高性能不锈钢冷轧轧制油的研制:Ⅱ 性能测试*
2021-08-27 00:29李朝圣陈育祥李茂生李稳新
润滑与密封 2021年8期
李朝圣 孙 明 陈育祥 李茂生 李稳新
(1.广州科卢斯流体科技有限公司,广东省传动润滑流体工程技术研究中心 广东广州 510700;2.广东工业大学轻工化工学院 广东广州 510006)
轧制润滑油是精品钢铁冷轧过程使用的关键精细化工产品,对轧制效果和钢材产品质量具有重要的影响[1-3]。轧制润滑油是在高速连续变化的轧制区形成一定强度的油膜,隔离工作辊与板带,起到边界润滑作用;同时也吸收二者间产生的变形热,起到及时冷却作用。如果轧制润滑油润滑不足,即油膜强度不够,在较大轧制力下油膜破裂,工作辊可能与板面直接接触,摩擦增大,产生热量增加;如果轧制润滑油不能起到及时冷却作用,不能及时带走热量,工作辊温度将升高并产生变形,导致轧出板带板形差、表面粗糙,而且工作辊自身产生热疲劳,磨损加大。因此,不锈钢轧制要求轧制油具有良好的润滑性、冷却性[4-6]。与进口同类产品相比,国产轧制润滑油的质量还存在一定差距,例如板面光洁度不足,退火清净性差,使用寿命短,使用中油烟大等。因此,研究高效优质的冷轧润滑油具有重要的研究意义[7-10]。
在前期研究中[11],本文作者从基础油的种类、添加剂成分(如抗氧剂、油性剂、抗磨剂等)等方面考察了系列高性能不锈钢冷轧轧制油,并筛选出了最佳配方体系。在文献[11]研究的基础上,文中进一步对配方进行了优化,考察了最佳配方产品的挥发性、冷却性、渗透性和退火清净性等性能,并考察了现场应用效果,得到了一款性能优异的不锈钢冷轧轧制润滑油。
1 试验部分
1.1 试剂与仪器
试验用加氢石蜡油、抗氧剂E4710、甘油酯、磷化物抗磨剂等原料都来自于市场采购,使用时并未做任何提纯处理。
主要仪器有:A1200型自动表面张力测定仪,得利特(北京)科技有限公司生产;JSR1104运动黏度测定仪,湖南津市市石油化工仪器有限公司生产;MM-200型磨损试验机,MRS-10A型四球摩擦磨损试验机;冷却性能测试仪,南京航达热加工材料研究所生产;STA409PC热重差热分析仪,德国耐驰生产;DHG-9070A鼓风干燥箱,上海一恒生产。
1.2 性能测试
文献[11]筛选出的不锈钢冷轧轧制润滑油的最佳配方体系:基础油为中海加氢石蜡油,抗氧剂为E4710,油性剂为甘油酯,抗磨剂为磷化物。基于该配方制备了不锈钢冷轧轧制润滑油(下文简称为F5),并测试其挥发性、冷却性、渗透性、退火清净性。
挥发性采用鼓风干燥箱,测试条件为:150 ℃,鼓风,放置4 h,挥发皿直径60 mm。
冷却性测试采用冷却性能测试仪来表征,试验条件:测试油样体积为1 000 mL,温度为40 ℃,探头的测试温度为850 ℃。
轧制油的渗透性(即润湿性)通过油品的表面张力来表征,因为油品的表面张力越小,其润湿性越好,渗透性越快。
退火清净性采用热重分析曲线来表征,热重分析的试验条件:氮气保护,升温速率3 ℃/min,终点温度1 000 ℃。
2 结果与讨论
2.1 挥发性考察
为模拟不锈钢轧制油在轧制板带时的挥发性,将试验温度控制在150 ℃,鼓风,放置4 h。表1给出了文中制备的轧制油F5的性能,并与同类进口产品挥发性进行对比。可知,同等试验条件下,轧制油F5的挥发量明显大于某进口轧制油。油品单位时间内挥发量大,将导致现场轧制不锈钢时出现较多油雾,可能影响操作人员的观察或引起安全问题。为此,在F5配方中分别添加油雾挥发抑制剂PA与PB后,测试其挥发性,结果见表1。可知,添加抑制剂PA与PB后,油品的挥发率明显降低,尤其加了PB后,挥发率降低了6.6%,与同类进口产品相当。
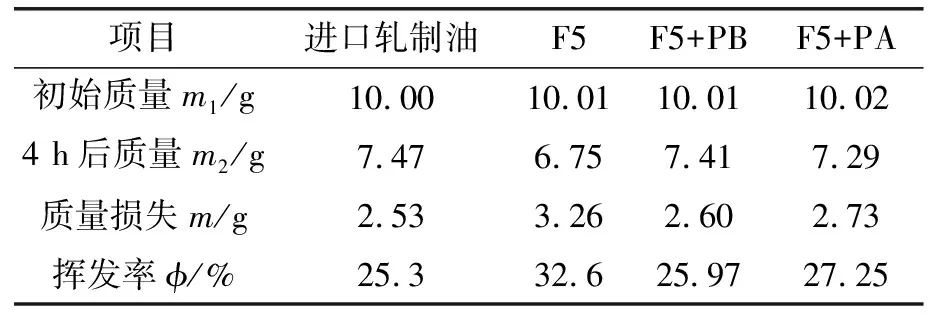
表1 添加挥发抑制剂对油样挥发性的影响
2.2 冷却性考察
由于不锈钢轧制过程处于高温高压下,对轧制油性能要求很高,不仅要具有良好的润滑性,而且要具有优异的冷却性,能及时带走轧制区产生的大量热,降低轧辊的温度,避免轧辊热疲劳或变形。截止目前,轧制油冷却性的测试方法还没有国家标准,文献报道也不多见。由于轧制油的工作过程很像工件的淬火过程,因此,文中提出采用冷却曲线测试仪来测试轧制油的冷却性。具体试验结果如表2和图1所示。
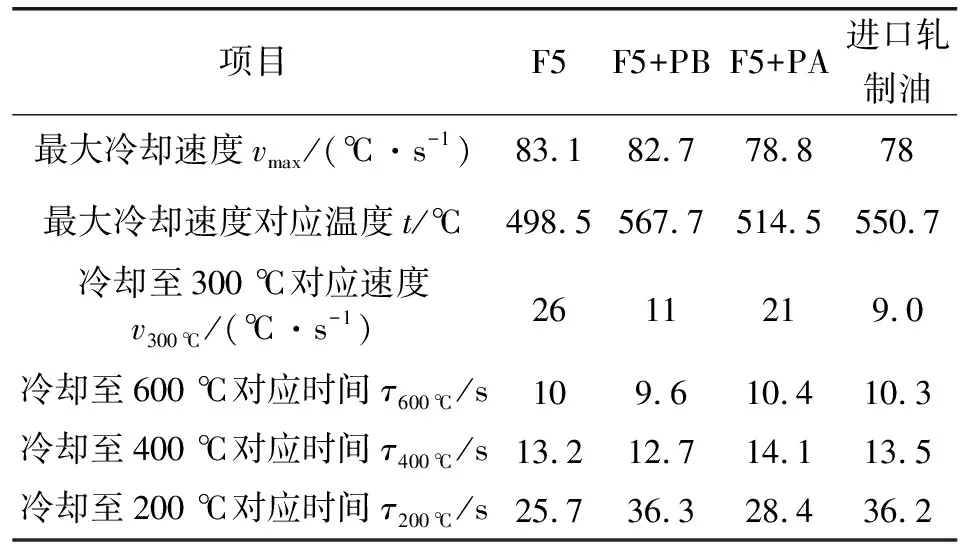
表2 不同配方体系的冷却性
由表2和图1可知,相对于某进口轧制油,配方F5的最大冷速略优于进口轧制油,但最大冷速所在温度为498.5 ℃,比进口轧制油的550.7 ℃低很多,说明轧制油F5高温阶段冷却速度比进口轧制油相差较大,而轧制油F5低温区间的冷却速度优于进口轧制油。但不锈钢轧制要求轧制油在高温阶段具有更快的冷却速度,快速降低轧辊和工作区的温度。为了提高高温冷却性能,向配方中加入冷却介质制备了油样F5+PB和F5+PA。经测试冷却曲线可知,添加PA后,产品的冷却性能提高不大,仍逊于进口产品,而添加PB后产品F5+PB最大冷却速度与F5相当,但高温阶段的冷却速度显著提高,而且明显优于进口轧制油,低温阶段的冷却速度也稍优于进口轧制油。

图1 不同配方体系的冷却曲线Fig 1 The cooling curves of different products(a)F5;(b)F5+PB;(c)F5+PA;(d)imported product
2.3 渗透性(即润湿性)考察
为了使轧制油在高速轧制过程中能及时扩散到轧制区域,并及时带走产生的热量,需要轧制油具备优异的渗透性和冷却性。不同配方的润湿性能见表3。

表3 不同配方体系润湿性
由表3可知,轧制油F5的表面张力最小,其次为F5+PB,进口轧制油的表面张力最大。油品的表面张力越小,其润湿性越好,渗透性越快。因此,表3结果说明轧制油F5和F5+PB的渗透性均好于进口轧制油,其中F5的渗透性最好。
2.4 退火清净性考察
轧制油不仅要满足不锈钢轧制工艺对润滑、冷却、润湿、安全的要求,而且同时要满足后序的退火清净性要求,保证板面无残碳和色斑[2]。采用热重分析曲线来表征油样退火清净性,配方F5、F5+PB、进口轧制油热重分析试验结果如图2所示。
由图2可见,进口轧制油完全分解温度在446 ℃,而F5、F5+PB完全分解温度分别在378、377 ℃,说明F5与F5+PB的完全分解温度明显低于进口产品,证明了F5、F5+PB退火清净性明显优于前者。因此,文中制备的油品完全能满足现场板带在1 000 ℃左右高温炉的退火清净性的要求。
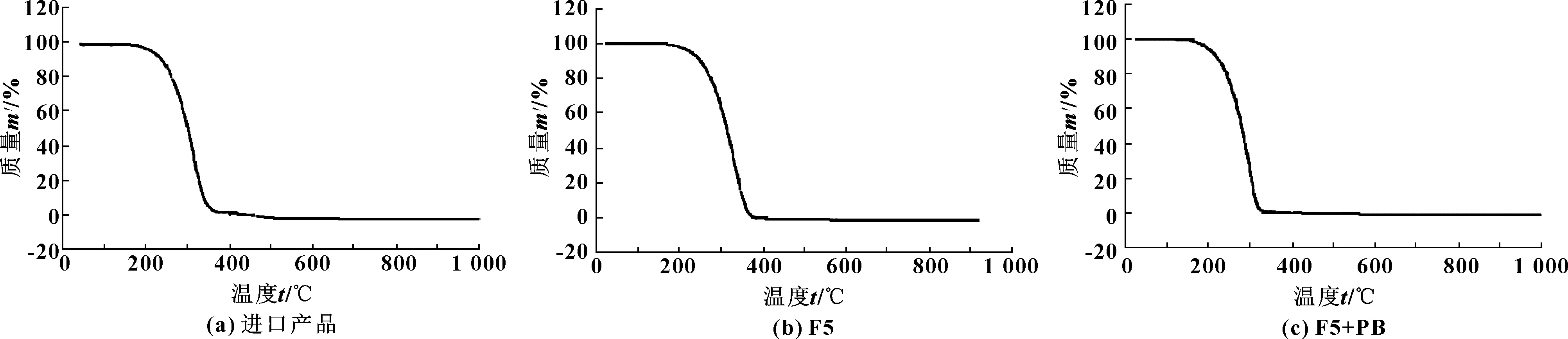
图2 不同样品的热重分析曲线Fig 2 TG curves of different products (a)imported product;(b)F5;(c)F5+PB
2.5 现场应用效果考察
将文中制备的F5、F5+PB轧制油以及进口轧制油用于现场,进一步考察各轧制油各方面性能。轧制油对现场不锈钢轧制工艺的具体影响见表4。

表4 不同配方体系对轧制工艺的影响
由表4可见,与进口轧制油相比, 自研产品F5的轧制力下降,轧制道次减少,油烟减少,断带频率减少,最小可轧厚度变薄,油温降低, F5的轧制效果与进口轧制油的相当,只有中间道次的油烟比进口轧制油的多。而F5+PB的现场轧制效果如轧制力、轧制道次、断带频率、最小可轧厚度、油温等均与F5与进口轧制油的相当,但相对于F5,轧制各道次的油烟明显减少,尤其中间道次,与进口轧制油产生的油烟量相当,而且吨钢油耗与进口轧制油的也相当。
3 结论
对研制的高性能不锈钢冷轧轧制油的性能进行测试,基于进口轧制油的性能指标,对其配方进行了完善,研发产品的挥发性低、冷却性好,具有优异的渗透性和退火清净性,各项性能指标接近或者优于进口同类产品。经过综合测试,研制的轧制油完全能满足不锈钢轧制苛刻工艺的要求。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
燃料化学学报(2022年6期)2022-08-01
乐府新声(2021年4期)2022-01-15
内燃机工程(2021年6期)2021-12-10
石油商技(2021年1期)2021-03-29
科技视界(2017年15期)2017-10-28
中成药(2017年6期)2017-06-13
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
风能(2016年12期)2016-02-25
西安石油大学学报(自然科学版)(2015年4期)2015-12-16