丝网对接微束等离子弧焊的焊点成形机理
2021-04-22 08:56何建萍王付鑫刘华荣
机械工程材料 2021年4期
王 龙,何建萍,王付鑫,刘华荣
(上海工程技术大学材料工程学院, 上海 201620)
0 引 言
不锈钢丝网因具有较好的通透性、较大的抗拉强度及优良的耐高温、耐腐蚀性能,常用于航空、石油、化工、机电、电子、纺织、印刷等领域的水、气、油及其他介质的分离和过滤[1]。但是,丝网特殊的分层和周期性分布结构,使得其焊接具有特定的难点,主要体现在:焊接前丝网,特别是细丝网的清理难度较大;被焊丝线在焊接方向上分布不连续,金属丝熔化后形成的液态金属难以充满相邻丝线之间的间隙,使得丝网接头处形成不连续焊点[2-3];丝网装配难度较大。以上这些难点限制了不锈钢丝网的拓展性应用。微束等离子弧焊具有电弧拘束度高、能量高度集中、电弧稳定、焊接效率高、成品率高等优点[4-7],在丝网焊接中具有较大的优势,但也会出现焊偏、结球、氧化、气孔等缺陷[8-9]。目前,丝网的焊接接头形式包括对接接头、搭接接头、角接接头以及端接接头,其中对接接头更加平整,因此在丝网焊接中更倾向于采用该接头形式[10]。但是由于丝丝对接时焊接熔池的金属量较少,丝网的对接连续焊比较困难。目前,有关丝网焊接的研究主要集中在焊接方法及调整焊接工艺参数以提高接头质量方面,鲜见有关焊点成形形貌特征及其成形机理的研究报道。为此,作者在3种经线留丝长度、6种接头装配方式下对不锈钢丝网进行微束等离子弧对接焊,研究了焊点的形貌特征、焊点形貌的影响因素以及焊点的成形机理。
1 试样制备与试验方法
试验材料为0Cr18Ni9不锈钢丝网,钢丝直径为0.28 mm,相邻二丝线间距D为1.28 mm,目数为20×20,试样尺寸为100 mm×50 mm。焊前用丙酮去除钢丝表面油脂,并保证丝网留丝毛边边缘平直、无毛刺。将丝网接头处的留丝毛边(经线)分别剪裁成长毛边、中毛边、短毛边,毛边长度d,如图1(a)所示。长毛边长度取值范围为[2/3D,D],中毛边长度取值范围为[1/3D,2/3D],短毛边长度取值范围为[0,1/3D]。为便于后续分析焊点的成形机理,试验中统一将长毛边长度定为1.00 mm,中毛边长度定为0.65 mm,短毛边长度定为0.30 mm。将2个试样的经线相互错位装配,如图1(b)所示,装配方式包括长毛边-长毛边、长毛边-中毛边、长毛边-短毛边、中毛边-中毛边、中毛边-短毛边、短毛边-短毛边6种。采用Plasmafix51型焊接电源进行微束等离子弧焊对接焊,不同装配方式下的焊接工艺参数如表1所示,表中X4和X5为焊枪距接头两侧纬线的较短与较长距离,焊接对中位置为焊枪距两侧毛边重叠部分中心的距离。焊接时将焊枪轴中心线对准接头的轴中心点,并保证焊枪距试样表面高度为2 mm。等离子气体和保护气体均采用工业纯氩气,其中等离子气流量为0.5 L·min-1,保护气流量为3.5 L·min-1。
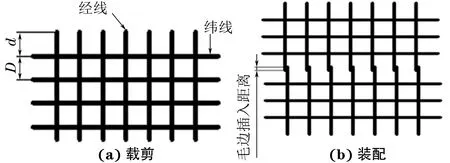
图1 丝网焊接接头的裁剪和装配示意Fig.1 Schematic of cutting (a) and assembly (b) of mesh joint
焊后通过VHX-600K型超景深显微镜观察焊点形貌,并测量焊点的长轴长度(垂直于焊接方向)与短轴长度(平行于焊接方向)。
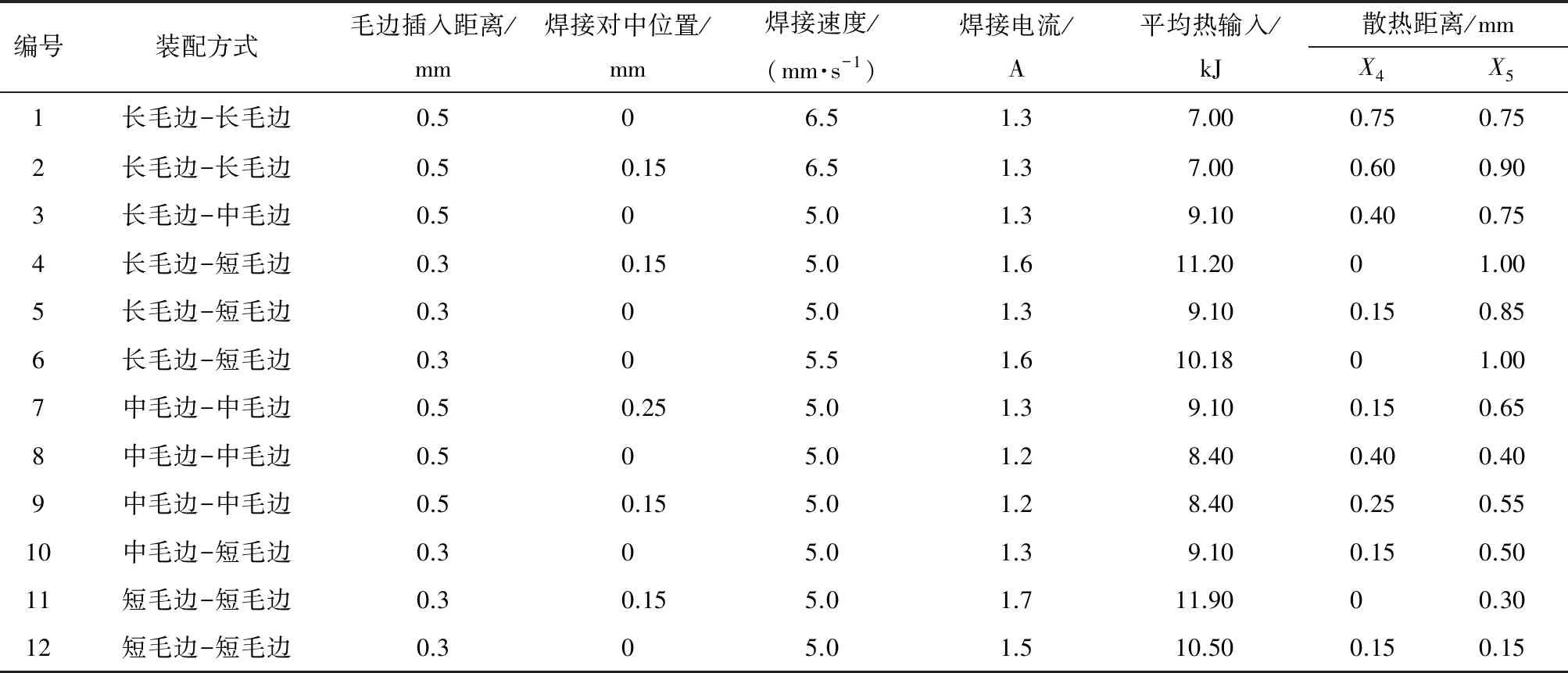
表1 不同装配方式下的焊接工艺参数Table 1 Welding parameters under different assembly methods
2 试验结果与讨论
2.1 焊点形貌
在设置的试验参数下丝网经对接焊后形成准球形、椭球形以及纺锤形3种形貌焊点,同时各焊点光滑均匀,均达到了丝丝焊接、单面焊双面成形的效果。对接接头装配方式的差异造成丝网接头处经线和纬线布局的不同,导致接头处散热条件不同,从而引起接头处熔池在表面张力作用下流向的不同;焊接对中位置及热输入的变化会使丝网焊点呈现不同的形貌[11-12]。
在1#,4#,7#,11#工艺下丝网对接后形成准球形焊点,该焊点是两侧丝网紧贴的毛边被依次独立地焊在一起而形成的单丝焊点。准球形焊点的长轴长度与短轴长度的比值在1.0~1.3范围内,且短轴的半径大于丝的半径。后续将短轴半径定义为该焊点的半径。根据最靠近接头处的纬线是否熔化并参与形成焊点,将准球形焊点分为接头两侧纬线不熔化的a类准球形焊点与最靠近接头处纬线熔化的b类准球形焊点,b类准球形焊点的体积大于a类准球形焊点的。当接头的装配方式为长毛边与长毛边对接,焊接对中位置位于接头中心时,可形成a类准球形焊点,焊点形貌如图2(a)所示。由于接头中心距接头两侧最近的纬线的距离相同,接头两侧的散热条件相同,因此所形成的准球形焊点位于接头的中心处;此时只有接头处的经线熔化,熔化金属量较少,对应的热输入也较小,所形成的焊点半径也较小。当接头的装配方式为长毛边-短毛边、中毛边-中毛边、短毛边-短毛边时,可形成b类准球形焊点,焊点形貌分别如图2(b)、图2(c)、图2(d)所示。长毛边和短毛边分别与短毛边对接时,焊接对中位置位于短毛边一侧的近纬线处;中毛边与中毛边对接时,焊接对中位置位于其中一侧的近纬线处。
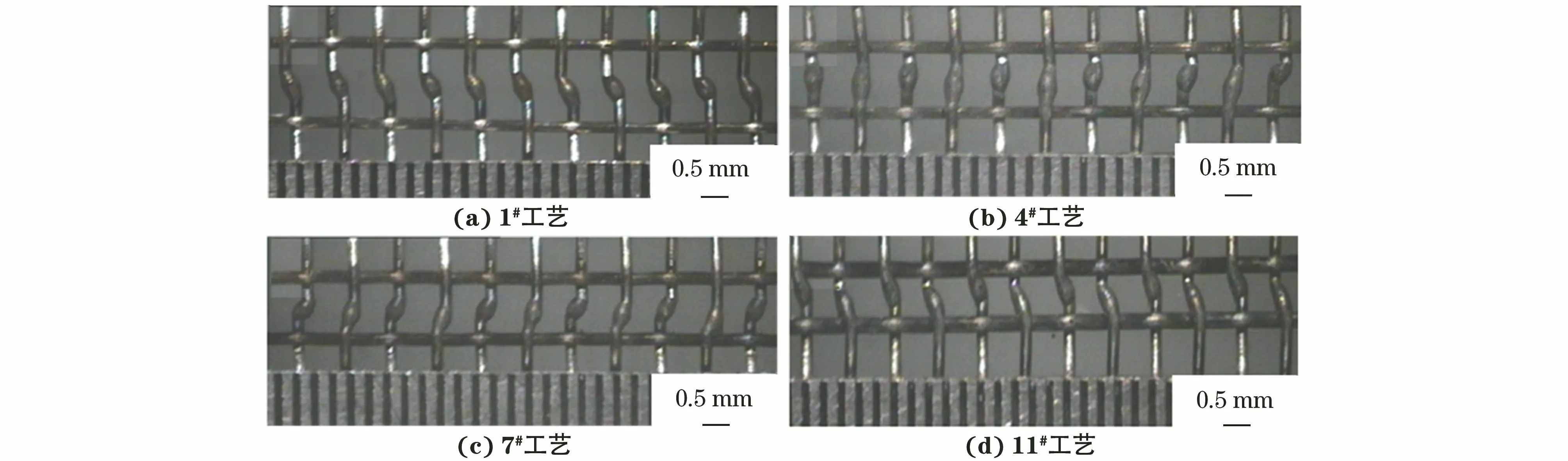
图2 不同工艺下的准球形焊点形貌Fig.2 Morphology of torispherical welding spots under different processes: (a) 1# process; (b) 4# process;(c) 7# process and (d) 11# process
在2#,3#,5#,8#工艺下丝网对接后形成椭球形焊点,如图3所示,该焊点也是两侧丝网紧贴的毛边被依次独立地焊在一起而形成的单丝焊点。椭球形焊点的长轴长度与短轴长度的比值在1.3~4.0范围内,且短轴的半径与丝的半径相近。除长毛边与长毛边对接焊(2#工艺)外,其他装配方式下焊接对中位置均位于接头的中心,这时接头两侧最近纬线均距接头中心有一定距离,且微束等离子弧焊的电弧细小,因此在焊接过程中只有接头中心处经线熔化,而纬线不熔化,焊点熔池金属量较少,从而形成了长轴长度与短轴长度比值较大的椭球形焊点。
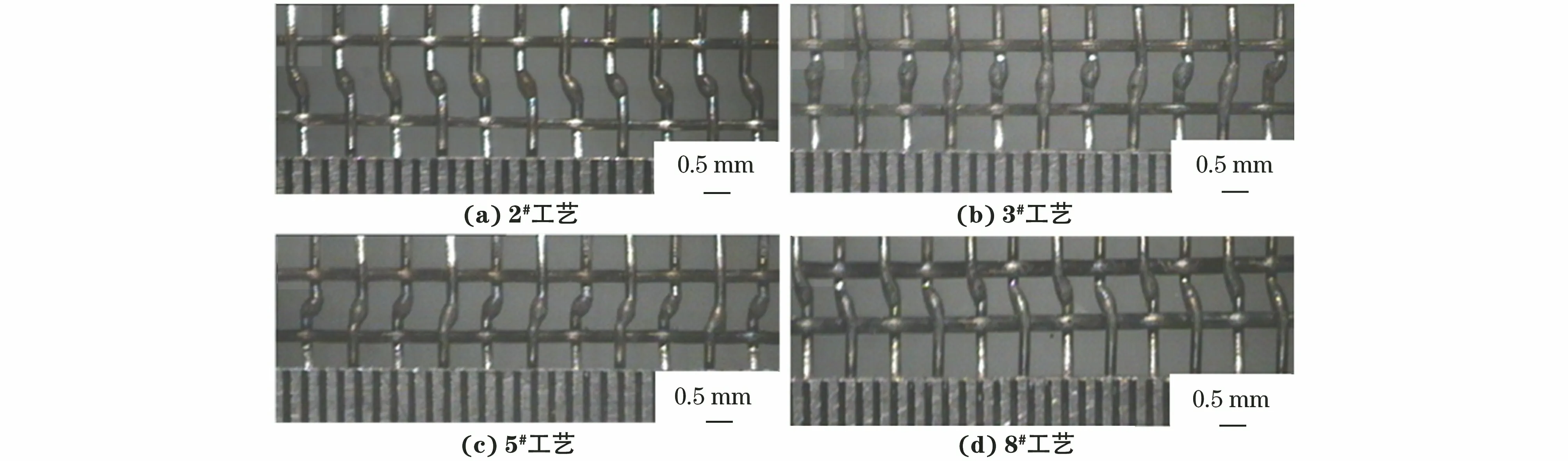
图3 不同工艺下的椭球形焊点形貌Fig.3 Morphology of ellipsoidal welding spots under different processes: (a) 2# process; (b) 3# process; (c) 5# process and (d) 8# process
在6#,9#,10#,12#工艺下丝网对接后形成纺锤形焊点,如图4所示,该焊点是两侧丝网的每对相邻的紧贴的毛边依次与一侧丝网最靠近接头边缘的纬线焊在一起而形成的。装配时,接头处两侧丝网的经线之间留有一定间隙,相邻两熔池的距离很短,因此形成了较长的焊接熔池;焊接时,接头靠近焊接对中位置一侧的纬线熔化,致使熔池金属量增加,焊点尺寸增大;相邻两熔池在熔化的纬线金属的连接下发生接触,经冷却凝固后形成纺锤形焊点。在表面张力作用下,形成纺锤形焊点的液态金属会向着中心位置集中,使得距旁边经线熔池的距离变大,因此不会形成3对甚至多对焊丝熔池相连的情况。
2.2 焊点成形机理
由上述试验结果可知,丝网焊接的焊点成形形貌受接头装配方式、毛边插入距离、热输入、焊接对中位置等参数的影响。为研究各参数对焊点成形形貌的影响,以毛边插入距离X1、焊接对中位置X2、平均热输入X3以及X4和X5为自变量,以准球形焊点半径Y1、椭球形焊点长轴长度Y2和短轴长度Y3、纺锤形焊点体积Y4为目标函数,研究目标函数与各自变量之间的关系。

图4 不同工艺下的纺锤形焊点形貌Fig.4 Morphology of spindle welding spots under different processes: (a) 6# process; (b) 9# process; (c) 10# process and (d) 12# process
2.2.1 准球形焊点的成形机理
形成a类准球形焊点时接头两侧纬线不熔化,焊接对中位置为两侧丝网经线留丝毛边重叠部分的中心位置。由图5(a)可以看出:当毛边插入距离为0.5 mm、平均焊接热输入为7.0 kJ、X5不变时,a类准球形焊点半径随着X4的增大而增大,这是由于随着焊枪距接头两侧纬线最短距离的增大,散热效果变差,接头处更多的母材熔化;当X5分别为0.35,0.50,0.65 mm时,焊点半径随X4增大而增大的幅度均较大,当X5为0.75 mm时,焊点半径随X4增大的增长速率降低,最后趋于稳定,这是由于此时焊枪距接头两侧纬线的距离均已足够大,已无法影响散热效果导致的。
形成b类准球形焊点时最靠近接头的一侧纬线熔化,X4是通过改变在两侧丝网的经线留丝毛边重叠部分的焊接对中位置来改变的。由图5(b)可以看出:在毛边插入距离为0.3 mm,平均焊接热输入为11.5 kJ条件下,当X4不变时,b类准球形焊点半径随着X5的增大而增大,原因也是散热效果变差;当焊接对中位置为两侧丝网的经线留丝毛边重叠部分的中心位置,即X4为0.15 mm时,焊点半径随着X5增大而增大的规律最符合线性关系,且斜率最大,而当焊接位置偏离中心位置时,焊点半径与X5的线性关系变差,且斜率下降,这是由于此时一侧纬线的熔化削弱了另一侧纬线的散热作用。
由图5(c)可以看出:在X4,X5分别为0,1.0 mm条件下,当毛边插入距离不变时,准球形焊点半径随着热输入的增大而增大,最后趋于稳定,这是因为随着热输入的增大,接头处经线留丝毛边重叠部分熔化的母材增加,而当热输入增加到一定值时,该部分的母材全部熔化,形成的准球形焊点半径达到最大值;随着毛边插入距离的增大,接头处待焊母材金属量增加,所需的热输入增大,准球形焊点半径增大。
2.2.2 椭球形焊点的成形机理
由图6(a)可以看出,在焊接对中位置为两侧丝网经线留丝毛边重叠部分的中心位置,毛边插入距离为0.5 mm,X5固定为0.75 mm条件下,当焊接热输入不变时,椭球形焊点的长轴长度随着X4的增大而增大,最后趋于一个定值。X4的增大会造成最靠近接头处纬线的散热作用减弱,导致接头处有更多的热量熔化待焊母材,因此椭球形焊点的长轴长度增大;但当X4增加到一定程度后,由于相应纬线的散热距离已达到足够大,X4的继续增加对散热效果影响不大,因此长轴长度趋于一个定值。当X4不变时,随着热输入的增大,接头处母材的熔化量增加,因此椭球形焊点的长轴长度增大。
图5 准球形焊点半径与成形参数之间的拟合曲线Fig.5 Fitting curves between radius of torispherical welding spots and forming parameters: (a) fitting curve between Y2 and X4 of a type welding spots; (b) fitting curve between Y1 and X5 of b type welding spots and (c) fitting curve between Y1 and X3
由图6(b)可以看出,在焊接位置为两侧丝网经线留丝毛边重叠部分的中心位置,毛边插入距离为0.5 mm,热输入为9.1 kJ条件下,当X5为0.40 mm时,椭球形焊点的短轴长度随X4的增大而增大,但当X5为0.75,0.85 mm时,短轴长度随着X4的增大先增大再减小。当X4在较小范围内时,X4的增大会使接头处的散热条件变差,接头处有更多热量熔化母材,导致短轴长度增大;当X4增大到一定值后,继续增加X4所引起的椭球形焊点长轴长度的增加抑制了短轴长度的增加。当X4不变时,X5的增加所造成的椭球形焊点长轴长度的增加限制了短轴长度的增加,因此椭球形焊点的短轴长度随着X5的增大基本呈减小趋势。
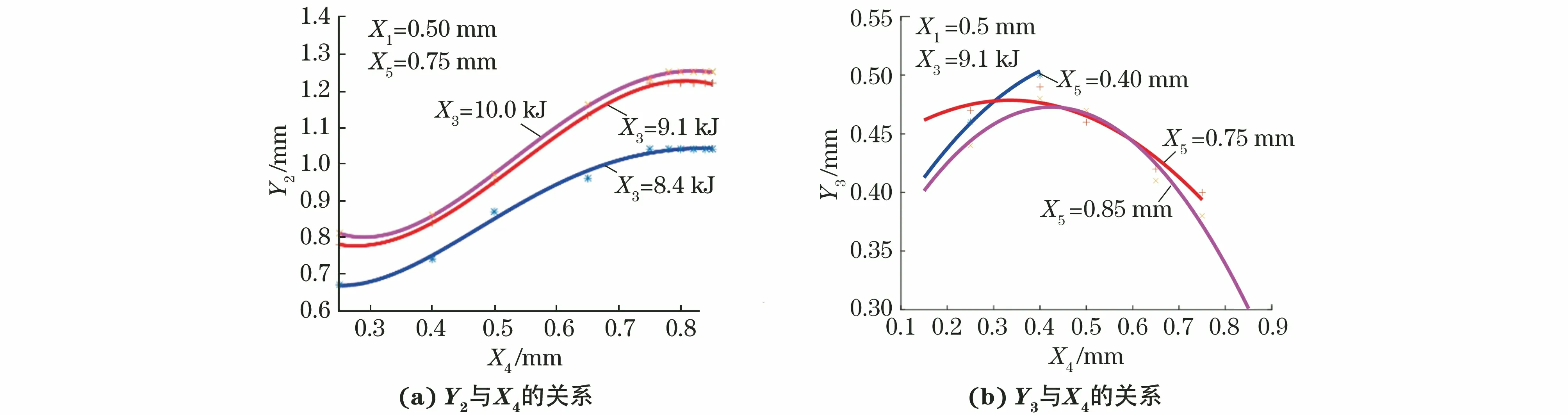
图6 椭球形焊点长轴和短轴长度与成形参数之间的拟合曲线Fig.6 Fitting curve between length of long axis (a) and short axis (b) of ellipsoid welding spots and forming parameters
2.2.3 纺锤形焊点的成形机理
纺锤形焊点的体积Y4与X5和毛边插入距离X1的关系如图7所示。由图7可以看出:在X4为0 mm,热输入为10.0 kJ条件下,当毛边插入距离不变时,纺锤形焊点的体积基本随着X5的增大而增大,这是由接头处的散热效果随着X5的增大而变差导致的;当毛边插入距离为0.5 mm时,由于接头处两侧经线留丝毛边重叠部分的金属量较大,因此纺锤形焊点的体积随着X5的增大而呈线性增大趋势,且斜率最大;当X5小于0.33 mm时,纺锤形焊点的体积随着毛边插入距离的增大而减小,这是因为较小的X5使得相应的最靠近接头处的纬线对接头的散热效果较好,且毛边插入距离越大,散失的能量越多,熔化的金属越少,因此焊点的体积越小;当X5大于0.70 mm时,较大的X5使得相应的最靠近接头处的纬线对接头的散热效果较差,焊点体积则主要受到接头处可供熔化的金属量的影响,因此焊点体积随着毛边插入距离的增大而增大。
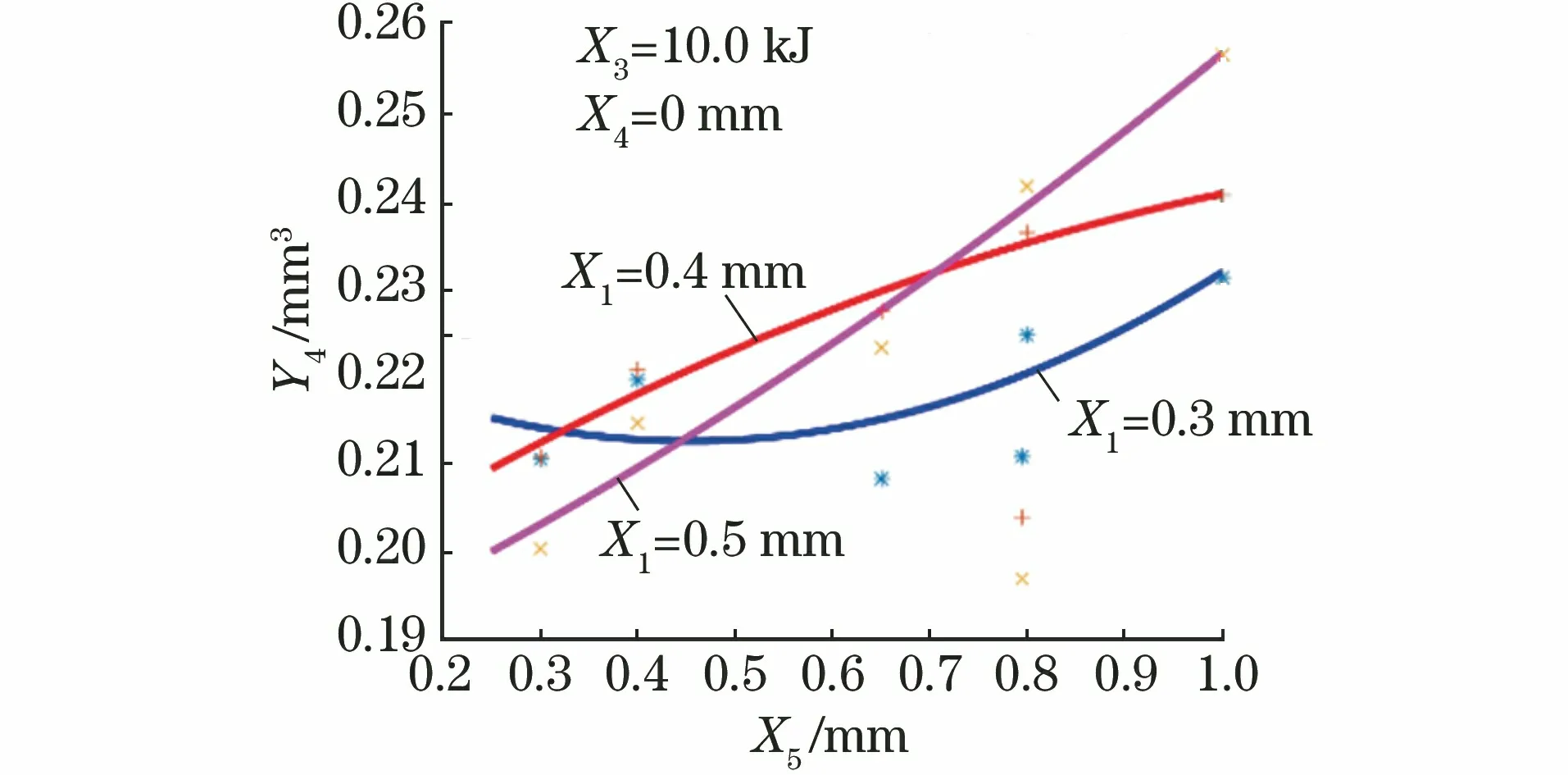
图7 纺锤形焊点体积与X5的拟合曲线Fig.7 Fitting curve between volume of spindle welding spots and X5
3 结 论
(1) 在试验参数范围内对不锈钢丝网进行微束等离子弧对接焊后,焊点光滑均匀,且达到丝丝焊接、单面焊双面成形的效果;丝网在对接焊过程中形成了准球形、椭球形和纺锤形3种形貌焊点;装配方式、毛边插入距离、焊接对中位置、焊接热输入及焊枪距接头两侧纬线的距离(较短距离X4和较长距离X5)是影响焊点形貌的主要因素。
(2) 准球形焊点分为最靠近接头处纬线不熔化的a类准球形焊点与最靠近接头处纬线熔化的b类准球形焊点;当X5不变时,a类准球形焊点半径随X4的增大而增大;当X4不变时,b类准球形焊点半径随X5的增大而增大。
(3) 形成椭球形焊点时接头两侧纬线不熔化;当焊接热输入不变时,椭球形焊点的长轴长度随X4的增大而增大,最后趋于一个定值;当X5不变时,椭球形焊点的短轴长度随X4的增大先增大再减小。
(4) 形成纺锤形焊点时最靠近接头的一侧纬线熔化;当毛边插入距离不变时,纺锤形焊点的体积随X5的增大而增大;当X5小于0.33 mm时,纺锤形焊点的体积随毛边插入距离的增大而减小,而当X5大于0.70 mm时,焊点的体积随毛边插入距离的增大而增大。
猜你喜欢
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
知识窗(2021年4期)2021-10-02
小品文选刊(2021年5期)2021-06-06
塑料包装(2020年5期)2020-11-21
爱尚书香(2019年3期)2019-06-25
中国收藏(2018年7期)2018-12-28
大众电视(蓝天下)(2018年8期)2018-10-26
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年3期)2017-11-23