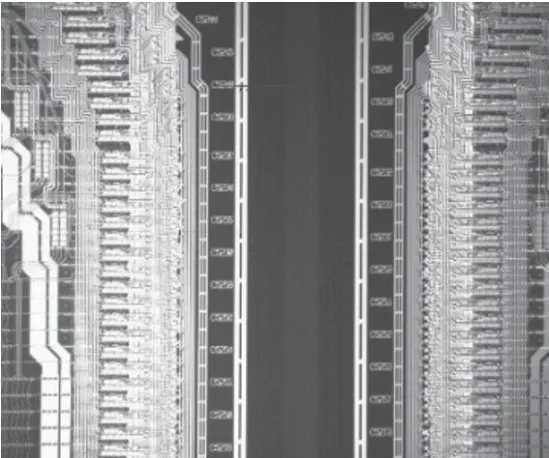
图3:胶宽照片
4.2 基台移动速度、(Gap)、针头出胶速度对直线区域胶宽均一性的影响
控制变量,当其它参数固定时,只改变基台移动速度、Gap,针头出胶速度的某一个参数,研究胶宽的变化。基台移动速度增加,胶宽减小;Gap 增加,胶宽增加;针头出胶速度增加,胶宽增加。三个参数的组合,都能达到要求的胶宽,但是不同的组合,直线位置胶宽的均一性不同,由表4可看出当基台移动速度170mm/s、Gap35μm、针头出胶3000pps 时,对应胶宽均一性最好,波动为8%(均一性指同一Panel 内胶宽与目标胶宽相差的百分比)。

表4:均一性测试结果1
4.3 针头出胶加减速对拐角均一性的影响
找出最优的基台移动速度、Gap、针头出胶速度后,进一步研究拐角的涂布。在涂布拐角时,基台移动速度降低,针头出胶速度降低,两个参数同时变化,均一性较难控制,采用控制变量法,针头出胶加速度分别设定20000pps, 30000pps, 40000pps, 50000pps,60000pps,对应的胶宽均一性见表5,由表5可得出当针头出胶减速度为40000pps 时,进出拐角的均一性最好,达到5%。

表5:均一性测试结果2
理想状态下,基台移动速度与针头出胶速度在进拐角时同时降下来,可以达到进拐角均匀,根据公式V=VO-at,基台速度从170mm/s 降到20mm/s 需要的时间0.125s(基台减速的减速度固定为1200m/s2),针头出胶减速度在0.125s 降到规定的速度,可以达到进拐角时基台移动速度与出胶速度的匹配,根据V=VO-at 算出来针头出胶的减速度为30000pps,但是实际进拐角胶宽的波动达到11%,原因是框胶从针头出来到达基板上需要一定的时间,由于框胶具有粘性,从针头出来,聚集在针头上,当向下的重力大于粘力时,框胶从针头脱离,(框胶的粘度为45 万mPas,水的粘度为1mPas,蜂蜜的粘度为1 万mPas)框胶的粘度是比较大的。近似于自由落体,根据算出框胶滞后的时间基台减速时间与框胶在空中下落的时间总和为实际减速时间,这样可以达到进拐角均一性较好的目的,得到进拐角针头减速度的计算公式:(A 为针头出胶加减速、V1 为针头出胶的初速度、V2 为针头出胶的末速度、Vt 为基台的初速度、Vo 为基台的末速度、H 为针头距离基板的高度),实际生产中,按照公式计算进拐角针头出胶的减速度,胶宽的均一性控制最好,如表5所示。
4.4 回吸时间对始终端重合区域均一性的影响
回吸时间对Panel 始点的出胶和终点的收胶至关重要,当回吸时间太小,会导致终点收胶收的太慢,胶宽变大,当回吸时间太大,始点出胶延迟,导致始点胶宽偏细。由表6可以看出,当回吸时间为500ms 时,始终端胶宽的均一性最好,达到6%,如表6所示。

表6:回吸时间对均一性的影响结果3
5 结论
基台移动速度、Gap、针头出胶速度、针头出胶加减速、回吸时间影响胶宽的均一性,为了获得最佳的工艺条件,先通过全因子实验找到基台移动速度、Gap、针头出胶速度的最佳组合参数,分别为170mm/s、35μm、4000pps;然后对较难控制位置进出拐角,进行理论与实验分析,得出针头出胶加减速的计算公式:并应用于量产中,可以实现进拐角均一性达到5%;最后研究回吸时间对始终端的影响,找到当回吸时间为500ms 时,始终端重合部分胶宽的均一性最好,达到6%。本文通过对涂胶设备参数的研究,提出了简单有效的研究方法,并且找到了关键参数的公式关系,为后续的窄边框技术开发提供技术储备。
猜你喜欢
高中生学习·阅读与写作(2023年8期)2023-11-05
华西口腔医学杂志(2022年4期)2022-08-09
装备制造技术(2021年9期)2021-12-17
装备制造技术(2021年2期)2021-07-21
粘接(2021年1期)2021-06-10
口腔颌面修复学杂志(2021年1期)2021-02-26
考试与评价·七年级版(2020年4期)2020-10-23
航空制造技术(2020年14期)2020-09-06
国际口腔医学杂志(2019年5期)2019-09-17
华西口腔医学杂志(2017年2期)2017-03-01