全油轧制铜带轧机铜带除油新技术
2021-05-06 09:29苏旭涛钱广阔高朝波
重型机械 2021年2期
谢 磊,计 江,苏旭涛,钱广阔,高朝波
(中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
铜带产品被广泛应用于家电、电子信息、智能终端、航空航天等多个行业,对国民经济的发展起着重要的作用。随着信息产业的快速发展,高性能集成电路工程也被列入国家战略新兴发展规划的重大工程。众所周知,高精铜带是集成电路中的关键框架材料,其力学性能、表面质量具有很高的要求。
高精铜带轧机是铜带产品最重要的生产设备,高精铜带由于其对表面质量的要求很高,通常采用轧制过程中对轧辊及铜带表面喷淋轧制油的方式进行轧制。轧制油的特点是粘度较大,对铜带表面粘附性较强,一旦附着在铜带表面就不容易被去除。铜带轧机如果轧制过程中铜带表面含油量大,会产生问题:(1)不仅会影响到铜带的板形,也会严重影响轧机的轧制;(2)在铜带卷取时如果表层油膜厚,容易使铜带打滑造成铜卷错层、塔形,影响卷取质量甚至出现塌卷事故;(3)铜带表面含油量大,对测厚仪的测量结果会产生影响;(4)高精铜带轧制时所用的轧制油价格较高,若铜带表面含油量大会造成轧制油损耗较大,提高了生产成本也不利于环境保护;(5)轧制后的铜带表面含油量大会增加后续的脱脂、退火工序的难度。
1 铜带表面残留轧制油原因分析
铜带轧制时,会向轧机入口侧的铜带表面和支承辊、工作辊辊面喷射轧制油,以增加润滑,降低铜带温度,提高带面质量。入口侧喷射的轧制油大部分会被辊系所阻挡,但少部分会进入轧机出口侧。
如图1所示,当轧制方向由左向右时,轧制油从左侧喷射,此时上工作辊逆时针转动,上支承辊顺时针转动。随着支承辊的转动,喷射到上支承辊辊面上的轧制油一部分会顺着辊面从入口侧甩到出口侧,落到出口侧铜带上表面。
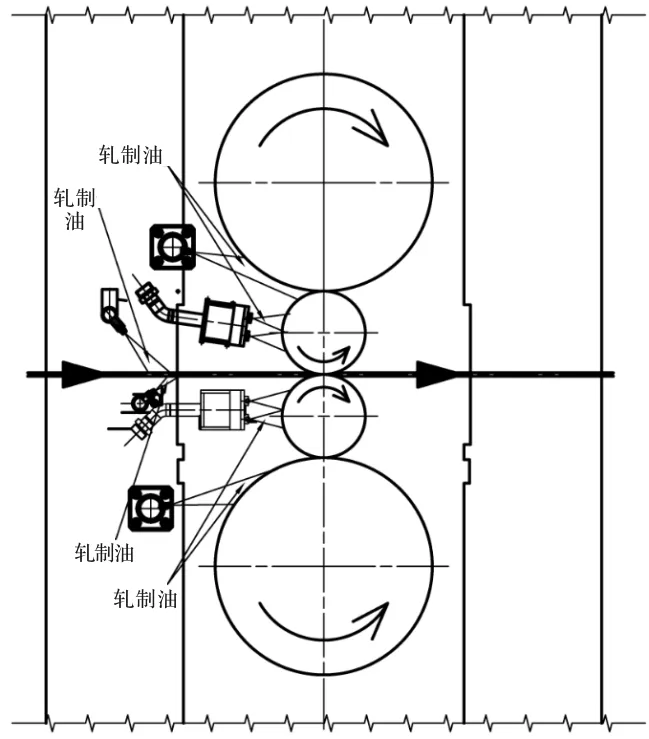
图1 四辊轧机铜带运动与轧辊转动关系示意图
如图2所示,由于铜带自身厚度,上下工作辊辊面轧制时候存在间隙,随着上、下工作辊轧制时向着辊缝方向转动,喷射到工作辊辊面上的轧制油一部分会从工作辊间隙处甩到出口侧并附着到铜带表面。

图2 铜带轧机轧制时工作辊辊缝示意图
在轧制过程中,大量的轧制油喷射会随着轧制热形成油雾,一部分油雾在出口侧冷凝后形成油滴,在重力的作用下掉落在铜带表面。
2 现有的带面除油技术
由于轧制油对铜带表面粘附性较强,一旦附着在铜带表面就不容易被去除。目前铜轧机除油问题已属于行业性的难题,各铜板带加工企业及铜轧机设备成套方均投入大量精力对除油问题进行研发,也提出了多种解决方案,基本从两个方面着手。
(1)通过除油辊的挤压、阻挡来去除带面上的轧制油,常见的是四辊除油装置,四根辊子分为两对,各自上下对称布置。在轧制时,出口侧的四辊除油装置辊面贴紧铜带,并施加一定的压力,使得铜带表面的轧制油被挤压去除。开发出的3M辊式除油辊,在挤油的同时,辊子材料对轧制油进行吸收,除油效果较好。辊式除油的缺点是当铜带厚度较薄时,辊子的挤压力会影响铜带的厚度、板形及带面粗糙度,而3M辊因其造价高,寿命短,也没有得到广泛应用。
(2)通过气刀吹扫来去除带面上的轧制油,气刀按一定数量,一定角度布置在出口侧铜带附近,通以0.4~0.6 MPa的高压压缩空气,通过高压气体来将带面上的轧制油吹除。这种方法除油效果较好,但气刀噪音较大,在轧机操作区域造成了噪音污染,吹除后的轧制油雾化造成了轧制油的损耗及环境污染。
可以看出,两种方案都具有明显的缺点,本文分析了现有两种方案优缺点,对目前现有的铜轧机除油技术进行改进研发。
3 改进措施
为解决铜轧机除油问题,本文从源头着手,采取“以防为本,防治兼顾”的思路。即防止轧制油从轧机入口侧进入出口侧,防止轧制油落在铜带表面,因为轧制油粘附性好,一旦落在铜带表面就会形成一层油膜,很难再除去。以防为本就是要尽最大努力在源头将轧制油与铜带隔绝。同时,在防的基础上,将落在铜带表面的少量轧制油除去。
轧制油从入口侧进入出口侧并落到铜带表面主要通过三种途径:①上支承辊的转动将喷射到上支承辊上的轧制油甩到出口侧;②工作辊辊缝存在间隙,轧制油随着工作辊的转动,从间隙处甩到了出口侧;③被雾化的轧制油冷凝后滴落到出口侧铜带表面。因此,本文“以防为本”从该三方面入手,阻止轧制油从这三个途径进入轧机出口侧。
为防止轧制油随着上支承辊的转动被甩到轧机出口侧,中国重型院研发了一种上支承辊清辊装置。如图3所示,该清辊装置安装在上支承辊正上方,主要由清辊架,左、右两个斜刮油板和中间的立刮油板组成。清辊架安装在上支承辊两个轴承座之间,用于固定刮油板;左、右两个斜刮油板倾斜呈一定角度对称安装在清辊架上,斜刮油板是由两块支撑板中间夹一块很薄的(T=0.5 mm)特殊合金材料刮片组成,工作时,刮片一端以近似相切的角度紧贴支承辊辊面,将顺着辊面甩过来的油全部刮除;立刮油板垂直安装在清辊架上,其刮油片是聚酯材料,工作时刮油片紧贴支承辊辊面,将极少部分没有被斜刮油板刮除的轧制油去除。
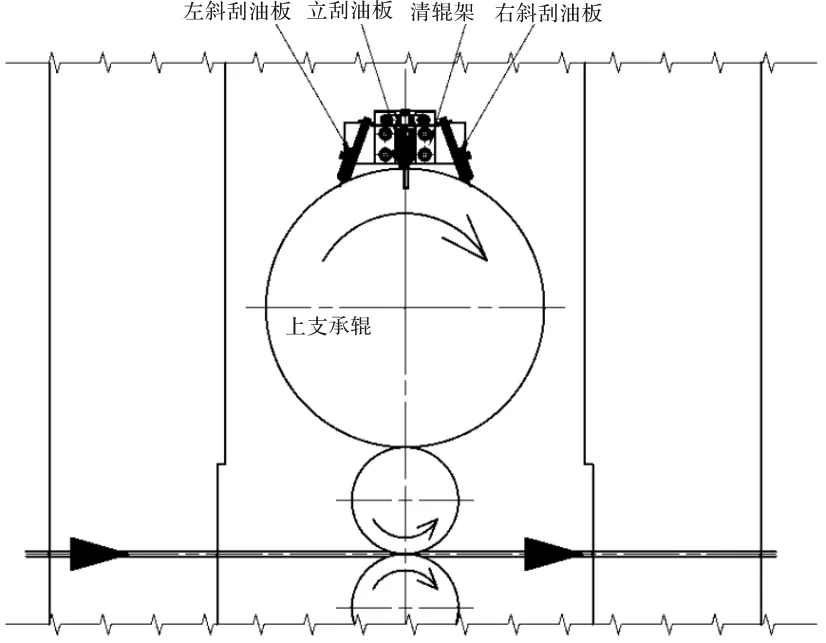
图3 上支承辊清辊装置剖面图
为防止轧制油从工作辊辊缝间隙进入轧机出口侧,以及雾化后的轧制油冷凝后滴落到铜带表面,中重院研发了一种铜轧机防缠装置,如图4所示,这种防缠装置安装在铜轧机机架内部,由上防缠装置和下防缠装置组成,上、下防缠装置各分为两部分,对称布置在轧机的入口侧及出口侧。上防缠装置主要由导板、轧制油喷射装置、气刀吹扫装置、防溅板、上稳定辊等组成。导板斜向布置,与铜带轧制线成一定角度,导板可以在油缸的作用下移进或退出机架,轧机工作时,导板移进机架,导板头部靠近工作辊辊面,仅留2~3 mm间隙,此时导板可将机架上层空间与铜带隔绝,机架上层飞溅的轧制油及雾化后冷凝滴落的轧制油均可落在导板上,导板上布置有若干导流槽,可以将这部分轧制油引导到导板两侧,当轧机需要换辊或检修时,导板退出机架。轧制油喷射装置安装在导板上方,与导板同进退,在轧机工作时,喷射装置喷嘴靠近轧辊,提高了喷射效率。气刀吹扫装置分为工作辊辊缝边部吹扫装置和铜带表面吹扫装置两部分,其中工作辊辊缝边部吹扫装置安装在导板头部两侧,在轧机工作时气刀喷嘴靠近工作辊两侧辊缝,可以将辊缝甩到轧机出口侧的轧制油吹除;铜带表面吹扫装置安装在导板尾部,用于对铜带表面进行吹扫。防溅板用于防止机架上层飞溅的轧制油溅出机架。上稳定辊安装在机架外侧,用于和两个下稳定辊配合,在轧机工作时压紧铜带,形成一定包角,起到稳定轧制张力,兼实现挤油功能。下防缠装置结构组成及功能与上防缠装置相似,布置在铜带轧制线下方。
该清辊装置及防缠装置是专门针对进入轧机出口侧的轧制油而研发,理论上可以将绝大部分轧制油与出口侧铜带隔绝。此时出口侧铜带表面上只会残存极少量的轧制油,这部分轧制油通过防缠装置中的稳定辊挤压,基本上可以完全去除。
4 实施效果
在铜板带加工行业,一般通过考核薄带(T≤0.3mm)轧制时可以稳定生产的轧制速度,亦可通过目测法观察铜带的卷取齐整度、轧机出口侧铜带表面残油多少,来评价全油轧制轧机的除油效果。若薄带轧制时,速度可以稳定在400 m/min以上,且卷取后的铜卷齐整无错层,铜带表面无明显残油,即可认为轧机除油效果较好,满足生产需求。
本文所论述的基于“以防为本,防治兼顾”思路研发的全油轧制铜带轧机除油新技术目前已被应用到多套由中国重型院总成套的铜带中精轧机组,具体应用设备列表见表1。由表可见,使用除油新技术后的轧机实际使用速度均达到了设计最高速度,最快可达480 m/min。如图5所示为中国重型院为江西云泰铜业有限公司成套的600 mm四辊可逆精轧机组的显示屏操作界面,可以看出在实际生产时的轧制速度已经达到480 m/min。如图6所示为轧制速度480 m/min时卷取的铜卷,可以看出铜卷侧边齐整,无塔形、错层等现象。如图7所示为轧制过程中的铜带,可以看出铜带表面光洁,无明显可见的残留轧制油。由此可以得出结论,本文铜带轧机铜带除油新技术在实际应用中除油效果较好,解决了全油轧制生产中除油难的问题。

表1 铜带除油新技术应用厂家及机组列表
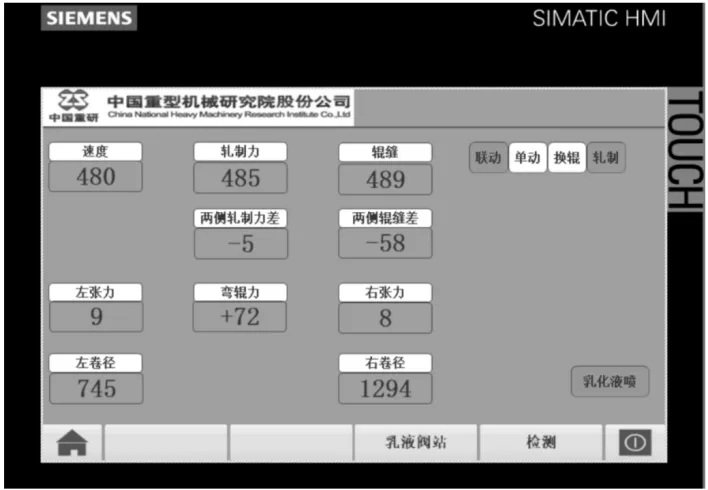
图5 江西云泰铜业精轧机操作界面

图6 480 m/min轧制时卷取的铜卷

图7 480 m/min轧制时的铜带表面
5 结束语
由中国重型院开发的全油轧制铜带轧机带面除油新技术,通过分析轧机出口侧铜带表面出现大量轧制油的原因,采取“以防为本,防治兼顾”的思路,针对性的研发了支承辊清辊器和防缠装置,成功的将轧制油与出口侧铜带隔绝。这种除油新技术已被成功应用到了多台铜带轧机上,取得了较好的除油效果,为用户带来了可观的经济效益的同时也得到了用户的肯定,在铜板带轧制生产领域具有良好的应用推广前景。
猜你喜欢
机械工程师(2022年6期)2022-06-21
电子乐园·上旬刊(2021年8期)2021-05-16
冶金设备(2020年5期)2020-12-23
重型机械(2020年2期)2020-07-24
世界有色金属(2020年4期)2020-05-16
锻造与冲压(2020年5期)2020-03-18
山西冶金(2019年2期)2019-05-31
黄河·黄土·黄种人(华夏文明)(2018年7期)2018-07-24
妈妈宝宝(2017年2期)2017-02-21
现代冶金(2015年4期)2015-02-06