
稠油输送管道内嵌牺牲阳极材料的选择
2021-06-17 01:44程猛猛赵凯峰毅4吕祥鸿
腐蚀与防护 2021年4期
雷 博,程猛猛,赵凯峰,姜 毅4,王 晨,吕祥鸿
(1. 西安石油大学 材料科学与工程学院,西安 710065; 2. 中国石油新疆油田油气储运分公司,克拉玛依 831100;3. 中国石油长庆油田第二采油厂,庆阳 745100; 4. 中国石油长庆油田油气工艺研究院,西安 710003)
稠油是黏度较高,密度较大的原油。因稠油黏度较高,在输送过程中需要加热,并采取保温措施,这使得管体温度较高,钢制管材腐蚀加剧。由于防护保温层的屏蔽作用,目前常用的外加电流阴极保护技术无法对其实现有效保护[1-7]。因此,改进稠油输送管道的阴极保护技术显得尤为重要。
常用的稠油输送管道阴极保护技术改进措施主要有三种:① 使用固体电解质以实现外加电流阴极保护,但该方法施工维修程序复杂、成本高,在长距离管线上的适用性较差,仅适用于短距离管段的腐蚀防护(如穿越管线套管内的管道防护);② 喷涂牺牲阳极涂层,然而涂层质量难以控制,使用寿命较短,价格较高;③ 直接将牺牲阳极安装在保温层内,该方法可对进水后的保温管线进行阴极保护,适合安装在保温层内的牺牲阳极包括带状阳极和片状阳极,带状阳极可沿管线轴向铺设,保护距离长[8-10]。受到油井套管使用的手镯式牺牲阳极的启发,本工作拟通过将牺牲阳极安装在保温层内对稠油输送管道进行防护。目前,常用的牺牲阳极材料有铝合金、锌合金和镁合金三大类。由于镁阳极电流效率低,消耗快,且容易析氢和诱发火花,不适合作为高温稠油输送管道保温层下长寿命牺牲阳极。因此,选择铝合金阳极和锌合金阳极,通过腐蚀试验、恒电流加速试验以及耦合性能试验等,综合探讨不同阳极材料在高温条件下的适用性,以期筛选出适合保护稠油输送管道的阳极材料。
1 试验
1.1 试验材料及试验条件
试验用铝合金阳极为Al-Zn-In系,锌合金阳极为Zn-Al-Cd系,化学成分见表1和表2。管线钢为T/S-52K钢,化学成分见表3。试验介质为模拟稠油管道服役环境的土壤溶液,化学成分见表4。试验温度分别为20,50,80 ℃。

表1 铝合金阳极的化学成分Tab. 1 Chemical composition of aluminum alloy anode %

表2 锌合金阳极的化学成分Tab. 2 Chemical composition of zinc alloy anode %

表3 T/S-52K钢试样的化学成分Tab. 3 Chemical composition of T/S-52K steel sample

表4 土壤溶液的化学成分Tab. 4 Chemical composition of the soil solution mg/kg
1.2 试验方法
1.2.1 腐蚀试验
将两种阳极试样加工成尺寸为50 mm×10 mm×3 mm的挂片试样。试验前采用砂纸(400~1 500号)逐级打磨试样表面后,用蒸馏水清洗,再用无水乙醇去除表面的油污,随后及时将试样放入烘箱,烘干30 min,烘箱温度为105±2 ℃,取出后尽快放入干燥器内,将阳极挂片自然冷却至室温后进行第一次称量。然后重复烘烤、称量步骤,直至两次称量结果差值小于0.4 mg,取两次称量结果的平均值为阳极挂片的试验前质量。将装有土壤溶液的锥形瓶放入恒温水浴中,水浴温度分别为20,50,80 ℃,将阳极试样置于土壤溶液中7 d进行腐蚀浸泡试验,试验结束后将试样取出,去除表面腐蚀产物,干燥后称量,参照式(1)计算试样的均匀腐蚀速率(vcorr)。
(1)
式中:vcorr为均匀腐蚀速率,mm/a;m0和m1分别为试验前后试样的质量,g;S为试样的总面积,cm2;t为试验时间,h;ρ为试样的密度,g/cm3。
1.2.2 恒电流加速试验
根据GB/T 17848-1999《牺牲阳极电化学性能试验方法》,对铝阳极和锌阳极进行电化学性能测试。铝阳极试样尺寸为φ28 mm×16 mm,锌阳极试样尺寸为φ50 mm×9 mm。电化学性能测试采用Corrtest310H电化学工作站,辅助电极和参比电极分别采用铂金片状电极和饱和甘汞电极(SCE)。试验结束后,计算阳极实际电容量、电流效率以及消耗率,并对阳极表面腐蚀形貌进行观察。
1.2.3 耦合性能试验
耦合性能测试采用Corrtest310H电化学工作站,使用尺寸为φ15 mm×3 mm的圆形试样,将导线焊接在试样一个端面,用环氧树脂和截取的PVC管对试样进行密封并使其固化,保留一个工作面积为1.75 cm2的圆形工作面,用水砂纸(400~1 500号)逐级打磨试样工作面,最后依次用蒸馏水、丙酮、无水乙醇清洗去油脱水,冷风吹干待用。管线钢试样工作面积为30 cm2,阳极与阴极面积之比为1∶17。工作电极与阳极试样连接,参比电极采用饱和甘汞电极,将铝阳极、锌阳极分别与管线钢试样用导线连接,接地线与管线钢试样连接,测定阳极耦合电位和耦合电流。
2 结果与讨论
2.1 腐蚀试验
由图1可见:随着土壤溶液温度的升高,两种阳极试样的腐蚀速率均增大,当温度为20 ℃和50 ℃时,两种阳极试样的均匀腐蚀速率均较小且相差不大;当温度升至80 ℃,锌阳极试样的均匀腐蚀速率为0.326 6 mm/a,而铝阳极试样的仅为0.179 3 mm/a。这说明铝合金适合作为管道内嵌牺牲阳极材料。
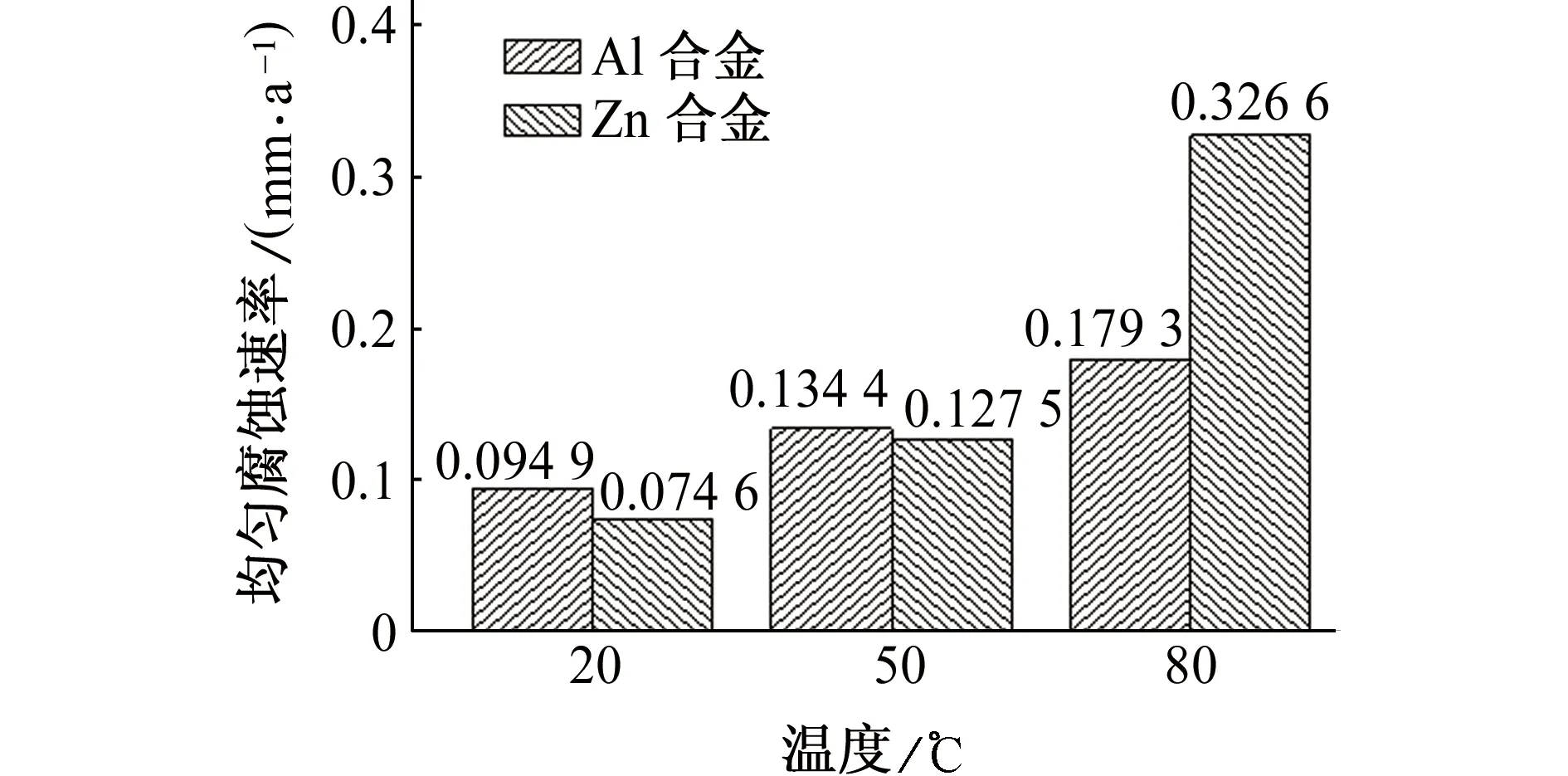
图1 两种阳极试样在不同温度试验溶液中浸泡7 d后的腐蚀速率Fig. 1 Corrosion rates of two anode samples immersed in test solutions at different temperatures for 7 days
由图2可见,在80 ℃试验溶液中腐蚀7 d后,铝合金表面腐蚀均匀,且由图3(a)可见其未出现晶间腐蚀,说明铝合金阳极在高温条件下,其生成的钝化膜阻隔了Zn和In等活化元素及其“溶解-再沉积”的过程,进而使活化作用减弱。此外,根据热力学规律,铝合金在高温下也更易钝化,这一结果也说明铝阳极在高温下钝化反应更明显[11]。许多研究表明合金的耐蚀性与晶界的状态密切相关[12],由图3可见,温度达到80 ℃时,锌合金表面发生晶间腐蚀,试样表面明显粗糙,颜色加深,腐蚀程度加剧,并且由图3(b)也可以发现其晶间腐蚀,表明铝合金阳极在高温环境中的使用性能更好。
2.2 恒电流加速试验
由图4可见:随着温度的升高,铝阳极和锌阳极的工作电位均正移,且在测试温度范围内,铝阳极的工作电位均低于GB/T 21448-2017标准要求的最小保护电位(20 ℃时:-0.777 V;50 ℃时:-0.825 V;80 ℃时:-0.881 V。锌阳极在20 ℃和50 ℃时的工作电位满足标准要求,但温度升至80 ℃,其工作电位为-0.878 V),高于最小保护电位,不能满足标准要求。由图5可见:两种阳极试样在不同温度条件下,均以均匀溶解为主,未出现局部溶解显现。随着温度的升高,两种阳极试样表面腐蚀加剧。相较于锌阳极,铝阳极试样表面随着温度上升腐蚀更为严重。这说明锌阳极电位随温度升高而正移,与上述工作电位结论吻合,说明锌阳极表面覆盖层结构发生了变化,当温度超过55~60 ℃时,锌阳极表面覆盖层中Zn(OH)2变为ZnO,后者具有电子导电性,使锌阳极电位随温度升高而正移[13-15]。
由图4还可见:随着温度的升高,两种阳极的实际电容量以及电流效率均呈减小趋势,这表明温度升高,阳极的使用时间减少,寿命降低。三种温度条件下,铝阳极的消耗率更低,表明铝阳极的使用时间更长。目前使用微电偶模型来阐述牺牲阳极消耗率高的原因,但当材料发生晶间腐蚀时,仅用微电偶模型解释就不够完整[16-18]。由图3可知,锌阳极在80 ℃时发生晶间腐蚀,晶间腐蚀引起晶粒脱落,锌阳极基体无法分解为离子提供保护电流,白白浪费材料。该结果表明铝阳极在高温环境中使用的时间更长。
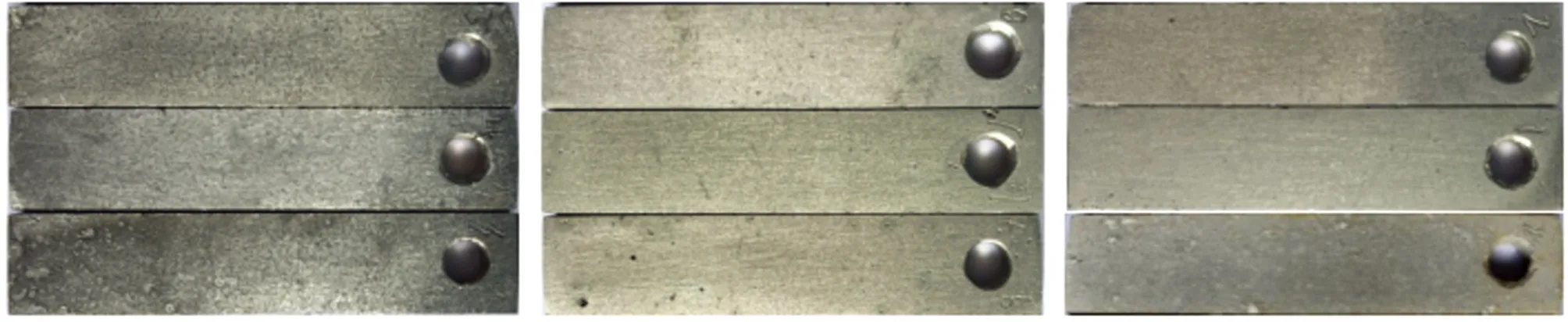
(a) 铝合金,20 ℃ (b) 铝合金,50 ℃ (c) 铝合金,80℃
(d) 锌合金,20 ℃ (e) 锌合金,50 ℃ (f) 锌合金,80℃图2 两种阳极试样在不同温度试验溶液中浸泡7 d后的表面宏观形貌Fig. 2 Surface macro morphology of aluminum anode samples (a,b,c) and zinc anode samples (d,e,f) immersed in test solution at different temperatures for 7 days
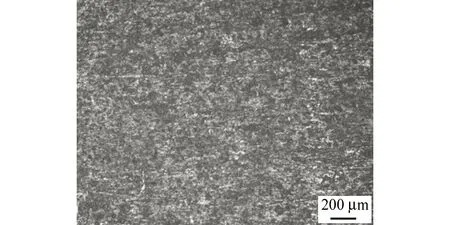
(a) 铝合金
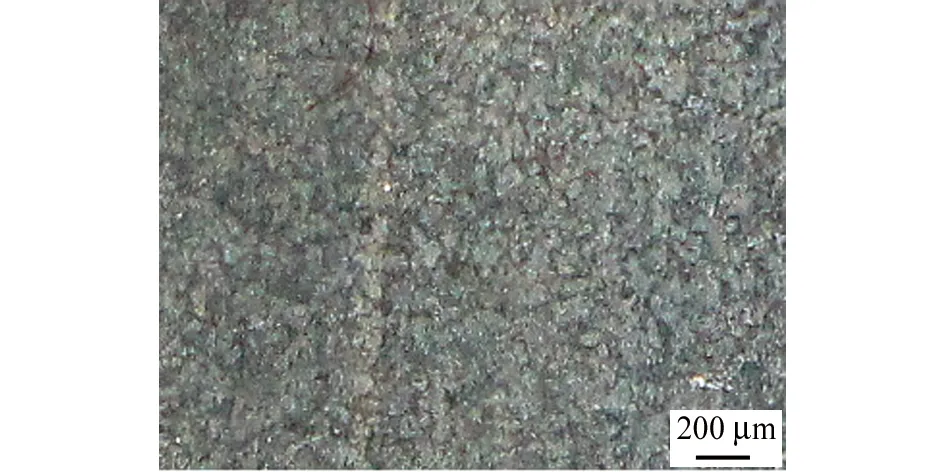
(b) 锌合金图3 两种阳极试样在80 ℃试验溶液中腐蚀7 d后的表面微观形貌Fig. 3 Surface micromorphology of Al alloy (a) and Zn alloy (b) samples after corrosion in 80 ℃ test solution for 7 days
2.3 耦合性能试验测试结果分析与讨论
由图6可见:当温度为20,50,80 ℃时,铝阳极与管线钢的耦合电位分别为-1.109 V,-1.095 V和-1.054 V,锌阳极与管线钢的耦合电位分别为-1.045 V,-1.020 V和-1.013 V,铝阳极与管线钢的耦合电位比锌阳极的更负。由图7可见:当温度为20,50,80 ℃时,铝阳极与管线的钢耦合电流分别为0.425,0.263,0.25 6 mA,锌阳极与管线钢的耦合电流分别为1.000,0.225,0.168 mA。综合对比发现,在80 ℃高温条件下,铝阳极与管线钢的耦合电位更负,耦合电流更大,表明铝阳极更适合高温稠油输油管道服役环境。这是因为在高温条件下,铝合金表面会生成一层致密的钝化膜,阻碍腐蚀阴离子(如Cl-、SO42-等)的进入,进而减缓腐蚀进程,致使耦合电位发生负移。并且耦合阴极金属表面的还原反应仅仅发生在钝化膜的薄弱处,增大了活性点的数量,使得耦合电流变大[19]。
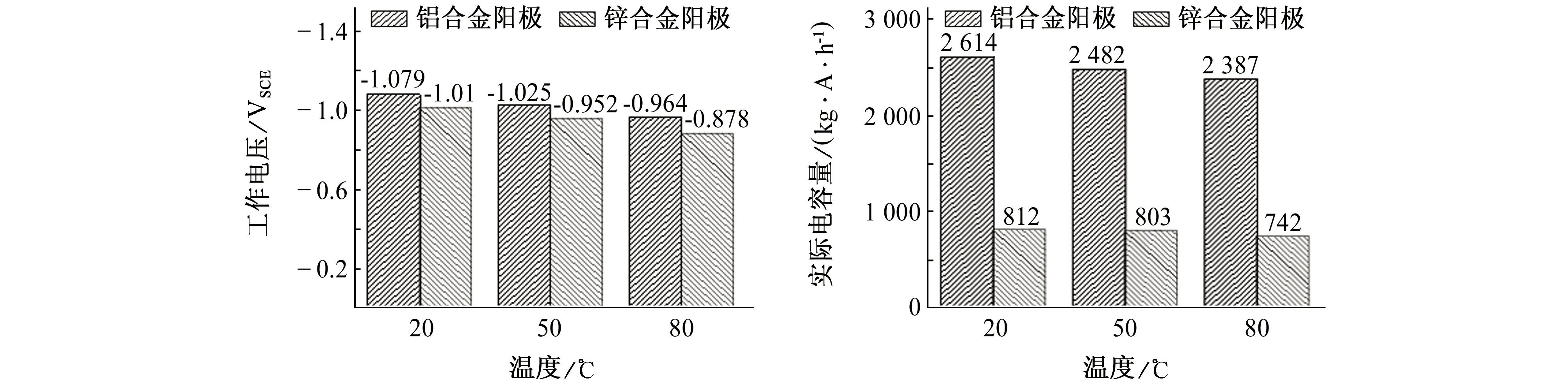
(a) 工作电位 (b) 实际电容量
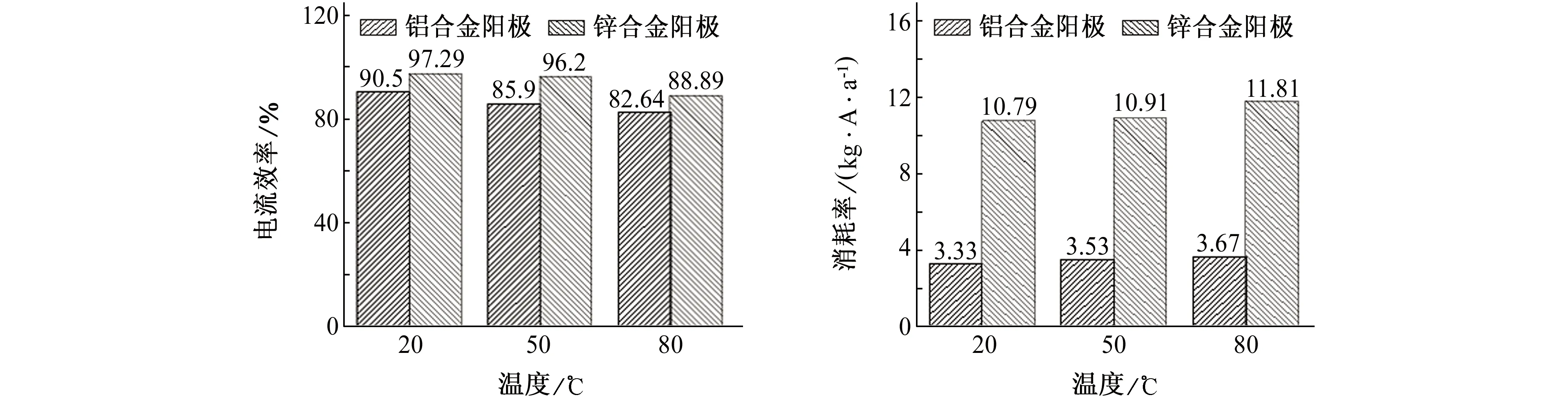
(c) 电流效率 (d) 消耗率图4 不同温度条件下,两种阳极的恒电流加速试验结果Fig. 4 Constant current acceleration test results of two anodes under different temperature conditions: (a) working potential; (b) actual capacitance; (c) current efficiency; (d) consumption rate

(a) 20 ℃铝合金 (b) 50 ℃铝合金 (c) 80 ℃铝合金

(d) 20 ℃锌合金 (e) 50 ℃锌合金 (f) 80 ℃锌合金图5 不同温度条件下,两种阳极试样经恒电流加速试验后的表面宏观腐蚀形貌Fig. 5 Under different temperature conditions, surface macro corrosion morphology of aluminum anode samples (a,b,c) and zinc anode samples (d,e,f) after constant current acceleration test
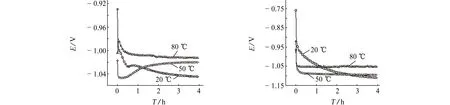
(a) 铝合金 (b) 锌合金图6 不同温度下的耦合电位测试曲线Fig. 6 Coupling potential test curves at different temperatures: (a) aluminium alloy; (b) zinc alloy
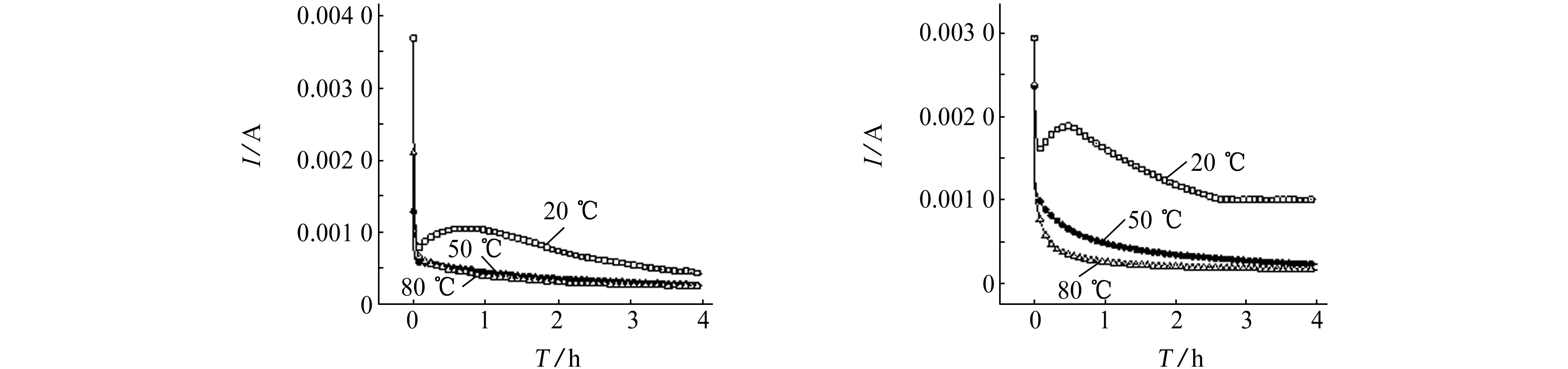
(a) 铝合金阳极 (b) 锌合金阳极图7 不同温度下耦合电流测试曲线Fig. 7 Coupling current test curves at different temperatures: (a) aluminium alloy; (b) zinc alloy
3 结论
(1) 随温度升高,铝阳极和锌阳极的腐蚀速率均增大,较低温度下(20 ℃和50 ℃),两种阳极的均匀腐蚀速率相差不大,但当温度达到80 ℃时,锌阳极的均匀腐蚀速率明显高于铝阳极的,并且发生晶间腐蚀。
(2) 锌阳极在80 ℃高温条件下,工作电位高于最小保护电位,不满足GB/T 21448-2017标准要求,无法提供有效阴极保护。铝金阳极在测试温度范围内的工作电位均符合标准,而且消耗率更小,使用时间更长。
(3) 在测试温度范围内,铝阳极与T/S-52K管线钢的耦合电位比锌阳极的更负,而且在80 ℃高温度条件下,铝阳极与管线钢的耦合电流更大,阴极保护作用更显著。
(4) 综合两种阳极材料自腐蚀性能,电化学性能和耦和性能,铝合金更适合作为高温稠油输送管道的牺牲阳极材料。
猜你喜欢
能源研究与信息(2022年2期)2022-11-02
装备环境工程(2022年8期)2022-09-07
土壤学报(2022年3期)2022-08-27
中国应急管理科学(2022年2期)2022-05-23
全面腐蚀控制(2022年2期)2022-03-11
中国听力语言康复科学杂志(2021年6期)2021-12-21
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
装备环境工程(2021年1期)2021-01-28
中国化工贸易·中旬刊(2020年2期)2020-06-08
船舶(2019年4期)2019-08-28
