相似零件轮廓去余量程序优化及数学处理
2021-08-19 03:51洪美琴
机械工程师 2021年8期
洪美琴
(湖南汽车工程职业学院 机电工程学院,湖南 株洲 412001)
0 引言
当加工图1所示的相似轮廓的零件时,零件轮廓圆弧段全部为凸圆弧,铣削完轮廓后可以通过增大刀补值方法来去除多余的余量,去余量的走刀路线如图1中的去余量刀轨所示。但加工图2所示带有凹圆弧的轮廓时,当凹圆弧轮廓区域的余量通过改变刀补值铣净后,其余的余量则要采用变轮廓的方法去除,避免因刀补值过大而产生过切现象[1-2]。去余量走刀路线如图2中变轮廓去余量刀轨所示。图2(a)中矩形去余量刀轨因对角线上的余量通过变换刀补值去除时,刀补值的分配计算将会劣于图2(b)中的去余量刀轨,靠近轮廓的去余量刀轨因刀补值偏大而引起圆角处仍然有余量未切除。
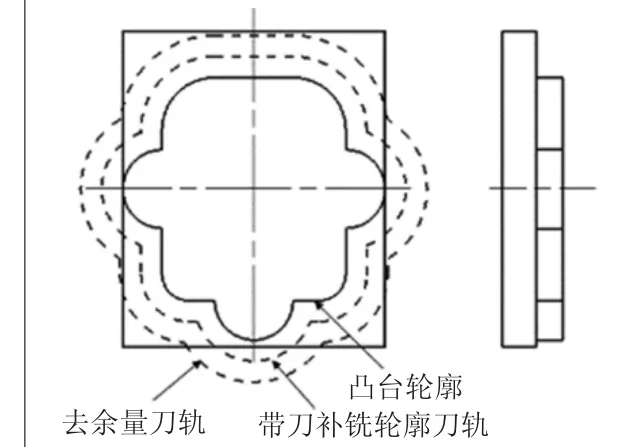
图1 带凸圆弧外轮廓
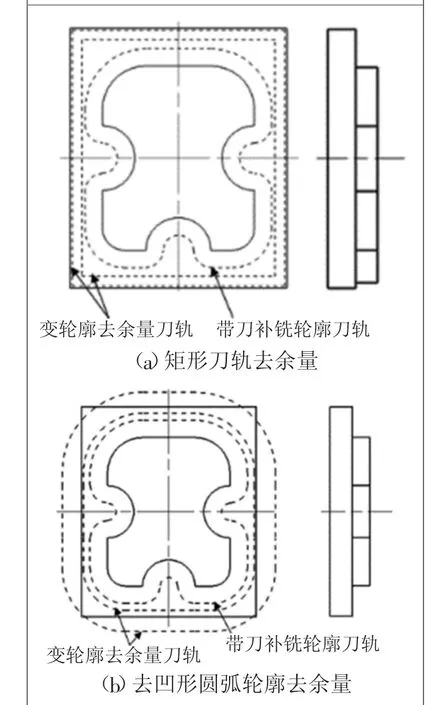
图2 带凹圆弧外轮廓
1 带凹圆弧类轮廓去余量程序优化
在铣削图3(a)轮廓零件时,当刀具的半径值不超过凹圆弧的曲率半径时,通过刀具半径补偿来加工零件轮廓,对于不同尺寸的零件、不同直径的刀具沿轮廓走刀后所留余量会有两种情况:一种情况是四周都有余量未切除;另一种情况是仅4个角留有余量未切除。如果选择的刀具直径较小,一次刀补不能将凹圆弧区域的余量铣净时,则通过增大刀补半径值多次重复运行程序来铣净凹圆弧区域余量,去除完凹圆弧区域余量后,其余的余量则可以按变轮廓刀轨去除余量[3-4],如图3(b)所示。若选择加工刀具的直径合适,一次刀补后能铣净凹圆弧区域余量,当四周有余量未切除时,去余量走刀路线如图2所示,而当仅仅是4个角有余量时,则按刀心轨迹走整圆来去除余量,如图3(c)所示。
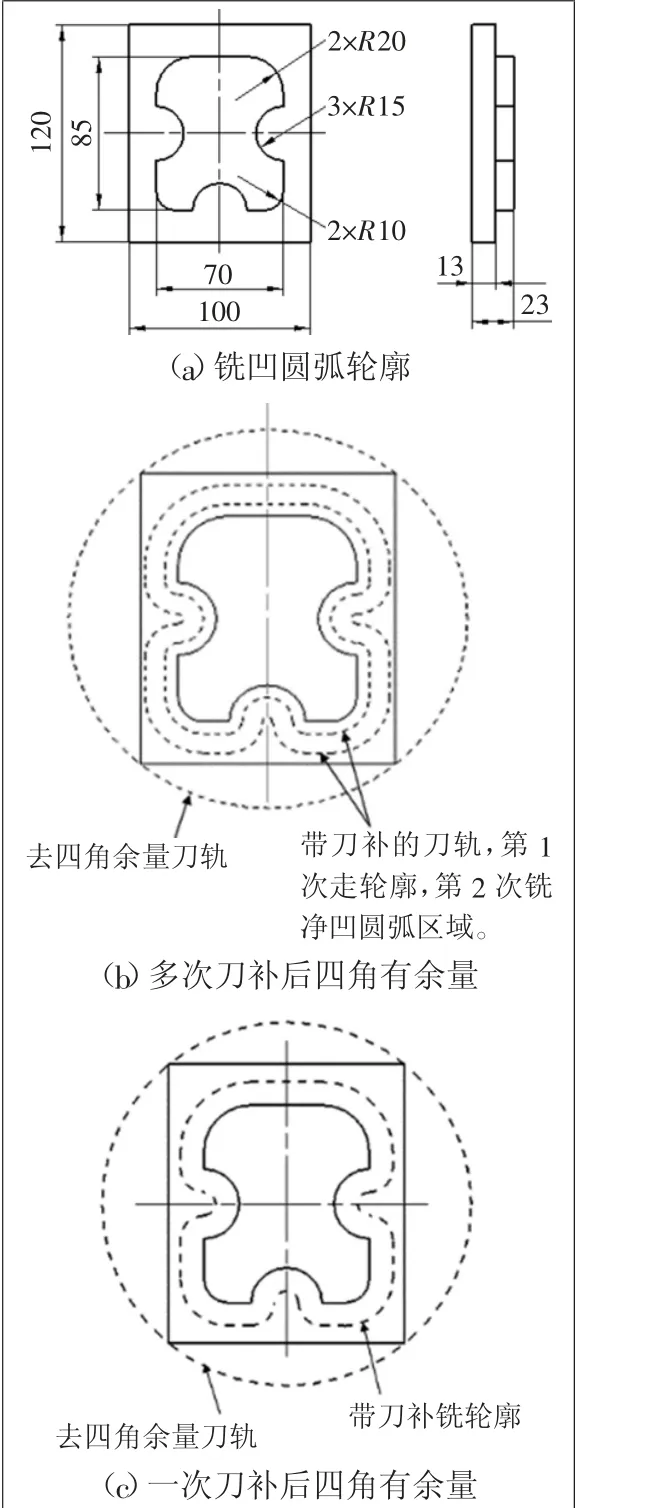
图3 带凹圆弧轮廓
1.1 去余量程序处理
1)去余量程序要结合宏程序功能。若加工的轮廓有凹圆弧段,则保证凹圆弧区域铣净。
WHILE [(刀补值+刀具半径值)LE (凹圆弧区域最大余量值)]DO1
D#JM98PXXXX 调用铣轮廓的程序,轮廓的子程序不写刀补地址字
#J=#J+1 #J为存储刀补值地址号, 刀补值D=R+△,△为刀补递增值
END1
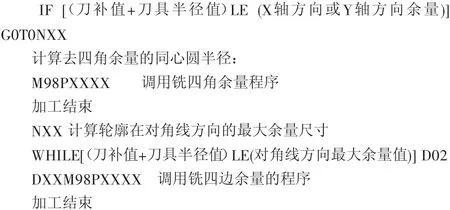
2)去余量计算。
计算当前刀补值与刀具半径之和、计算X轴方向或Y方向的总余量:
1.2 程序优化实例
加工图3(a)所示尺寸的外轮廓凸台,选用3把φ20、φ16及φ10不同直径的刀具来加工。铣净凹圆弧区域刀补情况如表1所示,不同凹圆弧处去余量类型判断如表2所示。
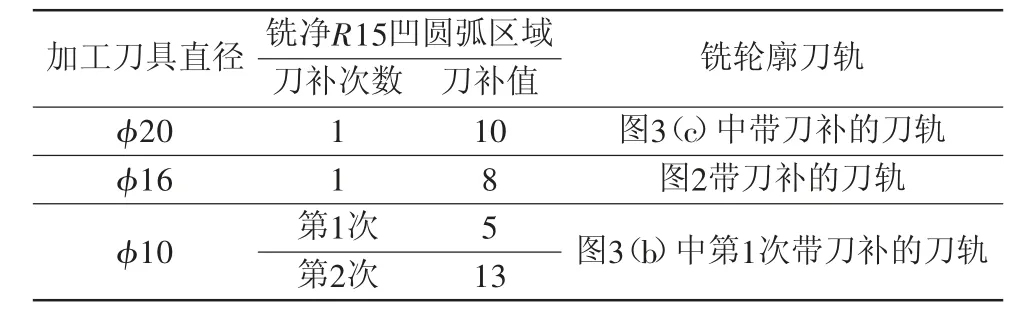
表1 铣净凹圆弧区域刀补次数、刀补值情况
从表2中可以看出,采用φ16刀具铣多处凹圆弧轮廓时,四边有余量,其中Y向余量超过刀具直径,应选择Y向凹圆弧处切入。

表2 不同凹圆弧处余量类型判断
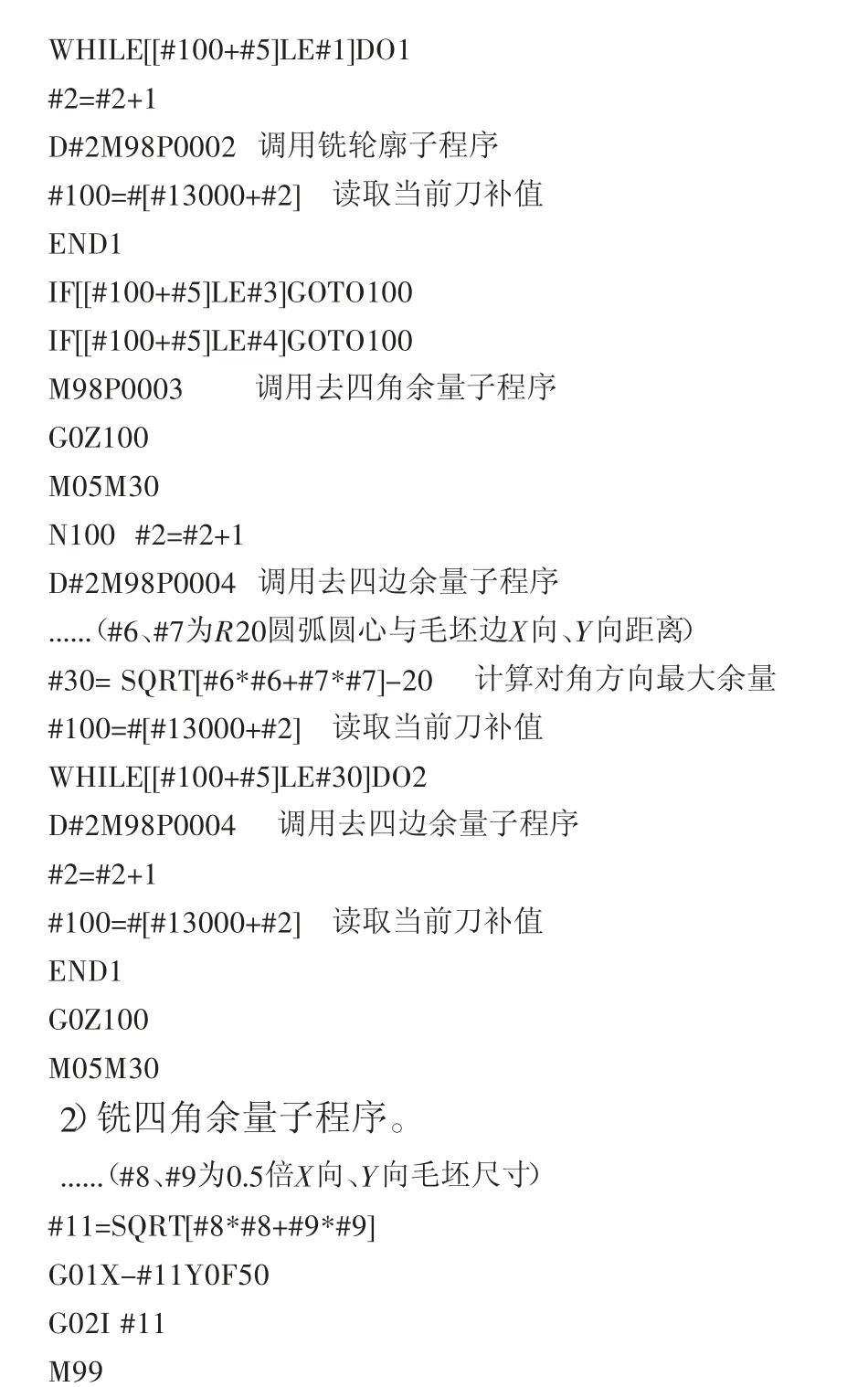
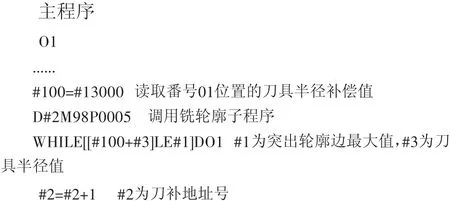
1)主程序。
O1
(#1为凹圆弧与零件轮廓边的最大距离;#2为刀补地址号;#3为X向的最大剩余余量,计算凹圆弧处的最大值;#4为Y向的最大剩余余量;#5为刀具半径值)
......
#100=#13000 读取番号01位置的刀具半径补偿值
D#2M98P0002 调用铣轮廓子程序
铣四边余量子程序和零件轮廓程序相似,编程时用直线段来代替凹圆弧段即可。但当轮廓有倒角时,如果按走矩形轮廓来去四边余量,则在输入第一次刀补值时其值要小。
2 有突出轮廓边零件去余量程序优化
2.1 去余量路径分析
加工图4(a)所示尺寸带突起的凸圆弧轮廓零件,因3个R15的圆弧高于直线轮廓边15 mm,偏移刀具半径值铣轮廓后,继续增大刀补值按轮廓编程走刀去余量,当前刀补值与刀具半径值之和超过了15 mm时,也可以采用变轮廓走整圆去余量的方法,如图4(b)所示。图4(b)走整圆的轮廓由图4(c)的包容圆轮廓而定,包容圆与突起的凸圆弧相切,能包容整个轮廓,因此通过改变偏移刀具半径值的方法逐步增大走整圆刀轨的半径值,可以切除剩余余量,又不与零件轮廓产生干涉。图中未注圆角为R2,编程时按直线走刀编程,然后用φ4的刀具清根。

图4 带突起的凸圆弧轮廓
2.2 去余量加工程序示例。

3 结语
利用刀具半径补偿编程铣零件轮廓时,除了要考虑刀具半径补偿值过大引起过切因素外,还要考虑按轮廓走刀后多余的余量应如何去除。对于相似零件轮廓、尺寸不同、加工刀具直径大小不同时,带刀补按轮廓走刀后余量会有所不同,因此结合宏程序通过变量设置编程来去除余量,能很好地优化去余量的编程方法。
猜你喜欢
建材发展导向(2022年4期)2022-03-16
装备维修技术(2021年20期)2021-03-29
装备制造技术(2020年1期)2020-12-25
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年3期)2017-06-23
中国交通信息化(2017年4期)2017-06-06
河南科技(2016年11期)2016-11-11
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12
制造技术与机床(2013年12期)2013-09-27