安灯系统在整车工厂总装车间的应用
2021-07-08 21:28付攀峰
时代汽车 2021年9期
付攀峰
摘 要:在现代技术支撑下,车辆生产厂家为提升生产效率,降低成本输出,开始搭建符合企业方向的安灯系统,以适应不断变化的行业市场。文章主要以安灯系统概念和其作用为切入点,并在安灯系统结构基础上,探究其在整车工厂总装车间的应用,望对相关人员该系统的梳理有所启发。
关键词:安灯系统 车辆生产 质量控制 应用
Application of Andon System in Assembly Workshop of Vehicle Factory
Fu Panfeng
Abstract:With the support of modern technology, to improve production efficiency and reduce cost output, vehicle manufacturers have begun to build an Andon system that conforms to the direction of the enterprise to adapt to the ever-changing industry market. The article mainly takes the concept of Andon system and its function as the starting point, and on the basis of the structure of Andon system, the article explores its application in the assembly shop of the vehicle factory, and hopes to inspire relevant personnel when sorting out the system.
Key words:Andon system, vehicle production, quality control, application
从现代车辆总装车间运行轨迹可以看出,其作业质量受到职工和设备环境等的影响[1],若不及时对其进行合理控制,必然会在影响装车效能输出的同时,形成不必要的成本浪费,进而降低自身行业领域竞争力。而国内外各名企业实践证明,安灯系统以其简便、快捷等属性,为相关厂家指明了应对方向。于此,探究安灯系统在车辆总装车间的应用,具有现实而积极的意义。
1 安灯系统概念及其在车辆总装车间作用
从安灯系统起源和运行模式可以看出,首先使用安灯系统日本的丰田公司,主要目的是现场管理车间状态。而后其他公司基础上,其形成了体系化的管理系统,如利用搭建的声音报警系统(灯光),收集车辆组装过程中形成的质量信号,并针对信号类别采取不同的控制措施,以实现控制质量和成本的目的。安灯系统发展至今主要作用有:①可进行及时现场规划,拓展管理人员管理手段,提升管理效率,达到成本控制的目的;②在目视管理基础上,实现管理效率的提升;③可为生产自动化奠定管理基础,强化质量控制;④能宏观上显示设备状态;⑤动态显示产品线上专题;⑥调度产品生产顺序;⑦监视故障并及时预警;⑧故障说明与故障停线时间;⑨质量问题原因等。
2 安灯系统结构
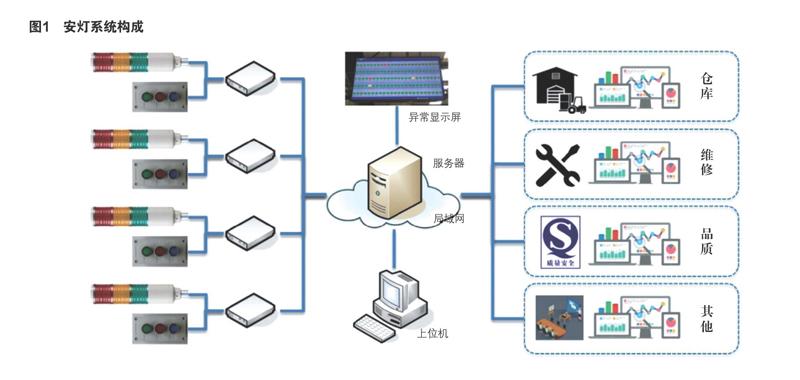
从安灯系统运行情况可以看出,其包含实际操作到最终异常障碍报表的生成(具体如图1所示),具体而言:首先,安灯盒,其主要由常闭开关、常开开关、红灯及黄灯构成。主要用于车辆安装线的组装;其次,安灯集结箱。其由I/O、音乐喇叭等构成,目的是连接安灯盒,实现其的标准化与模块化;其三,安灯控制箱,其由判断逻辑、PLC等构成,主要目的是传递与收集信息,并对其进行相应判断;其四,安灯显示板,通常为双面体,且两面显示数据处于同步状态,由不同的颜色区域构成,主要是显示车辆组装状态;其五,车间信息显示板。构成类同安灯显示板,主要显示车间计划、产量及状态等;其六,安灯报表系统,其由计算机逻辑程序构成,主要是统计各个车间安灯发生情况,为装配水平提升提供一定数据支撑,如设备问题还是员工素养问题?物料供给是否满足正常安装?等。
3 安灯系统类别及其应用
安灯系统以其操作简便性和高效性,得到了一些车辆整装厂家的青睐,尤其在现代多元而智能基础上,其类别和应用得到了较好的拓展,具体情况如下:
3.1 操作安灯
此类安灯最为常见,一般被应用于高密度的车间,以提升车辆整装流动速度[2]。通常情况下,车辆在整装的过程中,由于安装职工工位是固定的,在车辆进入到该职工的作业范围后,其便开始进行组装,如轮胎、座椅及仪表盘等。而此过程由于存在人为因素及环境等因素,若某职工不能依据生产线节拍完成组装,则有可能会影响后续工作,而此时应用安灯系统,可暂停生产线,能在一定程度上控制问题扩散。事实上,此系统依据其工作效果,可应用于立即停车和固定位置提车等。前者主要应用于紧急情况停车,灯颜色为红色,级别高于固定停车;后者主要应用于职工操作停车,灯的主体颜色为黄色。
3.2 质量安灯
此类安灯主要是用于及时发现生产线质量问题,并提升其解决效率。具体而言,首先,可及时监控车辆生产线生产状态,即结合操作安灯状态,判断生产线问题[3],如在操作系统红灯基础上,技术人员及时协助前端人员解决组装问题,从而保障安装质量的稳态输出;其次,可利用多次质量安灯事件生产的数据报表,对生产线或组装过程中的涉及的质量事件进行预先控制,若相关设备存在问题,可对其进行及时更新。若相关职工存在问题,可进行岗位调换或深度培训,以提升职工的的安装效率。
3.3 物料安灯
此类安灯主要应用于及时供给车辆组装的物料,如拉动物料保障物料的正常供给。相较于质量安灯,物料安灯其划分方式主要是依据供应模式进行的,即依据区域状态进行物料供给,故而在设计安灯系统时,要充分参考此依据。从运行模式上看,其主要依据按钮模式运行,具有操作性、便捷性及可靠性强等特点,如其一般被设置在物料架上,需要进料时职工仅需按动即可。
3.4 电子看板安灯
其主要应用于各个组装线或车间的状态显示、发出异常报警、显示安装进度及提醒相关管理或及时人员复位等,以保障车辆组装的效率输出。于此,相关技术或管理人员需在工作过程中,动态关注电子看板安灯,要及时收集组装状态,处理其中涉及的异常问题,同时要动态记录各个看板情况,以为后续质量工作的开展奠定良好基础,如利用收集的数据信息,理清车间各个因素之间的联系,进而不断调整生产方向和速度,以保障安装的稳定运行。
3.5 案例分析
以某汽车生产厂总装线为例,看安灯是如何在生产中发挥作用,保证产品质量,提高工作效率,提高管理水平。首先正常生产时,操作者按下总装线启动按钮,安灯“牵引开始”亮灯。此时产生的效果有:工人作业。在工作无法完成时,“定位”亮灯且蜂鸣5s,总装绒暂停,“牵引开始”灯熄灭。然后整车下线后按下定位解除按钮,总装线啟动,安灯“牵引开始亮灯“定位”灯熄灭;其次作业延迟时,判断作业将延迟时,按下工位旁的“求助”按钮。这个过程“安灯”黄色区相应工位灯亮,并蜂鸣。求助成功作业没有延迟的话,关闭“求助”按钮,“安灯”黄色区相应工位灯熄灭。作业延迟的话按下“暂停”按钮,总装线暂停,停止时刻开始记时。“安灯”红色区相应工位灯亮。作业完成后解除“暂停”按钮“安灯”红色区相应工位灯熄灭。总装线记时钟停止记时,总装线启动。
4 结语
综上,在车辆组装车间中,安灯系统的应用不仅能提升厂家的生产效率,还能保障其质量的稳定输出,进而在潜移默化中提升其行业竞争力。于此,相关人员需重视该项系统的应用,要精准定位自身现存问题,探究符合自身企业发展的安灯系统运行模式,以为自身发展奠定良好基础。于此,文章就安灯系统于整装车间的应用进行了相应梳理,具有一定参考价值。
参考文献:
[1]魏东,陈前武,施俊文,卢勤,刘旨阳.基于物联网技术的安灯系统的设计与实现[J].电子测试,2018(22):68-69+71.
[2]张银利.安灯系统在生产制造执行过程中的应用[J].中国信息化,2018(08):97-99.
[3]陆政.丰田公司安灯系统的内部管理启示[J].青年与社会,2019(06):112-112.
猜你喜欢
科技视界(2016年21期)2016-10-17
考试周刊(2016年76期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
大众理财顾问(2016年8期)2016-09-28