
微小球头类零件的加工
2021-05-19 08:49马磊张作超韩红雨卢阳张风琴
金属加工(冷加工) 2021年4期
马磊,张作超,韩红雨,卢阳,张风琴
洛阳轴承研究所有限公司 河南洛阳 471039

1 序言
球可以看作是一个圆弧绕其轴线旋转而成的曲面。由于球头类零件存在复杂曲面,所以通常采用数控加工,以满足尺寸、位置精度和表面质量要求。随着机床性能及刀具材料、性能的不断提升,对于球头直径≥8mm、材料硬度≤64HRC的球头类零件,可采用传统方法加工,包括:①采用全向车刀或摆线刀的数控车床加工。②采用对刀具位置调整要求极高的旋风铣加工。③采用专用砂轮修整装置的成形磨削加工。④采用定制杯形砂轮的展成法磨削加工。⑤采用专用磨块进行批量生产的锉削加工(只能进行形状规则的半球轴端加工)。
综上所述,结合微小球头类零件的结构特点分析,认为采用传统加工方法较难实现微小球头类零件的精密成形加工。
2 微小球头类零件的特点
微小球头类零件的特点:①在轴端具有曲面球头结构,分为小半球面、半球面和大半球面结构等(见图1),硬度60HRC左右。②球头直径较小,一般球头直径≤3.5mm。③加工时球头过渡段受径向力而易折断。④零件尺寸较小,刀具结构对工件加工影响较大。⑤成形砂轮的修整难度较大。

图1 球头类零件结构示意
由微小球头类零件的特点可知,采用传统加工方法进行轴端微小球头的成形加工显得力不从心。
对于少量精度要求一般的微小球头类零件,可采用软态下雕铣粗加工、热处理后进行抛光处理的方法。但对于精度要求较高的微小球头类零件,仍需寻找更适合的加工方法。
由于微小球头类零件实现精密硬加工的难度较大,不易实现批量加工,因此根据轴端球头的形成机理(让棒料高速旋转,以圆弧包络线的形式形成球头)以及设备的加工原理,提出一种微小轴端大半球类球头零件的加工方法:制作专用工装,让杆件高速旋转,配合光学曲线磨床集点成线的加工原理,以包络线的形式进行球头的精密成形加工。
3 光学曲线磨床加工方式
光学曲线磨床主要由床身、坐标工作台、砂轮台和投影系统组成,工作台可做纵向、横向和垂直方向运动;砂轮可做旋转主运动,同时在砂轮台的导轨上做直线运动;砂轮台可做纵向和横向进给运动以及绕X/Y/Z轴的转动。可实现多圆弧面、对数曲面或阿基米德螺旋曲面的磨削加工。
光学曲线磨床加工是利用光学投影放大系统将工件放大投影到屏幕上,与屏幕上的工件放大图相对照,加工时操作砂轮对工件进行磨削,将超过放大图轮廓线部分的多余材料磨掉,直至物像的轮廓与放大图全部重合为止。可放大25倍、50倍比对。光学曲线磨床使用的金刚石砂轮结构类型有平砂轮、尖砂轮等,如图2所示。

图2 金刚石砂轮结构类型
根据设备使用的砂轮结构可知,使用尖砂轮配合数字控制系统可实现直径≥0.2mm的曲面磨削加工。如果配合工件的旋转,可实现相应曲线回转面的成形加工。
4 加工实例分析
某型号产品用球头杆结构如图3所示。工件材料为GCr15,硬度58~64HRC。球面表面粗糙度值Ra=0.4μm,球面不能有接刀痕等明显刀削纹;球头部分尺寸、位置精度和硬度要求较高,球头与轴过渡段直径仅1.2mm,加工数量500根。该零件的加工存在以下难点:①球头尺寸精度要求较高,零件轴径较小。②球头过渡段直径仅1.2mm,加工刚度低,受力易折断。③加工余量大,对加工工艺,装夹便捷性、稳定性和棒料旋转径向圆跳动量等方面的要求较高。④对球头表面质量要求较高。

图3 球头杆结构
若采用光学曲线磨床实现球头杆的精密成形加工,还需制作专用工装,保证砂轮沿工件轮廓移动时,球头杆绕轴线回转形成球头结构。由于球头杆的尺寸较小,如果砂轮沿砂轮架上下往复运动,将减少砂轮与旋转工件的有效接触时间,因此为提高加工效率,需要在工件加工时调整固定好砂轮的高度位置,取消砂轮沿砂轮架的往复运动,使砂轮旋转时始终与工件表面有效接触,砂轮在高速回转时只沿成形轮廓线移动。
5 工装设计
采用小功率电动机(转速1400r/min)和小车床夹头,将夹头固定在工作台上,使用弹簧夹头(可装夹直径10mm以内的各种工件)装夹工件。调整工作台高度,使工件投影焦距在砂轮正常移动范围内。通过带轮传动,使夹头转速达到2000r/min,旋转方向与砂轮旋转方向相反。经调试,工件径向圆跳动≤0.005mm。自制工装结构如图4所示。

图4 自制工装结构
6 工艺设计
考虑到工件数量、球头杆及砂轮结构,由于尖砂轮圆角较小,加工损耗大,所以为降低尖砂轮的损耗,提高加工效率,在去除大余量时采用平砂轮加工,分步加工过程如图5所示。制定球头杆加工工艺如下。
1)用平砂轮粗加工球头杆,A、B段留加工余量0.02mm,C段留加工余量0.1mm,砂轮平移速度为3mm/min,砂轮转速为12000r/min。
2)用尖砂轮加工球头杆轮廓,A、B段加工控制尺寸精度,C段留加工余量0.01mm,砂轮平移速度为1.5mm/min,砂轮转速为12000r/min。
3)用尖砂轮精修C段球头,砂轮平移速度为0.5mm/min,砂轮转速为12000 r/min。
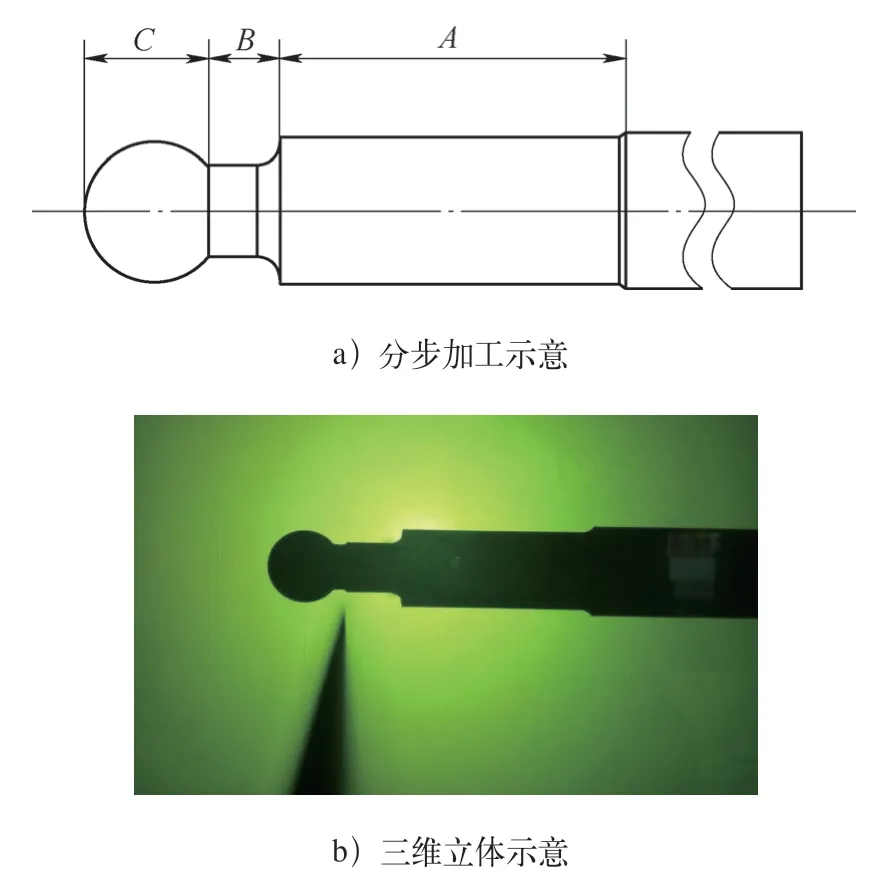
图5 分步加工过程示意
7 加工效果检测
球头杆采用分步加工,由于平砂轮具有自动修磨功能,因此加工圆柱表面质量较好;尖砂轮主要负责精加工,加工余量小,砂轮损耗小。在进行500根球头杆加工的过程中,尖砂轮修整4次。加工的球头杆零件实物如图6所示,零件检测数据见表1。由检测结果可知,此方法加工的球头杆满足设计要求。

图6 球头杆实物

表1 球头杆检测数据
8 结束语
微小球头类零件由于其自身结构特点,无法采用传统轴端球头类零件的加工方法。采用光学曲线磨床配合自制专用工装,设计分步加工工艺,球头杆加工时径向受力小,过渡段不易折断。该磨削加工方法很好地解决了小尺寸球头类零件的加工难题,具有合格率高、操作简单、加工精度可控及产品一致性好的优点。
专家点评
文章针对微小球头类零件无法采用传统加工方法的难题,提出一种新的磨削加工方法:通过光学曲线磨床集点成线的加工原理,以包络线的形式完成球头的精密成形加工。
文章思路清晰,结构合理,论点突出,论据有力,能够根据零件的特征制作专用工装,利用光学曲线磨床的优势和特点,成功解决了微小球头的加工难题,加工方法具有很好的应用前景。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
计量学报(2020年7期)2020-08-07
失效分析与预防(2020年1期)2020-06-17
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
汽车实用技术(2019年7期)2019-04-18
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
电气化铁道(2016年2期)2016-05-17
