动车组7050锻铝轴箱体模拟及开发
2021-03-24 10:52刘平军罗彦云程玉净穆剑菲
科学与生活 2021年29期
刘平军 罗彦云 程玉净 穆剑菲



摘要:对动车组分体式轴箱体进行了7050锻铝件开发,通过制坯和锻造模拟,得出较佳的制坯工艺参数为:始锻温度450℃,锻造速度15 mm/s,模具预热温度380℃;模锻参数为:始锻温度450℃,锻造速度10 mm/s,模具预热温度380℃。工程化过程符合模拟结果。对锻件进行T74热处理,得到性能优异的锻件并在工程上应用。通过不同部位取样,得出轴箱体三个方向性能的差异,锻件变形流动分析解释了不同部位性能差异的原因。
关键词:轴箱体;7050锻铝;模拟;T74热处理
1 引言
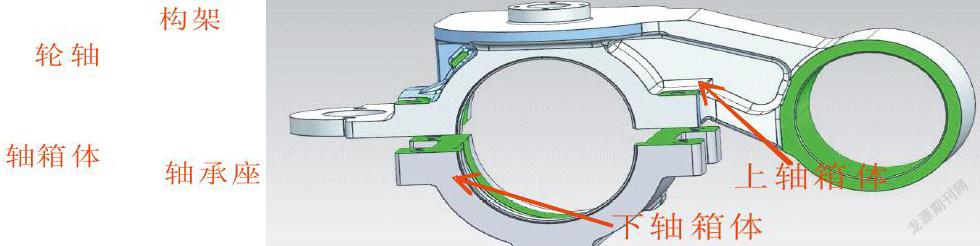
轴箱体是动车组转向架上关键部件,传统轴箱体为铸钢件,其功能为构架和车轴的连接部件,见下图1-1(左)所示。为提高车辆的动力学性能,需降低转向架重量,将轴箱体材质改为铝合金[1]。同时为方便拆卸检修更换,将轴箱体与轴承相连部位设计为上下两部分,分别称为上轴箱体和下轴箱体,见图1-1(右)所示。
为提高动车组服役的安全性,采用高强铝合金7050材质[2]并用锻造工艺生产轴箱体[3]。由于下轴箱体工艺与上轴箱体类似且形状较简单,本文仅对上轴箱体的研制进行论述,下文所论述的轴箱体均为上轴箱体。
2 锻件模拟开发
根据上轴箱体零件形状放量设计锻件图,锻造过程需要解决的问题:一是需要达到设计所需要的形状,另一方面是需要达到设计所需要的性能。根据轴箱体的截面計算采用Ø220的棒料进行锻造。为达到锻件所需形状并减少缺陷产生需要将棒料进行弯曲分料,弯曲成形模拟见下图2-2,模拟参数的设定结合现场操作的实际情况,同时以坯料能达到预设的形状以及温度变化区间窄作为较佳工艺的判断标准。温度场在宏观上体现了变形的均匀程度,从而微观上表现为组织的均匀性[4]。
通过模拟优化,得出较佳的工艺参数为:坯料始锻温度450℃,压机下压速度15 mm/s,模具预热温度380℃,摩擦系数为0.3。可以看出弯曲过程虽较简单,但还是在局部变形较大区域产生了变形热从而使温度升高,如图2-2中d)所示,温度最高为461℃。弯曲模拟显示坯料能达到设定的弯曲形状。
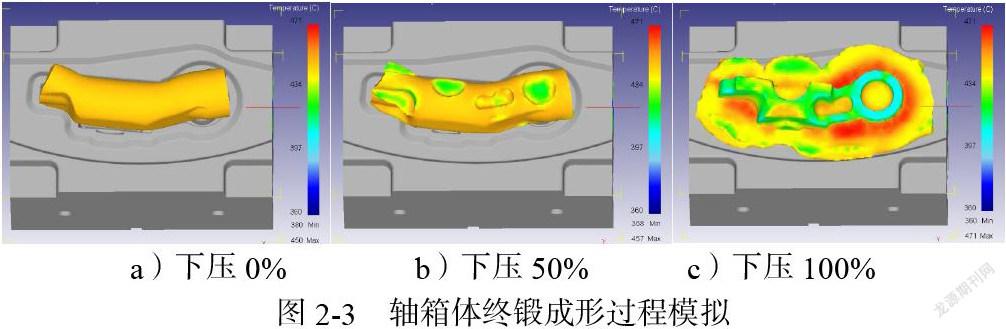
图2-3为终锻模拟参数优化后的示意图,较佳的工艺参数为:坯料始锻温度450℃,压机下压速度10 mm/s,模具预热温度380℃,摩擦系数0.3。经参数优化后型腔充填性好,锻件飞边分布较均匀,无折叠等锻造缺陷产生。
3 锻件工程化开发
工程化过程参照模拟优化结果,根据模拟结果,温度场波动小可以提高轴箱体内部组织的均匀性,减少各向异性。同时材料的流动速度趋于一致,有利于产品成形,减少锻造缺陷。同时为提高轴箱体的力学性能,采用挤压棒料进行生产,挤压棒料相比铸棒,可以提高组织的均匀性,消除残余铸造组织的不利影响。
工程化试制过程见图3-1所示,可以看出实际弯曲过程和锻造符合模拟结果。弯曲过程主要是将棒料弯曲压扁,将料分布均匀以适合在终锻模膛内放置和成形,见图3-1(右2)所示。可以看出,坯料截面窄而高,对应产品形状也是窄且高,为难成形产品,说明了制坯分料的必要性。
锻件模锻后进行飞边切除,然后进行表面碱洗和酸洗,以去除油污及表面脏污,然后按JB/T 9218标准进行渗透探伤,渗透显示表面无缺陷,验证了工程化模锻方案可行,试制成功后进行了产品批量生产,如图3-1(右3)所示,实际验证批量生产稳定。
4 锻件热处理开发
为得到综合性能较好的产品,对7050锻铝轴箱体进行T74热处理。为验证轴箱体三个方向的性能差异,在纵向、横向和高向三个位置各取三根拉伸样,测试结果取三个试样的平均值,测试结果见表4-1。
从表4-1可以看出轴箱体整体性能较好超出设计要求,强度甚至高于钢制件,但不同方向性能有所差异。其中纵向延伸率最好,高向延伸率次之,横向延伸率最差,但横向强度高于纵向和高向。从锻造变形和原材料流线来看,纵向方向为挤压棒材金属流线方向,故伸长率最好;高向在锻造过程中是金属流动方向,故延伸率次之;横向在锻造变形中金属流动很少,故延伸率最差,但横向为锻造下压方向,组织较其它方向致密,故强度最高。
5 结论
1、通过制坯和锻造模拟,得出了较佳的锻造工艺参数,将该参数应用于工程实际,生产出了质量合格的7050轴箱体锻件。
2、轴箱体的锻造变形方式为高向流动,横向受压,受原始挤压流线的影响,T74热处理后延伸率最终表现为纵向>高向>横向,由于横向受压,表现为横向强度大于其它方向。
参考文献
[1]薛文根.铝合金材料在轨道车辆轴箱体上的应用[J].机车车辆工艺,2020(01):10-11.
[2]Kapil Singh,Hartaj Singh,Sachit Vardhan,Sanjay Mohan. Mechanical study of Al 7050 and Al 7075 based metal matrix composites: A review[J]. Materials Today: Proceedings,2021,43: 673-677.
[3]蒲全卫,刘平军,罗彦云,钟晓波.锻铝合金轴箱体研制[J].电力机车与城轨车辆,2021,44(01):28-32+36.
[4]吴秀江. 7050铝合金模锻件组织均匀性调控及其组织演变研究[D].燕山大学,2021.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
科学导报(2021年4期)2021-02-22
文萃报·周五版(2021年2期)2021-01-25
新农业(2018年5期)2018-12-05
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
中国管理信息化(2016年23期)2017-02-04