
锌锅沉没辊振动分析研究
2021-07-27 10:46解士玲谷彦鹏
山西冶金 2021年3期
解士玲,谷彦鹏
(首钢京唐钢铁联合有限责任公司,河北 唐山 063299)
近年来,热镀锌带钢产品使用量逐年增加,尤其是高端产品,比如高端汽车、高端家电等领域,而且客户对带钢表面的镀锌质量要求越来越严格,其中锌锅沉没辊的运转情况直接影响着带钢的表面质量并决定着产线的生产辊期长短[1,2]。各类锌锅沉没辊设计理念和形式虽各不相同,但在运转过程中一般都会有振动的产生。
1 沉没辊振动的影响
1)带钢表面会产生震纹[3]。沉没辊振动会造成一系列的质量问题,在带钢上最直接的体现为震纹,震纹是带钢经过振动的辊子时留下的周期性痕迹,垂直于轧制线方向,经过表面镀锌缺陷被放大,在出锅后形成明显色差状缺陷。震纹严重时或是产品质量要求较高时,会导致产品降级。
2)带钢表面锌灰锌渣数量增加[4]。沉没辊剧烈震动,会导致沉没辊前后带钢剧烈抖动,带钢在通过炉鼻子进入锌锅时,主要控制的因素就是锌灰锌渣,其中一个主要手段就是保证炉鼻子内液面的稳定,但是带钢抖动会造成锌液面晃动,从而加剧了锌灰锌渣的产生,进而降低产品质量。
3)影响带钢表面涂层的均匀性。带钢经过沉没辊出锌锅后进入气刀,通过调整气刀参数来达到带钢所需要的镀层厚度,沉没辊振动导致带钢出锌锅后晃动,带钢距离气刀刀唇的距离不断发生变化,从而导致带钢表面的涂层极不均匀,降低带钢质量。
2 沉没辊振动的原因
锌锅沉没辊系统由辊子(沉没辊、稳定辊、纠正辊)、轴套、陶瓷轴承、辊臂和横梁等五部分组成,如图1所示。沉没辊振动原因主要来自以下三个方面:自身因素、装配因素、在线使用因素。
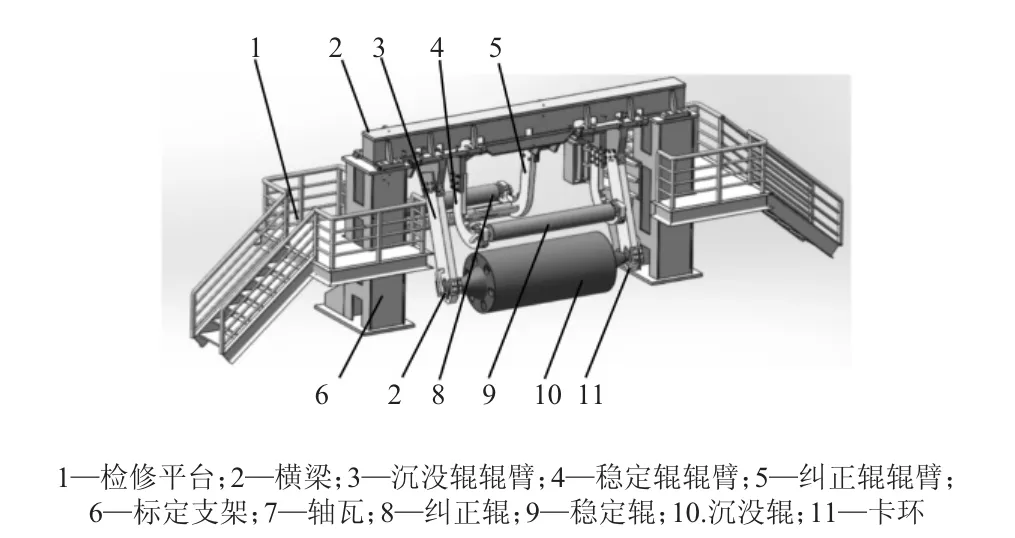
图1 沉没辊整体示意图
2.1 自身因素
2.1.1 辊子动平衡量问题
辊子动平衡量过大,导致辊子在转动过程中出现严重的振动现象,为了控制辊子的变形量,对轴头、辊身材质和配重进行严格的要求,轴头采用00Cr17Ni14Mo2锻件制作,锻造比必须保证≥2.5,且须进行固溶处理,辊身材料00Cr17Ni14Mo2离心浇铸,辊身范围内不允许有缩孔、气孔、砂眼、裂纹等缺陷,配重块采用圆柱形且有倒角过度,防止搅动锌液产生阻力,最后对辊子的整体动平衡进行限制,如表1所示。

表1 沉没辊、稳定辊动平衡要求
2.1.2 陶瓷轴瓦问题
陶瓷轴瓦(氧化锆)在和轴套(Co基合金)摩擦运行中[5],轴瓦陶瓷接触面的粗糙度会随着使用时间的增加而急剧增大,加大了轴套的磨损量,严重影响了轴套的使用寿命,加大了沉没辊的不稳定性。
2.1.3 轴套材质问题
沉没辊一个辊期运行时间一般在20 d左右,在辊末期沉没辊运行不稳定情况会明显增多,在下线发现沉没辊两侧轴套出现明显的偏磨现象,操作侧轴套和驱动侧轴套磨损量不一致,轴套外径差有时能够达到10 mm左右,无法保证沉没辊在运行时的水平度和垂直度,导致沉没辊振动。查找原因发现轴套硬度不均匀,单个轴套每个点的硬度有偏差,同批次轴套每个硬度也有偏差,导致轴套在线运行时磨损量不一致,导致辊子在运行末期由于两侧偏差过大,产生振动,甚至轴套碎裂。
2.1.4 沉没辊系主框架精度问题
沉没辊系框架在设备精度上存在误差,横梁与辊臂在长期的使用过程中会发生变形,在装配过程中为了调整辊系的水平度和垂直度,会在横梁与上辊臂连接面处添加金属垫片,导致连接面中间悬空,使得整个辊系强度减小,加剧了整个系统的不稳定性。
2.2 装配因素
主要问题在于在装配过程中忽略了轴套和陶瓷轴承的同心度问题,只是片面的追求辊子的水平度和垂直度,同心度不好会导致陶瓷轴承和轴套的接触为线接触,这样会极大的减弱辊子在运行过程中的平稳性,辊子轴套的一组磨损数据如表2所示。通过磨损量可以看出轴套与轴承装配后并不是面接触,而是内侧线接触,沉没辊入锅被带钢兜起后为外侧线接触,运行时轴套首先磨损外侧,待运行过程中磨损一段时间后成为面接触,稳定辊和纠正辊同理,所以整个辊系在运行前期不稳定,到后期磨合后逐渐稳定。
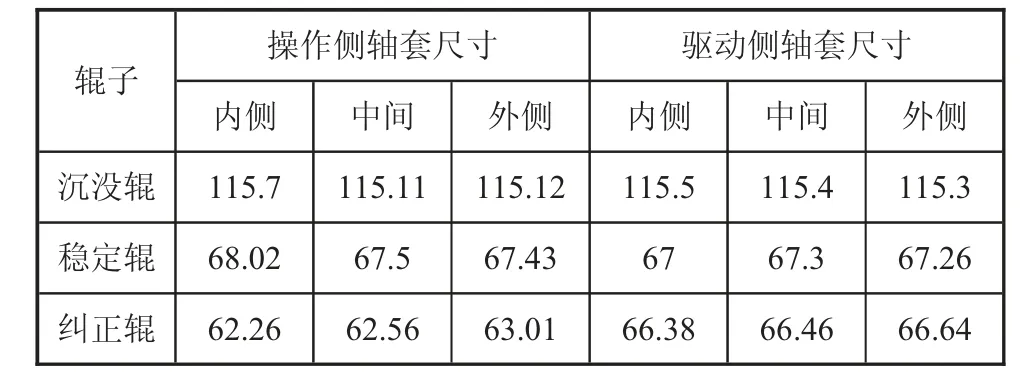
表2 轴套磨损情况 mm
2.3 在线使用因素
1)带钢来料板型会影响沉没辊运行状态,当带钢来料存在较大边浪时沉没辊辊面整体受力不均匀,会出现振动现象。
2)由于带钢跑偏,在调整带钢位置时,沉没辊辊侧上方的纠偏辊有时会长期处于单侧纠偏状态,会导致锌锅沉没辊向单侧偏移,轴套与一侧挡块挤压摩擦,也会导致沉没辊振动。
3)沉没辊刚上线后起车料的选择,这里称为拉辊料,对刚上线的辊子可能会发生磨合或对辊子后期运行有很大影响。
3 沉没辊振动的改善
3.1 辊系框架修复调整
对沉没辊及纠正辊整体框架逐套进行校验修复,框架修复严格按照图纸要求,恢复结构的原有精度,提高框架强度,提高运行平稳度。对沉没辊系在线及离线底座进行测量调整,垂直度及水平度在0.5 mm以内,而且保证在线与离线趋势一致。
3.2 细化装配验收
细化安装标准,单纯的保证辊子本身的水平度和垂直度只能体现辊子自身的空间位置,无法体现辊子与陶瓷轴承的同心度,所以需要添加压纸验收环节,通过压靠显色可以直观的看出两者的同心情况,并进行调整。提高安装过程的规范性,回装沉没辊系框架前,对在线底座进行清理,消除安装误差。
3.3 轴瓦、轴套选型
1)对于轴瓦陶瓷磨损面粗糙度变大问题,试用新型陶瓷,这种新型陶瓷,能够保证在使用寿命内磨损面粗糙度变小,即越磨越光滑。
2)细化轴套的使用规范,由于不同轴套硬度差异很大,在轴套选用时采用整批次测量,最后进行配对使用,每个轴套平均取3条母线,每条母线测量20个点,测量记录硬度值,将所记录数据进行分析,取60个数值的均值和方差,然后将均值和方差均相近的轴套配对使用,这样可以解决轴套偏磨的问题,增大沉没辊的运行稳定性。
3.4 辊期安排
根据产线的运行特点合理安排辊期天数,主要也是考虑到轴套的磨损情况,不同产线运行速度、辊期平均张力等都有差异,导致轴套使用时间不同,如:1号线生产平均辊期26 d,平均张力37 kN,平均运行3715 km;2号线生产平均辊期21 d,平均张力43 kN,平均运行3132 km。
4 结语
本文分析研究了镀锌产线锌锅沉没辊振动的产生原因和应对措施,对消除或减轻沉没辊运行时产生的振动有一定的借鉴意义,对镀锌产线的稳定运行和质量提升有一定帮助。
猜你喜欢
科学技术创新(2022年26期)2022-09-26
山东冶金(2022年4期)2022-09-14
水电站机电技术(2021年4期)2021-05-01
水电站机电技术(2020年1期)2020-02-28
制造技术与机床(2019年12期)2020-01-06
电子制作(2019年20期)2019-12-04
表面工程与再制造(2019年6期)2019-08-24
时代汽车(2019年6期)2019-07-09
装备制造技术(2019年2期)2019-06-03
中国重型装备(2019年2期)2019-05-13
