
某车型后减振器异响分析与优化
2021-08-28 09:49丁都都罗谢盼李奕宝崔红亮
汽车实用技术 2021年15期
丁都都,罗谢盼,李奕宝,崔红亮
(广州汽车集团股份有限公司汽车工程研究院,广东 广州 511434)
引言
近年来,我国汽车行业迅速发展,大家对汽车NVH 有较高的要求而减振器异响问题在售后市场投诉量影响了乘坐品质感,影响了汽车公司形象,所以要在整车研发阶段将此异响彻底消除。
减振器作为整车衰减振动的主要元件[1],对改善整车乘坐舒适性及操纵性能有极其重要作用,但其在衰减路面传递的振动过程中自身高频振动,且因其结构较为复杂,容易产生共振而引起异响[2]。
笔者以某车型后减振器异响为研究对象[3],针对扭曲路通过原因分析并优化,解决了该减振器异响问题。
1 问题描述及确认
某车型在以5 km/h~10 km/h 速度通过扭曲路面,车内后座椅明显听到后悬架传递的“Do”“Dododuk”两种敲击音,此异响若不解决,将严重影响乘坐舒适性,引起客户投诉,扭曲路面如图1 所示。

图1 扭曲路
主观评价该问题车辆“Do”“Dododuk”两种敲击音同在左侧,将左右后减振器对调安装,确定“Do”异响跟随减振器到右侧,而“Dododuk”异响未改变,基本确定“Do”异响为减振器异响,“Dododuk”异响可能为其他零件。
2 问题分析及解决
2.1 异响测试
对该问题车辆进行异响复现,以5 km~10 km 的速度行驶在扭曲路,主观听到后悬有“Do”“Dododuk”两种敲击音,基本锁定在后减振器位置。
将声压传感器布置在车内后排座椅人耳附近,振动加速度传感器分别布置在后减振器上吊环,上安装螺栓,上吊环附近车身处,测试位置如图2 所示,加速度传感器位置如图3 所示。

图2 声压传感器位置

图3 加速度传感器位置
2.2 原因分析
通过对减振器上吊环,上安装螺栓,车身位置加速度分析,车身和减振器均有异响,测试数据如图4 所示,通过比对振动信号的幅值和相位,由测试数据可得出,单音调“Do”异响频率250 Hz~567 Hz,连续音调“Dododuk”异响频率(292 Hz~528 Hz)。

图4 测试数据
“Do”异响源是减振器,“Dododuk”异响源是车身的减振器安装点[4]。
对“Dododuk”车身异响问题分析,观察车身发现螺栓管附近焊接凹凸不平,有小部分高于与减振器安装平面,认为焊接不良是引起车身异响的主要原因,如图5 所示。
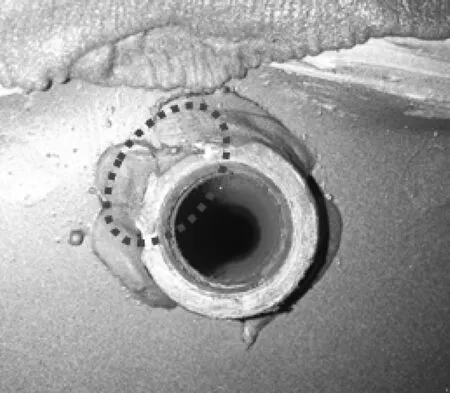
图5 车身螺栓管位置
对“Do”减振器异响问题分析,减振器进行阻尼力测试,发现示功图异常,如图6 所示,拆解对减振器内部进行排查,发现阻尼力异常是由于活塞阀端面尺寸超差引起,如图7 所示,正常件与异响件测量数据对比如表1 所示。

图6 阻尼力图型异常

图7 活塞尺寸超差位置

表1 正常件与异响件测量数据对比
通过分析,单音调“Do”异响与减振器阻尼力异常和活塞阀体尺寸超差引起,连续音调“Dododuk”异响是由于焊接不平引起。
2.3 问题解决
针对车身螺纹管焊接不平问题,进行焊接工艺优化,调整焊接角度,使焊缝高度小于螺纹管安装平面,焊接效果良好,优化后如图8 所示。

图8 减振器上安装车身螺纹管位置
针对由活塞阀端面尺寸超差引起的阻尼力异常问题,整改活塞阀模具,将尺寸公差由0~0.015 mm 优化为0~0.008 mm,改正后阻尼力合格,示功图形饱满,如图9 所示。
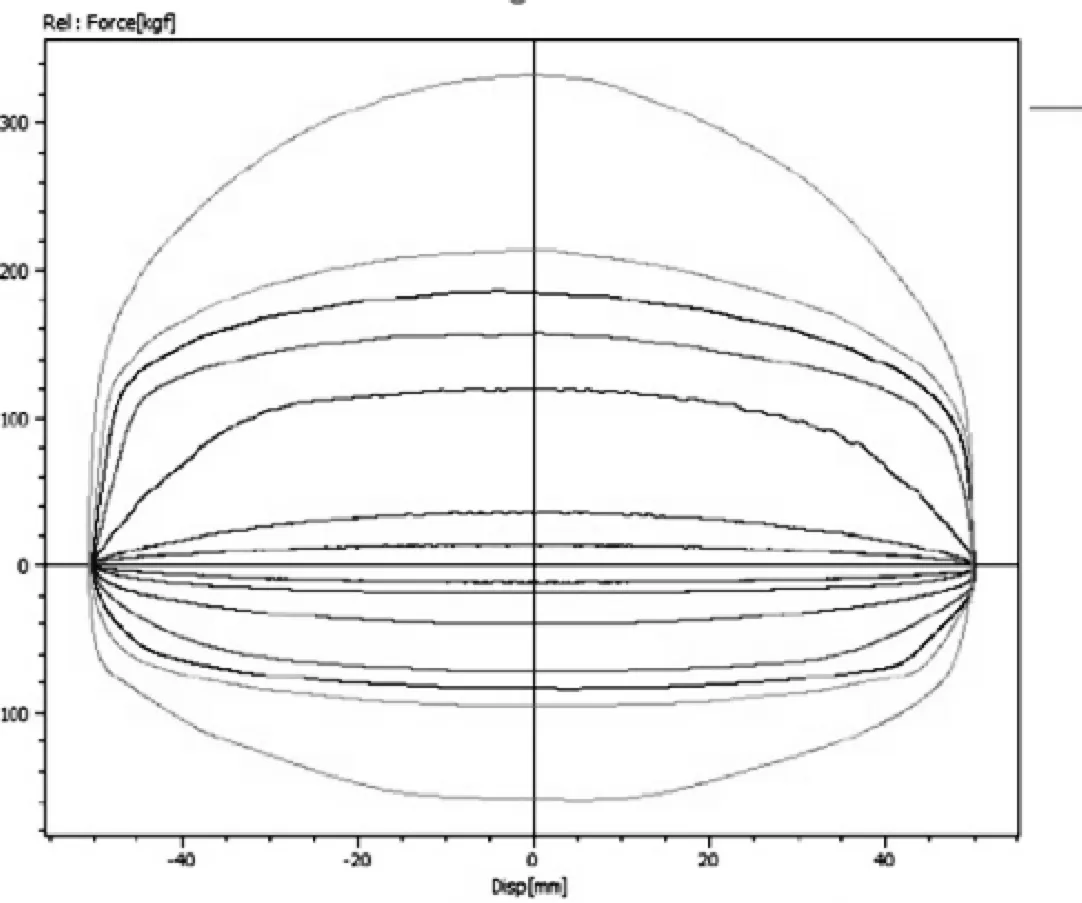
图9 优化后阻尼力示功图
将整改后的减振器搭载在优化后的车身上,之前车辆“Do”“Dododuk”两种敲击音消失,后续再无出现此问题。
3 结论
针对该车型通过扭曲路减振器异响问题,通过主客评价和客观测试,锁定为减振器和车身螺栓管焊缝引起,提出了优化方案,解决了此问题,其中找出“Do”“Dododuk”两种敲击异响的根本原因,为以后车辆生产避免类似问题,可提前进行预防。
猜你喜欢
内燃机与动力装置(2022年1期)2022-03-21
北京汽车(2021年1期)2021-03-04
汽车实用技术(2020年24期)2021-01-05
汽车实用技术(2019年15期)2019-08-15
汽车与新动力(2019年2期)2019-05-14
农民致富之友(2017年5期)2017-04-06
中国自行车·骑行风尚(2015年1期)2015-04-09
农机使用与维修(2014年5期)2014-09-23
农机使用与维修(2014年5期)2014-09-23
中国自行车·骑行风尚(2014年2期)2014-05-07
