
高电流密度铜电解工业化试验研究
2021-09-03 01:50方支灵
广州化工 2021年16期
方支灵
(铜陵有色金属集团控股有限公司技术中心,安徽 铜陵 244000)
铜陵有色下属铜冶炼企业金冠铜业,其主要采用闪速熔炼、闪速吹炉工艺(简称“双闪”),其最初设计阴极铜产能40万t/a,目前已达产。但近几年来,随着金冠铜业对铜冶炼“双闪”工艺不断的研究和技术升级以及明年新奥炉工程投产,具备有充足的阳极铜满足其阴极铜产能由最初40万t/a增加到45万t/a的需要,但目前限于铜电解工序的制约,其产能挖潜没有得到有效的实施。因此有必要对铜电解工序进行进一步产能挖潜和技术升级。根据目前金冠铜业铜电解现状,拟在原设备基础上,通过提高电流密度,增加阴极铜产量。
为了顺利提高电流,本项目课题组拟在金冠铜业铜电解车间利用工业生产槽进行高电流密度工业化试验研究,考察各电解条件对高电流密度铜电解的影响,为后续提高电流密度生产提供技术支持。
1 试验原料及试剂
工业试验中所用阳极板主要成分见表1,铜电解液主要成分见表2。下列阳极板及电解液成分均取自金冠铜业铜电解生产所用阳极板及电解液成分。

表1 阳极板成分Table 1 Composition of anode plate
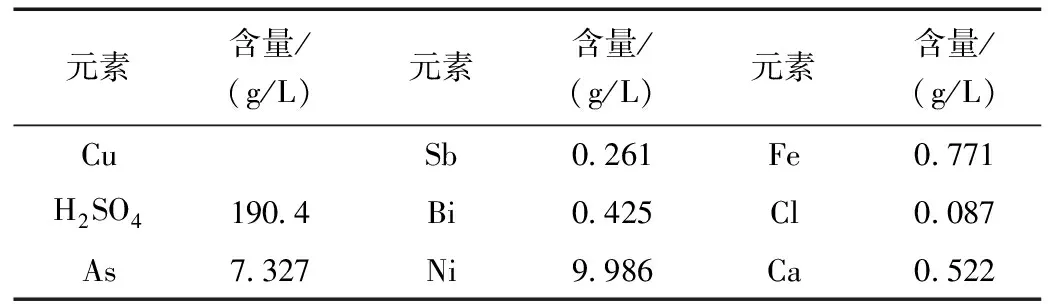
表2 电解液成分分析结果Table 2 Analysis results of electrolyte composition
2 工业试验方案
本项目课题组初步拟定在金冠铜业电解车间东系列第八系列第八组取2~3个工业生产槽作为本项目的工业试验槽。试验在现有的工业生产基础上各减少三块阴阳极,将电流密度提高至335 A/m2,电解液循环量25 L/min,明胶的加入量72 g/t Cu,硫脲96 g/t Cu,阿维同25 g/t Cu,HCl 60 mg/L。出于安全考虑,减少的阴阳极主要集中在槽尾,同时在槽尾出去阴阳极区域放置格栅板,防止现场作业人员出现安全事故。本次工业试验中主要考察阳极板重量、电解液循环量等外在因素对高电流密度铜电解影响。
3 结果与讨论
3.1 阳极板重量试验
3.1.1 阳极板重量对槽压的影响
从图1、图2中相关数据分析结果可以看出,当阳极板重量相差较大时,槽压有一定的差距,阳极板重量越重,则槽压越大。因此针对电流密度为335 A/m2高电流密度铜电解,采用395 kg阳极板,基本能够满足电解残极率需求。

图1 阳极上半周期槽压变化Fig.1 Variation of cell pressure in the upper half cycle of anode

图2 阳极下半周期槽压变化Fig.2 Variation of cell pressure in the lower half cycle of anode
3.1.2 阳极板重量对阴极铜表面结晶状况及内在质量影响
从图3~图6中可以看出,阳极重量为406 kg,无论阳极上下周期,阴极铜表面的结晶状况均不是很好,可以明显看出,在阴极铜下半部分出现了大量的阳极泥粒子,这些粒子为明显的阳极泥粒子。因此可以看出阳极重量的增加,导致极距的减小。而对于阳极重量为395 kg、400 kg铜电解现场试验,除上半周期阴极板面出现粒子外,下半周期阴极铜的表面结晶状况及内在质量均良好。因此如果提高电流密度增加产量,采用400 kg阳极板即可满足要求。

图3 406 kg阳极板Fig.3 406 kg anode plate

图4 400 kg阳极板Fig.4 400 kg anode plate

图5 395 kg阳极板Fig.5 395 kg anode plate

图6 386 kg阳极板Fig.6 386 kg anode plate
3.2 电解液循环量试验
3.2.1 电解液循环量对槽压的影响
从图7中可以看出随着电解液循环量的增加,槽压是降低,虽然在试验过程中槽压的变化也会受到铜电解生产工艺参数的变化影响,如电解液的比重、槽温、阴极板、接触点及阳极板等因素的影响。但从总体趋势及同等试验条件下试验结果来判断,提高电解液循环量对降低槽压是有利的。

图7 不同电解液循环量下阳极上半周期槽压变化Fig.7 Variation of anode cell pressure in the first half cycle with different electrolyte circulation
3.2.2 电解液循环量对悬浮物含量的影响
从表3、表4中试验结果可以看出,循环量的增加(试验槽电解液循环量分别为30 L/min、35 L/min)对电解液中悬浮物含量变化影响不是很明显。从本项目的试验结果可以看出,金冠铜业东系列电解液循环量增加至35 L/min,电解液中悬浮物的含量无明显增加。

表3 阳极上半周悬浮物含量变化Table 3 Variation of suspended solids content in the first half cycle of anode

表4 阳极下半周悬浮物含量变化Table 4 Variation of suspended solids content in the lower half cycle of anode
3.2.3 电解液循环量对槽温分布的影响
从表5中的试验结果可以,电解液循环量达到了30 L/min以上,电解槽上下温差在5 ℃,但是根据对国内各大铜电解企业的工业数据分析,采用下进上出的进液方式,电解液循环量达到30 L/min时,其电解槽内温差一般在6 ℃左右[1]。而本项目所测数据大部分都小于5 ℃,这可能和数据采集时间正值夏季有关。

表5 循环量对电解液温度分布的影响Table 5 Effect of circulation rate on electrolyte temperature distribution
4 结 论
(1)提高电解液循环量对降低槽压是有利的。
(2)电解液循环量增加至35 L/min,电解液中悬浮物的含量无明显增加。
试验综合分析,这可能与金冠铜业所用阳极板主要成分中杂质金属Pb、As偏高有关[2]。杂质金属Pb、As偏高导致阳极泥的黏滑性较好,阳极泥不容易散落进入电解液中,同时也使得其能够承受大流量冲击而不容易散落进入电解液中,造成电解液中悬浮物含量的增加。
(3)电解液循环量的增加,有利于降低电解槽不同区域内的浓差极化及缩小电解槽中上下温差[3]。
(4)由阳极板加重所引起的面极距的降低是本周期阳极泥粒子偏多的主要原因[4]。同时频繁吊出查看阴极铜也造成阴极铜板面阳极泥粒子增多。
(5)高电流密度下,应该选择合适的厚度或单重的阳极板,结合国内外高电流密度生产时间,电流密度为325~330 A/m2,建议阳极板重量不要超过395 kg[5]。为保证残极率,可适当调整作业周期。
猜你喜欢
铜业工程(2022年1期)2022-04-13
理论与创新(2020年10期)2020-07-14
山东冶金(2019年6期)2020-01-06
商品与质量(2019年23期)2019-09-27
世界有色金属(2019年5期)2019-02-09
民主与法制(2018年35期)2018-09-19
中国有色冶金(2018年4期)2018-08-23
当代教育(2018年2期)2018-08-20
西南农业学报(2016年6期)2016-04-16
中国有色冶金(2016年2期)2016-02-11
