试漏仪测试技术在发动机生产中的应用
2021-03-30 14:58赵琨马健明
商品与质量 2021年8期
赵琨 马健明
大连豪森瑞德设备制造有限公司 机械技术部 辽宁大连 116036
人们采用了各种各样的检测方法来取代浸水目测法,最终空气试漏仪脱颖而出。作为一种新型的试漏技术,它不仅在泄漏的检测感度、耐压以及仪器维护和操作等各方面都存在优点,而且它还具有无污染,节约能源等特点。符合现代工业生产技术发展的新方向,达到现代人对工业生产技术发展的新要求。
试漏仪把试漏技术带入一个全新的领域。它使得泄漏检测过程更加便捷,测量结果更加可靠。采用这种装置可满足批量生产中对零部件泄漏情况的要求,大幅提高产品的品质质量。
1 试漏仪常见测试方法
试漏仪检测方法较多,其测量原理及方式也不尽相同。一般来讲,在批量生产条件下,以下几种试漏方法是比较常用的。
(1)直压法。
(2)压差法。
(3)质量流量检测法。
1.1 直压法
通过对被测腔体充一定压力的空气,经过稳定阶段,在试漏阶段试漏仪传感器检测压力的变化情况,同时调用预存的无泄漏零件(标准样件)的压力损失特征曲线,将被测零件的特征曲线与之进行比较,根据偏差限制判断产品是否合格。
1.2 压差法
由于此测漏方法需使用压差传感器,因此需要一个参考压力腔。主控零件与参考腔之间的压力变化特征曲线存储在试漏仪中,然后于被测的生产零件的特征曲线进行比较。
1.3 质量流量检测法
这种流量检测法是用加热的电子元件测量经过该元件处的气流所造成的热量损失,该气流是由于被测零件存在泄漏,在压力稳定后继续流向被测零件的空气。
2 如何选择合适的试漏方法
2.1 试漏方法的选择
根据工位实现的功能不同,针对不同的工件特性选择合适的试漏仪,变得非常关键,正确的选择对于工位节拍和准确率稳定性都很重要。通过各种泄漏测试法的利弊,会发现没有一种检测方法相对所有测试而言是最好的,只有最合适的,选择测试方法应严格从以下方面考虑:
(1)被测零件:容积和材质。
(2)工艺要求:试漏测试的目的。
(3)技术要求:压力泄漏率节拍。
(4)环境影响:温度湿度气源。
2.2 如何制作/挑选直压法的标准样件
标准样件是“零泄漏工件”,视为零泄漏的标准工件,用于试漏系统标定和校验的工具。标准样件必须是来自生产线的被测工件,要做特殊标记,安全放置,定期检查。标准样件的选择通常有两种方法,其一是涂胶/焊接密封被测件(如发动机总成缸盖气门试漏),另一种是在30-50个被测件中挑选空气泄漏最小的作为标准样件。
2.3 应用实例:缸盖气门试漏
下面结合一个案例来分析一下如何针对不同工况选择最合适的试漏方法。案例1:发动机缸盖气门试漏,目的是要检测缸盖气门与缸盖阀座锥面的配合质量。
缸盖气门和缸盖阀座两者的密封面的锥角误差,锥面形状误差和气门密封锥面相对缸盖气门导杆孔的位置误差是影响缸盖气门与缸盖阀座锥面的配合质量的主要因素。因为上述因素的存在,当座圈与合格气门配合后,通入额定压力的压缩空气后会产生一定量的泄漏量。试漏时间短,试漏容积小是本工位特点。输入条件如下:
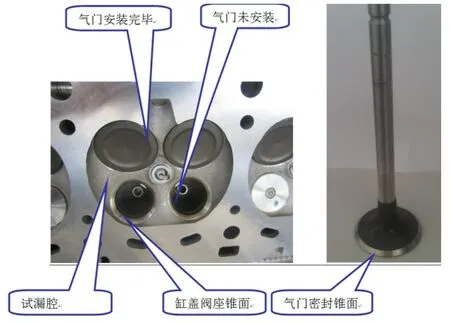
发动机缸盖气门试示意图
被测零件:4进/4排气门(分别对每个气门进行测试),测试容积:50mL,测试压力:150kpa,泄漏率:70mL/min(单气门),测试时间:<30s。
通过表3的分析对比,不难看出直压法更适合此次试漏测试。
3 结语
随着试漏技术的不断发展,泄漏检测已越来越广泛地应用于各类生产线中,由于采用试漏仪的检测方法具有检测速度快,结果准确可靠,不污染工件等优点,因而使生产线中对产品的100%泄漏检测成为可能。这在对产品品质及相应环保要求愈来愈严格的今天显得更加重要,是节能高效发展的新方向。
猜你喜欢
科学技术创新(2022年30期)2022-10-21
东北大学学报(自然科学版)(2022年9期)2022-09-21
柴油机设计与制造(2022年2期)2022-08-16
航天制造技术(2022年2期)2022-05-17
农机使用与维修(2021年12期)2021-12-23
汽车与新动力(2019年5期)2019-11-07
汽车电器(2019年7期)2019-07-23
汽车工程师(2018年2期)2018-07-24
湖南大学学报·自然科学版(2015年8期)2015-09-06
农机使用与维修(2014年12期)2014-12-17