自动分卷模型在冷轧的设计与应用
2021-03-30 14:57宋玉倩
商品与质量 2021年8期
宋玉倩
河钢集团唐钢信息自动化部 河北唐山 063000
钢铁是支撑国家发展和经济建设的工业脊梁,也是反映一个国家综合实力的重要标志[1],自动化在钢铁行业的应用也逐渐扩大。唐钢高强汽车板镀锌线主要以高强度汽车板及家电用钢为主产品,用户对钢卷重量范围要求及其严格,使用操作工手动分卷容易造成分卷不均,在生产节奏紧凑、生产计划改变时容易发生分错卷、忘分卷等事故,若将该批次的产品发给用户,将会给唐钢带来极大的负面影响。为保证分卷后的重量符合用户要求,我们研究设计了以信息化、自动化相结合为手段实现钢卷自动分卷功能,从根本上解决分卷不均的问题,减轻操作工负担,提高生产效率。
1 过程控制自动化系统简介
唐钢高强汽车板镀锌产线过程控制自动化系统介于一级系统和MES系统之间,数据的传输过程中起着承上启下的作用,其系统配置如下:
服务器型号:Hp ProliantDL388G8
CPU型号:Intel® Xeon® E5-2609 v2
网卡个数:2个
使用系统:win7 SERVER2008R2 Service pack1
2 自动分卷模型设计
2.1 自动分卷功能构成
根据生产条件,由过程控制自动化系统接收到MES系统发的PDI信息后,通过分卷模型计算得到每个子卷的剪切模式和剪切长度,以报文的形式发给一级供生产使用。其构成如图1所示:
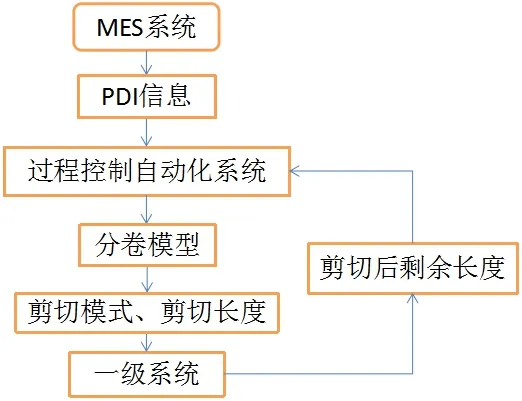
图1 自动分卷功能构成图
PDI信息(Personal Data Interchange),即个人数据交换。一般表示为两个或多个个体之间的通信交换。在高强汽车板镀锌线主要是用来传递钢卷的原始数据,包括宽度、厚度、长度、重量、出口宽度、出口厚度、延展率、上下锌层厚度、涂油代码、屈服强度等钢卷的基本数据信息[2]。
2.2 分卷模型触发
分卷模型设计在过程控制自动化系统中,当钢卷通过无人天车自动上卷到入口步进梁后,会触发分卷模型第一次计算;钢卷上线后在出口飞剪处剪完带头,一级会给过程控制自动化系统发送5180报文,过程控制自动化系统接收到报文中钢卷剩余长度后计算接下来的剪切模式(按长度剪切)和剪切长度,并通过5020报文发给一级;每切完一卷后,一级会再次给过程控制自动化系统发送新的5180报文,过程控制自动化系统接收到新的报文中钢卷剩余长度后再次计算接下来的剪切模式(按长度剪切)和剪切长度,并通过5020报文发给一级,直到母卷的长度不能供再次分卷,过程控制自动化系统会自动把剪切模式改成按焊缝剪切并发给一级。
2.3 分卷模型计算
用户的用卷要求是以重量为范围,因现场是根据长度跟踪剪切,所以过程控制自动化系统分卷模型会根据延伸率公式把重量换算成对应的长度值进行计算。模型计算需要PDI信息中的钢卷长度、入口宽度、重量、光整机延展率、上表面锌层厚度、下表面锌层厚度以及用户要求重量范围等数据,其计算公式如图2所示:

图2 分卷模型计算公式
得到最大、最小剪切长度后,根据一级发的5180报文中的剩余长度优选计算分两卷是否符合用户要求范围,如超出最大剪切长度再计算分三卷是否符合用户要求范围,以此类推,直到母卷生产完成。如遇到特殊情况,即:去完带头后的剩余长度不够分两卷,系统会判断该卷不分卷,剪切模式按焊缝剪切并发给一级;另外一种情况是分完一卷后,剩下的长度不足以再分两卷,但是分一卷还超出范围,根据系统分卷规则第二卷将不再分卷,因此这种情况会分一个小卷和一个大卷。
3 分卷实例
例如:某卷规格为3.05*1259,长度773m,重量23.14t,上下锌层厚度均为40g,延展率为2%,用户要求重量6-9t。代入公式计算得出生产需要的最大、最小剪切长度,如图3所示:
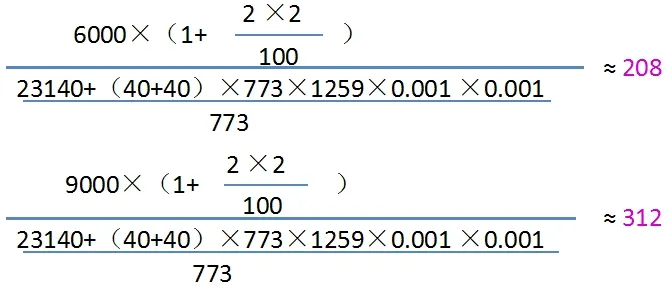
图3 代入数据后计算公式
由图3可以看出该卷生产时最大剪切长度为312m,最小剪切长度为208m。生产中经过现场轧制延伸、切掉带头后,剩余长度为801m,按此分两卷,每卷长度为400.5m,不符合要求范围(208m-312m)。因此,按照分卷的规则,将此卷再计算分三卷,每卷剪切长度为267m,符合要求范围(208m-312m)。切完第一卷后剩余长度为512m,因此第二卷剪切长度为256m,符合要求范围(208m-312m),剩下长度为第三卷。
后期验证:生产完成后在出口步进梁5号鞍座设有称重装置,此母卷第一子卷重量为7.74t,第二子卷重量为7.41t,第三子卷重量为7.2t,均符合用户要求范围(6-9t)。经过此功能的应用,钢卷重量得到了均匀剪切,符合了用户要求,从根本上解决了分卷不均的问题,保证了钢卷高质量交货。
4 结语
自动分卷模型的设计与应用,解决了卷重不均问题,更精准地满足了客户需求,实现了产线分卷自动控制,减轻了操作工劳动强度,提高了工作效率。为更好的服务客户打下了坚实的基础。
猜你喜欢
发明与创新(2022年28期)2022-11-22
汽车电器(2022年9期)2022-11-07
电子技术与软件工程(2022年11期)2022-09-09
力学与实践(2022年3期)2022-07-02
今日自动化(2021年2期)2021-10-14
科学家(2021年24期)2021-04-25
航空发动机(2020年3期)2020-07-24
文苑(2020年6期)2020-06-22
小学生学习指导(高年级)(2019年4期)2019-11-27
中国外汇(2019年11期)2019-08-27