条并卷机平带卷绕机构关键参数建模
2021-03-22 09:14贾国欣任家智张立彬朱文硕
河南工程学院学报(自然科学版) 2021年1期
贾国欣, 任家智, 张立彬, 朱文硕
(1.河南工程学院 纺织工程学院, 河南 郑州 450007;2.河南省纺织服装协同创新中心,河南 郑州 450007;3.中原工学院 纺织学院,河南 郑州 451191;4.江苏凯宫机械股份有限公司,江苏 苏州 215300)
精梳准备工序棉卷卷绕质量直接影响精梳梳理质量,特别是高速精梳机对棉卷质量的要求更高[1]。目前,预并→条并卷工艺是企业精梳准备的主流工艺流程,市场占有率较高,得到了广泛的应用[2]。传统条并卷机在棉卷生产过程中成卷罗拉与棉卷间以线接触的形式实现卷绕,控制点少、角度小,且压力控制稳定性与高速适应性较差[3-4]。运动惯量较大的成卷罗拉对传动、功耗、稳定性等要求较高[5]。近年来,一些纺织机械生产厂家相继研发了平带卷绕式条并卷机,棉层卷绕方式由成卷罗拉卷绕改为平带卷绕[6]。采用平带卷绕成卷技术,可生产更均匀的棉卷,且产量可提高50%,卷绕的质量与卷绕过程中平带的长度(拉力)、平带对棉卷的包角大小、平带对棉卷的压力密切相关[7]。本研究对条并卷机平带卷绕中的关键参数进行建模,得到工作过程中平带长度、平带对棉卷包角、平带对棉卷压力的实时参数,可为平带卷绕式条并卷机卷绕压力的在线调控和纺织机械生产厂家的条并卷机设计提供理论依据。
1 条并卷机平带卷绕机构
平带卷绕式条并卷机有不同的卷绕模式,卷绕机构中使用的罗拉个数及分布模式各不相同,本研究以五罗拉平带卷绕机构为例进行分析讨论。条并卷机平带式卷绕机构(五罗拉)示意图及运动简图分别如图1和图2所示。
图1 平带式卷绕机构示意图Fig.1 Schematic of the belt winding mechanism
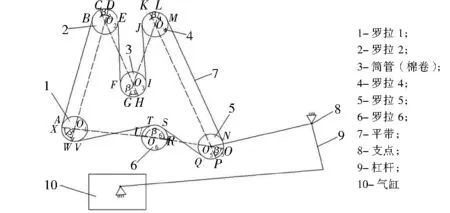
图2 平带式卷绕机构运动简图Fig.2 Kinematic sketch of the belt winding mechanism
平带式卷绕机构可简化为多从动轮带传动机构[8],环状平带7套装在罗拉1、罗拉2、罗拉4、罗拉5、罗拉6及筒管3(可视为罗拉3)上并被张紧,罗拉4主动匀速回转,通过摩擦力带动环状平带7运动,平带7又通过摩擦力带动从动罗拉5、罗拉6、罗拉1、罗拉2及筒管3转动。经过牵伸系统及紧压罗拉的棉层沿平带表面被输送到筒管,并卷绕到筒管表面完成初始卷绕,之后被连续卷绕到筒管上形成棉卷。随着卷绕的进行,棉卷直径增大,为保证棉卷的质量和棉层之间的紧密程度,必须满足棉卷卷绕压力的要求,所以在棉卷直径增大的过程中包覆棉卷的弧长不断增加[9]。为了补偿棉卷增大时其平带包围弧的增长,在卷绕过程中,罗拉5以支点8为中心、以L型杠杆9的长臂为半径向上摆动以释放平带。罗拉5的运动规律由与L型杠杆9短臂固连的气缸10控制,罗拉5的摆动速度与棉卷的卷绕速度必须合理配合才能保证适当的卷绕压力与稳定的卷绕质量。
2 平带卷绕机构关键参数建模
2.1 平带长度的计算模型
设罗拉1中心为O1,罗拉2中心为O2,罗拉4中心为O4,罗拉5中心为O5,罗拉6中心为O6,其坐标分别为O1(x1,y1)、O2(x2,y2)、O4(x4,y4)、O5(x5,y5)、O6(x6,y6),棉卷中心为O3,其坐标为O3(x3,y3)。工作中,罗拉1、罗拉2、罗拉4、罗拉6及棉卷的中心位置固定,罗拉5的中心位置变化。设各罗拉的半径分别为r1、r2、r4、r5、r6(罗拉的半径为定值),各罗拉的直径分别为d1、d2、d4、d5、d6,棉卷半径为r3(卷绕过程中r3逐渐增大),直径为d3。
上述平带卷绕机构的总带长L可由式(1)计算:

(1)
式(1)中:
(2)
(3)
(4)
(5)
(6)
(7)
式(2)中的L12为罗拉1、罗拉2两轮传动时的平带长度。同理,式(3)、(4)、(5)、(6)、(7)中的L23、L34、L45、L56、L61分别为罗拉2、罗拉3两轮传动时的平带长度,罗拉3、罗拉4两轮传动时的平带长度,罗拉4、罗拉5两轮传动时的平带长度,罗拉5、罗拉6两轮传动时的平带长度,罗拉6、罗拉1两轮传动时的平带长度。罗拉1与罗拉2、罗拉4与罗拉5为开口传动模式,罗拉2与罗拉3、罗拉3与罗拉4、罗拉5与罗拉6、罗拉6与罗拉1为交叉传动模式。根据平带传动知识[10]可得
(8)
(9)
(10)
(11)
(12)
(13)
式(8)至式(13)中的a12、a23、a34、a45、a56、a61分别为罗拉1与罗拉2的中心距、罗拉2与罗拉3的中心距、罗拉3与罗拉4的中心距、罗拉4与罗拉5的中心距、罗拉5与罗拉6的中心距、罗拉6与罗拉1的中心距。中心距的计算公式如下:
(14)
(15)
(16)
(17)
(18)
(19)
由图2可知:
(20)
(21)
(22)
(23)
(24)
(25)
β1可在△O6O1O2中使用余弦定理求得,即
(26)
同理:
(27)
(28)
(29)
(30)
(31)
式(26)至式(31)中的a26、a31、a42、a53、a64、a51分别为罗拉2与罗拉6的中心距、罗拉3与罗拉1的中心距、罗拉4与罗拉2的中心距、罗拉5与罗拉3的中心距、罗拉6与罗拉4的中心距、罗拉5与罗拉1的中心距。a26、a31、a42、a53、a64、a51的求法类比式(14)。联立式(1)至式(31),输入常量数值,即可计算平带卷绕机构平带长度的变化规律。
2.2 平带对棉卷及罗拉的包角计算模型
设平带在各罗拉及棉卷上的包角分别为α1、α2、α3、α4、α5、α6(见图3)。由图3可知:
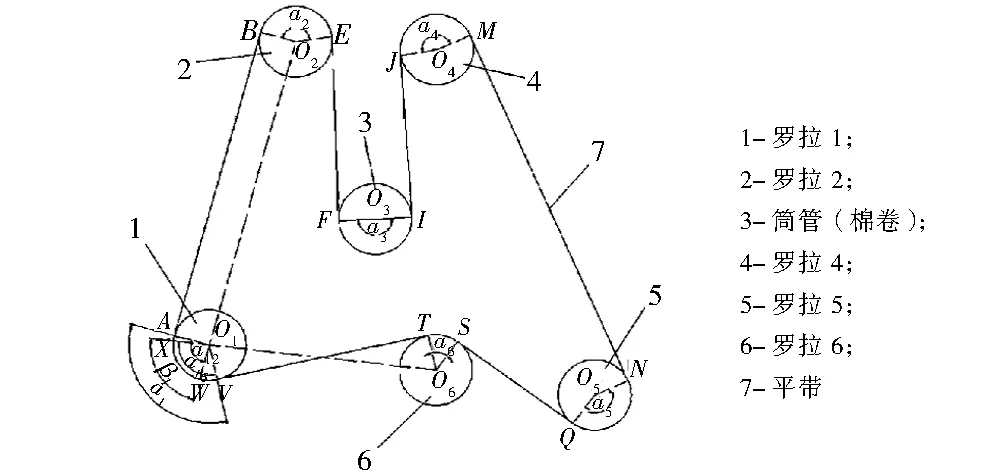
图3 平带在罗拉上的包角模型Fig.3 Model of the wrap angle of belt to lap
α1=α16+α12-β1,
(32)
式中:α12为罗拉1和罗拉2两轮传动时罗拉1上包角的一半(α21为罗拉1和罗拉2两轮传动时罗拉2上包角的一半,其余类推);α16为罗拉1和罗拉6两轮传动时罗拉1上包角的一半。据平带传动知识,罗拉1、罗拉2为开口传动:
(33)
式中:“+”适用于罗拉1、罗拉2中较大罗拉的包角;“-”适用于罗拉1、罗拉2中较小罗拉的包角。罗拉1、罗拉6为交叉传动:
(34)
罗拉的直径与中心位置已知,中心距可求,则α12、α16可求,β1的计算见式(26),则平带在罗拉1上的包角α1可求。同理,类比α1的求法,平带在罗拉及棉卷上的包角α2、α3、α4、α5、α6可求,平带对棉卷的包围弧s3可用式(35)计算:
s3=r3×α3。
(35)
3 应用与讨论
3.1 平带长度
联立式(1)至式(31),编写MATLAB程序,针对某条并卷机,输入常数O1(x1,y1)、O2(x2,y2)、O3(x3,y3)、O4(x4,y4)、O6(x6,y6)、r1、r2、r4、r5、r6、d1、d2、d4、d5、d6的数值,工作过程中棉卷半径r3可用式(36)计算:
r3=rt+i×h,
(36)
式中:rt为筒管的半径(通常为100 mm);i为棉卷的卷绕层数;h为棉层厚度(棉卷定量一定,厚度一定)。输入罗拉5的起点及终点坐标,可得到罗拉5匀速上升时条并卷机一个工作周期内平带长度的变化情况(图4)。
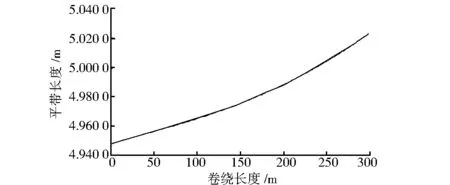
图4 条并卷机平带长度变化Fig.4 The variation of belt length of draw frame and lap machine
由图4可知,随着卷绕的进行,平带长度逐渐增加。卷绕开始时平带长度为4.947 8 m,卷绕到100 m时平带长度为4.964 9 m,卷绕起始阶段(卷绕长度为0~100 m)平带的伸长率为0.35%;卷绕到200 m时平带长度为4.988 1 m,卷绕中间阶段(卷绕长度为100~200 m)平带的伸长率为0.47%;卷绕结束时平带长度为5.022 9 m,卷绕后期阶段(卷绕长度为200~300 m)平带的伸长率为0.70% ;整个卷绕过程中平带的伸长率为1.52%。平带长度的增加趋势随着卷绕的进行由慢变快,平带长度增加,拉力增加,对棉卷的包裹力增大。
3.2 包角及包围弧
依据2.1和2.2的数学模型编写MATLAB程序,针对某条并卷机,输入各罗拉直径、罗拉中心位置等已知量,可算出卷绕过程中平带在各罗拉及棉卷上的包角(包围弧)变化规律(图5至图10)。
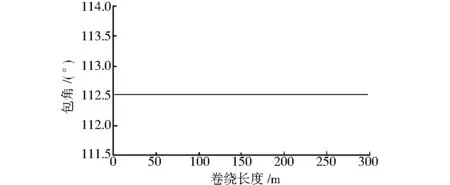
图5 罗拉1的包角变化规律Fig.5 The varying rules of wrap angle of belt to roller 1
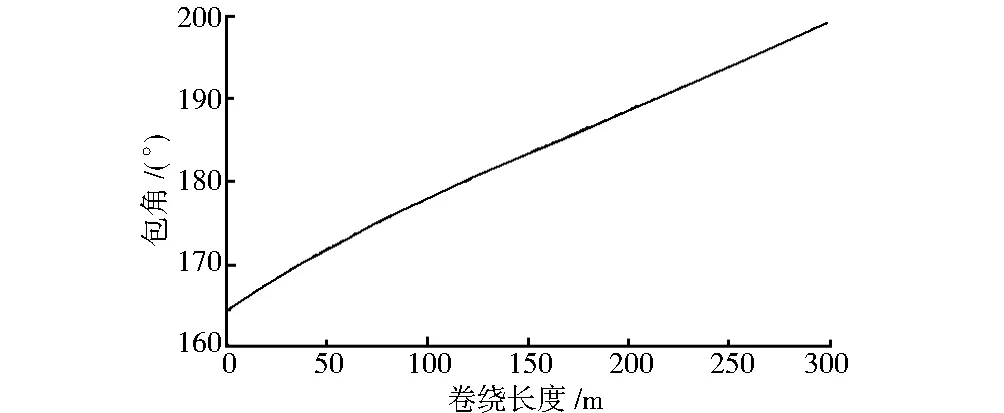
图6 罗拉2的包角变化规律Fig.6 The varying rules of wrap angle of belt to roller 2
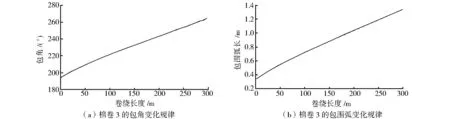
图7 棉卷3的包角及包围弧变化规律Fig.7 The varying rules of wrap angle and wrap arc of belt to lap 3
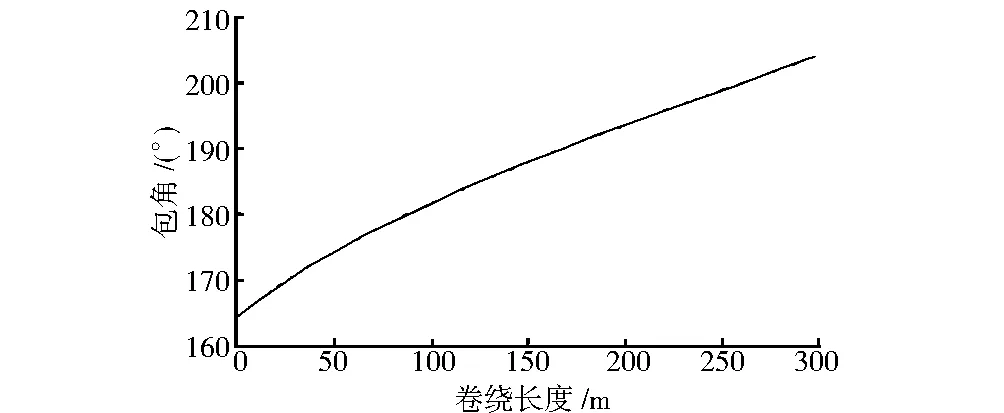
图8 罗拉4的包角变化规律Fig.8 The varying rules of wrap angle of belt to roller 4
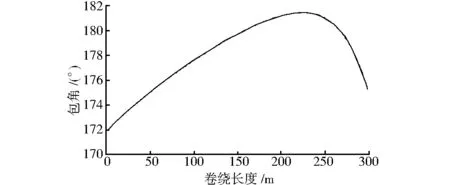
图9 罗拉5的包角变化规律Fig.9 The varying rules of wrap angle of belt to roller 5
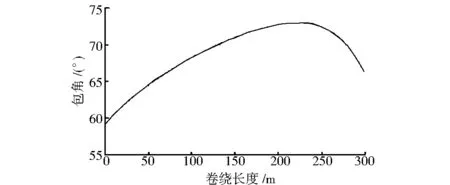
图10 罗拉6的包角变化规律Fig.10 The varying rules of wrap angle of belt to roller 6
由图5可知,卷绕过程中,平带对罗拉1的包角始终保持112.52°不变。由图6可知,罗拉2的包角为164.27°~199.16°,其包角的变化和平带对棉卷包角相适应。由图7(a)可知,卷绕起始时,平带对棉卷3的包角为193.99°,随着卷绕的进行,平带对棉卷3的包角逐渐增大,卷绕结束时,平带对棉卷3的包角达到264.61°。平带与棉卷3采用大包角可以防止棉卷3在成卷过程中起泡,包角增大,平带对棉卷3的包围弧(包覆面)亦增大。由图7(b)可知,卷绕起始时,平带对棉卷3的包围弧长为0.338 6 m,卷绕结束时,平带对棉卷3的包围弧长达到1.337 2 m,有利于卷绕过程中平带对棉卷3加压,使棉卷3成型质量更优。由图8可知,卷绕过程中,罗拉4的包角由164.57°增至204.01°。罗拉4为平带卷绕机构的主动轮,带动从动轮及棉卷旋转,并和罗拉2配合对棉卷施加压力,故罗拉4要有足够的传动功率,其和平带的包角较大并随卷绕的进行逐渐增大,才能保证工作中有足够的摩擦力和传动能力。由图9可知,罗拉5的包角为171.93°~181.44°;由图10可知,罗拉6的包角为59.30°~72.96°。因为罗拉6可看作张力轮,只起张紧平带的作用,所以包角可小一些。
应用平带卷绕机构关键参数的数学模型,编程计算分析了某条并卷机工作过程中参数的变化规律,针对不同的五罗拉平带卷绕式条并卷机,只需要代入各自机器不同的常量参数,即可得到其参数变化规律。对于不同罗拉个数的平带卷绕机构,亦可按照本方法进行建模。
4 结论
建立了条并卷机平带卷绕机构的平带对罗拉的包角、平带对棉卷的包角及包围弧的数学模型,针对某平带卷绕式条并卷机,应用模型编程计算了棉层卷绕过程中平带长度、包角及包围弧的变化规律。结果表明:
(1)棉层卷绕过程中,平带长度逐渐增加,卷绕起始阶段平带的伸长率又低于卷绕中期阶段,中期阶段平带的伸长率又低于卷绕后期阶段,整个卷绕过程中平带的伸长率为1.52%,平带长度增加,拉力增加,对棉卷的包裹力增大。
(2)平带对棉卷的包角随着卷绕的进行逐步增大,卷绕起始时,包角为193.99°,卷绕结束时,包角达到264.61°,平带与棉卷采用大包角可以防止棉卷成卷过程中起泡,包角增大,平带对棉卷的包覆面亦增大,有利于卷绕过程中平带对棉卷加压、改善成卷质量。
(3)平带对主动罗拉的包角随着卷绕的进行逐渐增大,才能保证足够的传动能力。
猜你喜欢
物流技术与应用(2022年8期)2022-08-26
机械工业标准化与质量(2022年3期)2022-08-12
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
物流技术与应用(2020年4期)2020-05-06
数学大王·趣味逻辑(2019年10期)2019-11-06
广州文艺(2017年8期)2017-09-13
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
汽车实用技术(2015年8期)2015-12-26