我国承压设备焊后热处理现状及对策
2021-03-31 13:36韩喜霞
商品与质量 2021年8期
韩喜霞
甘肃省特种设备检验检测研究院 甘肃兰州 730050
1 我国焊接后热处理工艺中存在的问题
焊接后热处理使用的相关设备存在问题,热处理炉是焊接后热处理所需要的主要设备,但是在我国现在没有热处理炉专业使用标准,工作人员通常是按照经验将加热炉直接作为焊接后热处理炉进行使用,还有一些人通过自制的方式,生产自制炉和拼装炉,这样的设备在实际工作中不能够符合相关要求,从而达不到规定的热处理数值。炉外焊接热处理需要使用燃烧器,国内许多企业进行热处理过程中,往往是将锅炉好燃烧器组配成工作需要的设备炉,但是燃烧器没有固定的标准和设备型号,给承压设备的建造过程埋下一定的隐患,柔性陶瓷电阻加热器在国内市场也没有明确的标准,设备中质量和型号标准不清晰的现状会对焊接后热处理的质量造成影响,直接导致承压设备建造达不到市场要求[1]。焊接后热处理炉,在使用过程中需要规定有效的加热区,而且是现在承压设备市场建造的普遍情况,一些技术人员将加热区进行测定,但是测定方法和手段存在问题,不符合相关标准,当加热区的焊接后热处理炉开始工作之后,无论是温度还是受热的均衡性都得不到科学的保证,容易在加热的过程中出现状况。
2 焊接后热处理工艺改善措施
2.1 焊接后热处理技术前期准备
焊接后热处理需要的钢材和焊材需要根据焊接性进行认真挑选,焊接性主要是指热处理热裂纹和再热脆化[2]。在进行焊接之前需要对相关材料的焊接敏感度进行详细的考证,避免方案的设计,防止问题发生之后不能进行及时处理。对钢材的实际回火温度进行核查,焊材主要包括是焊条、焊丝、埋弧焊材。在相关产品的质量上,证明书内容中涉及到的材料力学性能介绍处理规范,需要给予认真的学习和考量。技术人员需要严谨对待设计文件中的内容,特别是其中的规定和标准条款,对焊接后热处理行为进行了明确规范,技术人员在实际工作中不能只凭借经验来进行焊接后热处理,而是对焊接后热处理涉及到的环节进行深入研究,确定焊接后热处理的具体方法,相关设备,装备特点和程序。并且对燃烧器种类和其他辅助工具进行选择时,要明确标准,才能够有效推动承压设备建造工艺的发展。焊接工艺评定是对焊接试件的相关力学性能进行评定,而且和焊接后热处理规范有着密切的关系,保证焊件焊接后热处理的温度和保温具体时间,对焊接工艺评定十分重要。
2.2 焊接后热处理具体方式
焊接后热处理方式主要是整体、分段、局部三种处理方式,局部焊接后热处理主要是针对于加热区的宽度,需要在这个过程中依靠技术人员的经验,对于壁厚175mm的容器进行整体加热的时候,加热宽度需要设定为2007mm局部电加热处理方式,此时的均热区实际温差能够满足相关要求[3]。焊件内部和外部加热时,也可以进行整体焊接后热处理,要求在实际操作中炉内和炉外加热做到整体焊后热处理技术方式相同,并且采用内燃法进行焊接后热处理大型承压设备的数量和效果十分可观,技术人员能严格遵守相关规定则设备质量不会因为炉内位置发生变化。整体焊接后热处理,一般是多台焊件共同进行焊后热处理,需要选择最大的厚度来保证时间和温度的计算,管件的质量需要进行严格要求,会对热处理的最终结果产生一定的影响。焊接后热处理的厚度主要是受到残余焊接反映力的影响,热影响区的组合和性能会发生一定程度的变化,因此焊接缝金属厚度表明了焊接作用的实际范围和相关力度,所以焊接后热处理的厚度是焊缝金属的厚度,而不是指母材和焊接接头的厚度。
2.3 焊接后热处理中的相关参数
保温温度和时间在相关规定中,对钢材中涉及到的焊接后热处理规范参数进行了明确规定,而且主要从消除残余应力出发,对不同的钢材最低保温温度和保温时间,但是这些规定在实际工作中是通用的要求,缺乏一定的针对性,对实际工作中的焊接接头使用和工艺性能考虑不够全面。每种材料对于其特有的指标都有最适合的参数,需要实践之后才能有效确定,作为产品热处理工艺的规定实施数值,技术人员对结果很难进行预估。对于15CrMoR而言,规定最低温度为645℃,但是焊接接头根据不同的实验表示,以686℃x2h为最佳状态,通过℃焊接后热处理对焊缝金属冲击情况来看,以686℃x4h为最佳(见表1)
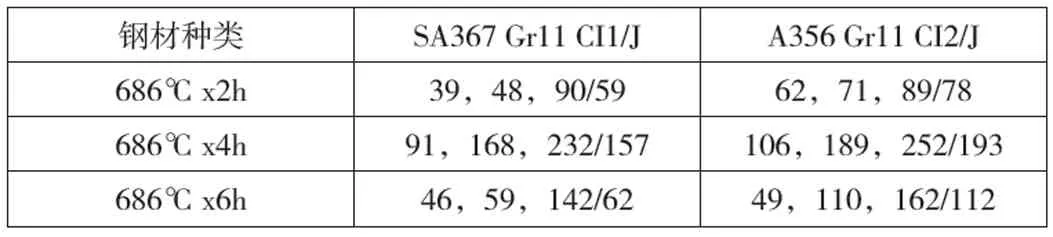
表1 焊接后热处理对焊缝金属的影响
3 承压设备焊接后热处理企业安全注册内容
3.1 基本条件
首先需要独立的法人资格,并已经获得营业执照等企业基础资质文件,组织机构健全,有固定的办公地点。具有维护和保养车间,以及储存库房和温度测量校准的场地。建立承压设备焊接后热处理的工程档案库,并且制定相关的技术文件要严格的按照技术法规和相应的标准。承压设备焊接后热处理的工作业绩和资料。
3.2 设备和人员资格
拥有可自动调控的加热装置,温度测量校准装置,自动记录温度的仪器。焊接后热处理质量保证工程师和控制系统相关工作责任人,人员和资质齐备,还需要测温控制系统责任人员,电偶焊接人员,温度测量仪器校准人员。
4 结语
焊接后的热处理在承压设备制造中,有着整体性和一次性的特点,但是在我国现在对焊接后的热处理技术还缺乏必要的了解,所以在设备建造过程中容易出现一些问题。一些企业和个人在设备制造之前,没有获得相应的资质,制造设备存在不规范的情况,所以为了能够保证我国承压设备的安全制造,需要提升焊接后热处理技术水平,并且对相关单位进行安全注册,通过规章制度规范制造行为。
猜你喜欢
热处理技术与装备(2022年1期)2022-11-29
金属热处理(2022年2期)2022-11-16
金属热处理(2022年1期)2022-03-15
工业加热(2021年2期)2021-11-30
今日农业(2021年16期)2021-11-26
军民两用技术与产品(2021年8期)2021-11-24
云南农业(2021年11期)2021-11-12
水上消防(2021年4期)2021-11-05
建材发展导向(2021年7期)2021-07-16
山东工业技术(2019年20期)2019-07-23