
涂料稀释对碳钢表面金属铝涂层性能的影响研究
2021-04-17 02:46沈少波顾金朗陈元园
材料研究与应用 2021年1期
张 政,沈少波,顾金朗,李 娜,陈元园
北京科技大学,冶金与生态工程学院,北京100083
目前钢铁表面防腐保护主要是热镀锌和热镀铝,其中热镀铝涂层在耐高温氧化性能和抗氯离子、硫化物、氮氧化物高温腐蚀性能和耐磨性能上优于热镀锌涂层[1-3].热镀铝工艺可分为 Sendzimir法和熔剂法[4].生产热镀铝板时先要将冷轧钢板在1100 ℃左右非氧化气氛中处理,以去除冷轧钢板上油污,然后将钢板置于850 ℃氢气加氮气的还原气氛中处理,以去除钢板表面氧化铁.然后将钢板置于750 ℃铝液中热镀,之后再在氢气气氛中冷却.整个热镀铝生产过程对设备要求高、工艺复杂,这使得热镀铝板在国际上只有美国等少数国家才能生产,我国基本上没有大规模生产厂家[5-6],而且这个过程能耗大、生产成本较高.此外,无论是镀铝板带还是镀锌板带的连续大生产,它们所用冷轧钢的厚度都不超过0.8 mm,这就限制了热镀技术在厚钢板上的应用[7].室温下在钢板表面制备铝涂层,涂层粘接强度为12 MPa左右[8],而一般环氧树脂防锈由漆在钢板上粘接强度为4~6 MPa[9].考虑实际工业生产中配制铝浆涂料会存在一定误差,因此对按标准制好的铝浆进行稀释实验,探究在不破坏其防腐性能的前提下,所能稀释的最大程度,使用3.5%的NaCl溶液进行全浸泡实验,使用电化学极化曲线测试评价单、双层涂层样品的耐腐蚀性能,XRD分析涂层表面物相.
1 实验部分
1.1 实验材料
Q235钢,其成分列于表1.球形铝粉和片状铝粉,北京绿时顺风科技有限公司生产;没有气味的水溶性的有机硅溶液,北京绿时顺风科技有限公司生产;模拟海水,NaCl质量分数为3.5%的水溶液.
1.2 原始金属铝涂层制备
通过线切割机械加工得到20 mm×20 mm、厚度3 mm的普碳钢Q235方形钢片.对基体进行预处理,用碳化硅砂纸打磨抛光试样基体,除去试样表面油膜污渍锈迹,用去离子水和无水乙醇清洗掉试样表面的铁屑及灰尘,吹风机冷风干燥后将其置于密封的试样袋保存好备用.

表1 实验用Q235钢试样元素含量
首先称取12 g球形铝粉和4.6 g片状铝粉,将其混合后加入13 g配好的水性硅溶胶基液中制得的原始底部涂层用的铝浆涂料,简称原始底部涂料.将原始底部涂料装入高压喷枪的盛料小罐中,用喷枪喷涂在已经预处理好Q235钢片试样表面,然后将试样放进干燥箱中在80 ℃下干燥6 h,得到干燥的铝粉涂层试样,也称原始底部涂层.这是一个原始单涂层试样.
称取16 g 片状铝粉加入20 g硅溶胶基液中,制得原始顶部涂层用铝浆涂料,简称原始顶部涂料.用类似上述方法将原始顶部涂料喷涂在干燥的原始底部涂层表面,将试样放进干燥箱中在80 ℃下干燥6 h后得到干燥的原始顶部涂层.最终获得原始双涂层试样.
1.3 铝浆涂料稀释
1.3.1 原始底部涂料稀释
称取三份20 g原始底部铝浆涂料,依次加入相当于原始底部涂料质量的10%(2 g),30%(6 g)和50%(10 g)的水并搅拌混合均匀.然后分别喷涂在三块预处理好的Q235钢片试样表面,再将试样放进干燥箱中,在80 ℃下干燥6 h后制成三个不同底部涂层.最后在它们表面喷涂原始顶部涂料,制成原始顶部涂层.
1.3.2 原始顶部涂料稀释
称取三份20 g原始底部铝浆涂料,分别喷涂在三块预处理好的Q235钢片试样表面,将试样放进干燥箱中80 ℃下干燥6 h,制成三个相同底部涂层.称取3份20 g原始顶部铝浆涂料,依次加入相当于原始顶部涂料质量10%(2 g),20%(4 g)水和30%(6 g)的水并搅拌混合均匀,分别喷涂在上述三块相同底部涂层试样表面,将试样放进干燥箱中,80 ℃下干燥6 h后制成三个不同顶部涂层.
1.4 模拟海水腐蚀测试
检测涂层的耐海水腐蚀性能,根据GB/T 10834-2008标准中船舶漆耐盐水性的测定方法,采用质量分数为3.5%的NaCl 溶液进行模拟海水对涂层试样进行全浸泡实验,测试涂层抗腐蚀能力.将有涂层的Q235试样放入透明的塑料圆盘中,倒入配好的NaCl溶液,使得溶液完全淹没涂层试样,盖上透明的塑料圆盘盖子,防止水分蒸发和脏污灰尘进入而干扰试验.每隔一定时间拍下试样的照片,取出干燥后称量并记录质量.
通过公式,计算试样在浸泡过程中由腐蚀引起的样品厚度的损失.
(1)
式(1)中:W0和Wt分别为试样经t时间腐蚀前后的质量,g;ρ为Q235钢的密度,7.86 g/cm3;S为试样表面积,cm2.
1.5 电化学腐蚀测试
采用塔菲尔极化曲线测试(Tafel)测试无涂层样品、原始单涂层样品及原始双涂层样品,在3.5%的NaCl溶液中的抗腐蚀能力.首先将三块相同的普碳钢Q235方形钢片试样打磨抛光,一端焊接铜线,另一个端暴露在空气中,放在塑料模具的底部,用塑料薄膜密封.将液体冷镶料倒入塑料模具中,静置12 h后模具内液体凝固.在其中两块没有铜线的端面分别制备原始单涂层和原始双涂层样品,得到了无涂层样品、原始单涂层样品和原始双涂层样品的三种工作电极.使用CHI660E (Chinstruments Co., Ltd., 中国上海)电化学工作站,采用三电极结构,其饱和甘汞电极(SCE)为参比电极,铂电极为辅助电极.根据Tafel极化曲线,可测得无涂层和有涂层试样的腐蚀电流密度,假设它们分别为I0和I,则有涂层的试样电化学保护效率η可由下式计算:
(2)
1.6 XRD表征
用X-射线衍射(XRD)表征涂层的样品表面,所用XRD仪为PW3040-X`Pert Pro,荷兰Panalytical公司.
2 结果与分析
2.1 底层铝浆稀释对铝粉涂层耐腐蚀性影响
图1为在室温下3.5%的NaCl溶液中浸泡30天试样的照片.从图1可见:在底层铝浆涂料稀释试验中,稀释量为加水10%的试样和没有稀释的试样,在3.5%的NaCl溶液中室温下浸泡30天均没有生锈(图1(a)和图1(b) );稀释量为加水30%的试样,浸泡12天后就开始出现少量锈迹(图1(c) );稀释量为加水50%的试样,6天后就有少量锈迹开始出现(图1(d) ).
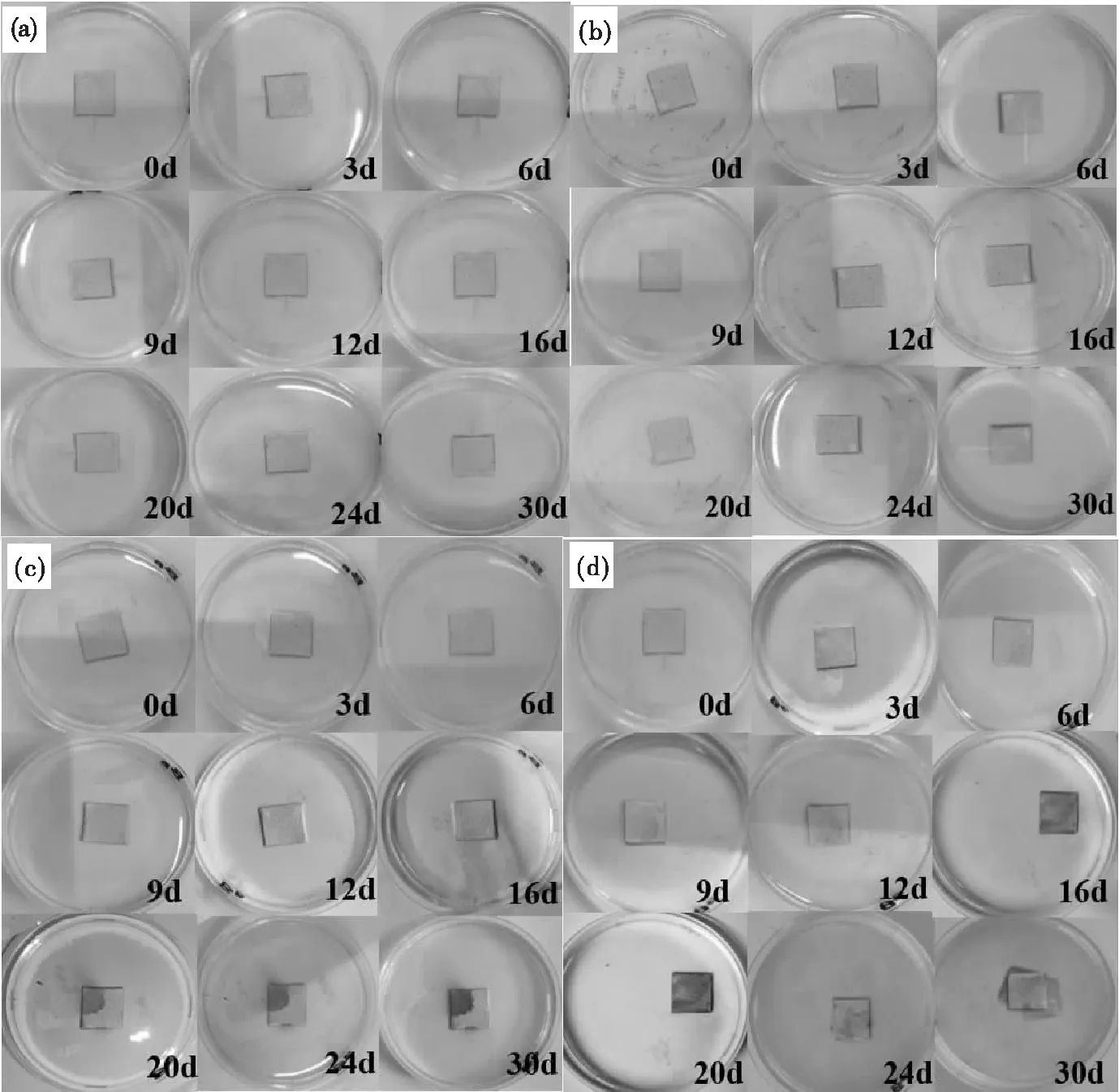
图1 在室温下3.5%的NaCl溶液中浸泡30天照片(a)原始底层样品;(b)底层涂料加10%水的涂层样品;(c)底层涂料加30%水的涂层样品;(d)底层涂料加50%水的涂层样品Fig.1 Soaked in 3.5wt% NaCl solution at room temperature for 30 days (a) original primer sample;(b) primer paint plus 10wt% water coating sample;(c) primer paint plus 30wt% water coating sample ; (d) primer paint plus 50wt% water coating sample
图2为涂层样品厚度及腐蚀速率随腐蚀时间的变化.从图2(a)可见,原始底层试样在浸泡前100 h厚度随时间增加速度较快,100 h后厚度增加到4 μm,随后试样厚度随时间增加缓慢,720 h(30天)时厚度增加到5.9 μm.从图2(b)可见:原始底层试样厚度增加速率在24 h时最大为628 μm/天,随后试样厚度增加速率随时间快速降低,在120 h后降到102 μm/天,随后试样厚度增加速率随时间缓慢降低,在720 h后趋近于零.
稀释量为加水10%的试样,前100 h厚度随时间增加速度较快,100 h后厚度增加到2.5 μm,随后试样厚度随时间增加缓慢,720 h后厚度增加到3.4 μm (图2(a));稀释量为加水10%的试样厚度增加速率在24 h最大为311 μm/天, 随后试样厚度增加速率随时间快速降低,在120 h后降到69 μm/天,随后试样厚度增加速率随时间缓慢降低,在720 h后趋近于零 (图2(b)).稀释量为加水30%的试样,前100 h厚度随时间减少速度较快,100 h后厚度减少了1.9 μm,随后试样厚度随时间减少缓慢,720 h后厚度减少了到3.5 μm (图2(a));稀释量为加水30%的试样厚度减少速率在24 h最大为269 μm/天, 随后试样厚度减少速率随时间快速降低,在120 h后降到75 μm/天,随后试样厚度减少速率随时间缓慢降低,720 h后趋近于零 (图2(b)).稀释量为加水50%的试样,前140 h厚度随时间减少速度较快,140 h后厚度减少了3.8 μm,随后试样厚度随时间减少缓慢,720 h后厚度减少了5.6 μm (图2(a));稀释量为加水50%的试样,厚度减少速率在24 h最大为489 μm/天, 随后试样厚度减少速率随时间快速降低,在140 h后降到113 μm/天,随后试样厚度减少速率随时间缓慢降低,720 h后趋近于零 (图2(b)).

图2 涂层样品厚度(a)及腐蚀速率(b)随腐蚀时间的变化Fig.2 Variation of coating sample thickness (a) and corrosion rate (b) with corrosion time
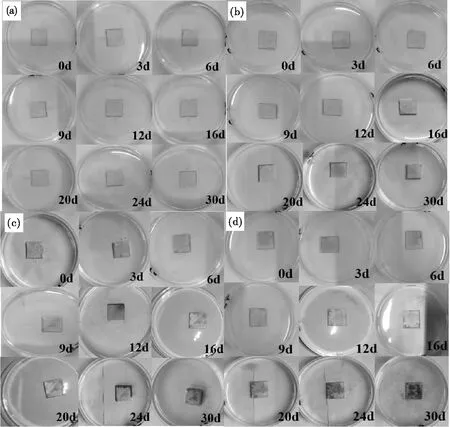
图3 室温下在3.5%的NaCl溶液中涂层样品浸泡30天照片(a)原始顶层样品;(b)顶层涂料加10%的水;(c)顶层涂料加20%的水;(d)顶层涂料加30%的水Fig.3 Photograph of coating samples soaked in 3.5wt% NaCl solution at room temperature for 30 days (a) original top layer sample;(b) top layer paint plus 10wt% water coating sample;(c) top layer paint plus 20wt% water coating sample;(d) top layer paint plus 30wt% water coating sample
2.2 顶层铝浆稀释对铝粉涂层耐腐蚀性影响
图3室温下在3.5%的NaCl溶液中涂层样品浸泡30天照片.从图3可见:顶层涂层铝浆稀释试验中,稀释量为加水10%的试样和没有稀释的试样,在3.5%的NaCl溶液中室温浸泡30天都没有生锈(图3(a)~ 图3(b));稀释量为加水20%的试样,9天后就开始出现少量锈迹(图3(c)),而稀释量为加水30%的试样,3天后就有少量锈迹开始出现(图3(d)).
图4为涂层样品厚度及腐蚀速率随腐蚀时间的变化.从图4可见:原始顶层试样,在浸泡前100 h厚度随时间增加速度较快,100 h后厚度增加到4 μm, 随后试样厚度随时间增加缓慢,720 h(30天)后厚度增加到5.9 μm (图4(a));原始顶层试样厚度增加速率在24 h时最大为628 μm/天,随后试样厚度增加速率随时间快速降低,在120 h后降到102 μm/天,随后试样厚度增加速率随时间缓慢降低,在720 h后趋近于零 (图4(b)).
稀释量为加水10%的试样厚度随时间变化速度缓慢,720 h后厚度仅减少了0.7 μm (图4(a));稀释量为加水10%的试样厚度减小速率在24 h最大为53 μm/天,随后试样厚度增加速率随时间快速降低,在120 h后降到16 μm/天,之后试样厚度增加速率随时间缓慢降低,在720 h后趋近于零 (图4(b)).稀释量为加水20%的试样前100 h厚度随时间减少速度较快,100 h后厚度减少了1.6 μm,随后试样厚度随时间减少缓慢,720 h后厚度减少了3 μm (图4(a));稀释量为加水20%的试样厚度减少速率在24 h最大为236 μm/天,随后试样厚度减少速率随时间快速降低,在120 h后降至64 μm/天,随后试样厚度减少速率随时间缓慢降低,720 h后趋近于零 (图4(b)).稀释量为加水30%的试样,前140 h厚度随时间减少速度较快,140 h后厚度减少了3.5 μm,随后试样厚度随时间减少缓慢,720 h后厚度减少了到6 μm (图4(a));稀释量为加水30%的试样厚度减少速率在24 h最大为467 μm/天,随后试样厚度减少速率随时间快速降低,在140 h后降到102 μm/天,随后试样厚度减少速率随时间缓慢降低,720 h后趋近于零 (图4(b)).
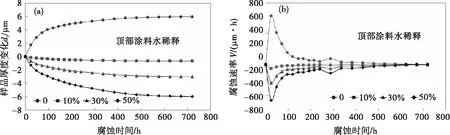
图4 涂层样品厚度(a)及腐蚀速率(b)随腐蚀时间的变化Fig.4 Variation of coating sample thickness (a) and corrosion rate (b) with corrosion time
无论是底部涂料稀释还是顶部涂料稀释情况,只要试样厚度不随时间明显减小,涂层都能对钢基体起好的保护作用,使之不被模拟海水腐蚀.
底层涂层填料由片状铝粉和球形铝粉组成,球形铝粉起到骨架支撑抗摩擦的作用,片状铝可以封堵球形铝粉之间的空隙,而顶层涂层仅有片状铝组成,在原来底层涂层基础上再涂覆后,会使涂层的屏蔽作用更加有效,涂层更加严实致密.未稀释的铝浆涂料和稀释10%的铝浆涂料样品,在干燥箱干燥后浸泡在溶液中,可能因为涂层中的硅酸盐分子与铝粉之间呈网状结构,会吸水导致增重厚度增加,当吸水量饱和后样品厚度变化和腐蚀速率趋向于零,稳定不再变化.而当铝浆稀释量超10%时,由于铝浆中含水量太多,铝浆涂料变稀,可能使得浆料中铝粉颗粒之间太过分散,这样加水量过多的铝浆涂料涂覆在钢铁基体表面,涂层变得不致密,无法有效地对金属基体起到屏蔽保护的作用,防腐蚀效果降低.所以在进行3.5%的NaCl溶液全浸泡实验时,盐水中的NaCl电解质离子透过涂层间隙渗透接触到金属基体而形成闭合回路,组成了一个原电池而发生电化学反应,通过电子转移使得较活泼的钢铁失去电子而被氧化腐蚀,发生如下反应:

因为实验中的电化学反应是在pH>4 的接近中性盐水中发生的,所以发生的为吸氧腐蚀反应.
2.3 涂层性能电化学表征
在测量Tafel曲线前,首先将待测试样工作电极在3.5%的NaCl 溶液中浸泡30 min后再开始测试,图5为无涂层和有涂层试样在3.5%的NaCl溶液中的极化曲线.在电化学极化测试中,不同涂层样品的电化学腐蚀参数列于表2.
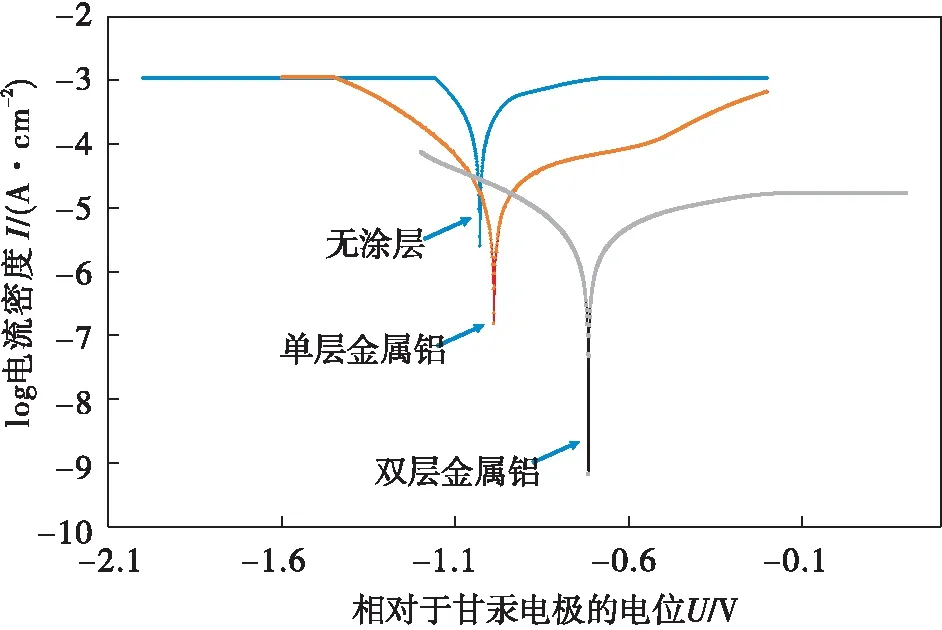
图5 无涂层和有涂层试样在3.5%的NaCl溶液中的极化曲线Fig.5 Polarization curves of uncoated and coated sample in 3.5%NaCl solution
根据图5和表2可知,无涂层、单层涂层和双层涂层试样相对于甘汞电极腐蚀电位分别为-1.029,-0.988和-0.717 V.这表明,有涂层的试样电极电位比无涂层试样要正,有涂层的试样较不容易失去电子,因此不容易被腐蚀.无涂层、单层涂层和双层涂层试样的腐蚀电流密度分别为292,35和5 μA/cm2,计算得到单层涂层及双层涂层保护效率分别为88%和98%.从保护效率看,双层涂层比单层涂层好许多,这说明由片状金属铝粉组成的顶部涂层比由球形铝粉和片状铝粉组成的低部涂层更加致密,所以双层涂层试样防腐效果更好,而且电位至-0.6 V(vs SCE)附近时,双层涂层样品腐蚀电流密度基本保持不变,说明涂层可能出现了一层耐腐蚀的钝化膜,呈现出稳定的钝化区,防腐效果较好.因此,研究的涂层都是双层涂层.

表2 试样的电化学腐蚀参数
2.4 涂层XRD表征
对原始单和双涂层试样及在500 ℃通空气的马弗炉中加热30 h的底部单层涂层试样表面物相做了XRD分析.结果表明,单层和双层涂层试样表面只有金属铝(图6),只有当双层涂层试样放至马弗炉中500 ℃加热30 h后,有少量氧化生成的Al2O3.说明,底部和顶部涂层是由金属铝组成的,没有氧化铝.
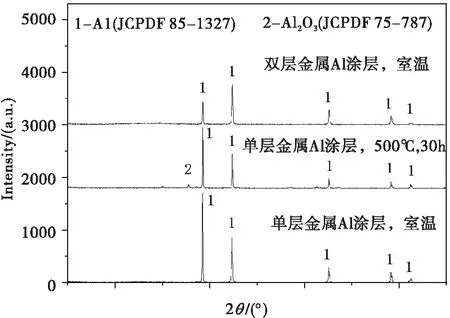
图 6 涂层试样XRD分析Fig.6 XRD analysis of coating samples
4 结 论
(1)室温制备的双层涂层,底层涂料水稀释量和顶层稀释量不超过铝浆质量的10%时,双层涂层的防腐蚀性能不会明显降低.
(2)在浸泡模拟海水过程中,无论是底部还是顶部涂料稀释,只要试样厚度不随时间明显减小,涂层都能对钢基体起好的保护作用,使之不被模拟海水腐蚀.
(3)电化学极化曲线分析发现,底部和顶部涂层抗模拟海水腐蚀效率分别为88%和98%,顶部铝粉涂层对碳钢基体防模拟海水腐蚀作用比底部铝粉涂层更好.
(4)XRD分析表明,底部和顶部涂层都是由金属铝组成,没有氧化铝.
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28
口腔护理用品工业(2021年4期)2021-11-02
含能材料(2021年10期)2021-11-01
建材发展导向(2019年5期)2019-09-09
火工品(2019年1期)2019-04-29
上海建材(2018年4期)2018-11-13
中国公路(2017年15期)2017-10-16
北京理工大学学报(2016年7期)2016-11-25
爆破器材(2016年4期)2016-09-10
风能(2016年12期)2016-02-25
