地付油工艺流程设计与相关问题探讨
2021-09-10 10:25雒宗豪
化工管理 2021年24期
雒宗豪
(中石油华东设计院有限公司,山东 青岛 266071)
0 引言
作为一家生产企业,石化分公司不能直接面对用户,将影响企业的不能正常运营甚至影响生产安全的因素主要是因为对周围市场的产品需求和销售不够了解,不能及时掌握市场动态,不能灵活地调整每一台设备的产量、库存、生产计划等,因此造成企业并不能实现利益的最大化。建立一套地付油联运设施的同时,也需要及时的让企业在控制好柴汽和油运输成本的情况下,清楚的掌握好市场的需求。以此来让企业单位获取到更多的经济效益。
1 地付油输送设施工艺流程
1.1 地付油品输送设施的作业规模和工艺过程
汽油地付油输送设施的所具备功能是要根据企业所生产出来的气产品以及乙醇混合之后,根据自动定量开始进行装车,外输到各销售点;柴油地付油输送系统则是将企业的柴油产品自动定量装车,通过汽车外输到各个销售点。
1.2 汽油付油流程
目前,所含有的92#和95#汽油,在经过管道的计量过程之后,需要运动到一个新的付油车场上,同时,还需要让其能够经过92#和95#的汽油付油泵增压,经静态混合器与乙醇按规定的比例混合,通过下装鹤管装车外输,槽车的油气自气相回收管密闭送至油气回收设施处理[1]。汽油付油流程详如图1所示。
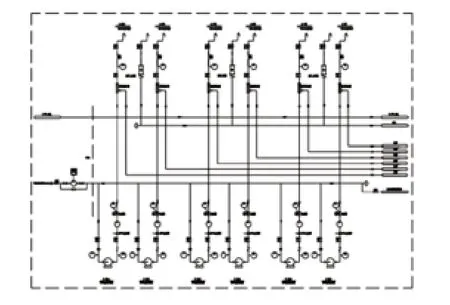
图1 汽油付油流程
1.3 柴油付油流程
因本项目柴油为0#柴油,柴油付油流程如图2所示。

图2 柴油付油流程
2 油气回收技术方法和方案的选择
对于汽油的回收装置来说,其接收和处理基本上都是来自于油品装车岛的VOCs,处理能力最高可达600 nm3/h,具体如图3所示。
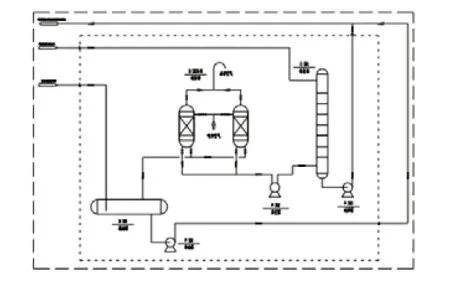
图3 油气回收流程
2.1 油气回收工艺技术
2.1.1 活性炭吸附-吸收回收技术
密封式气体装载机所采集的气体装载物为油气或不含乙醇的惰性气体,在微分子正压力的作用之下,需要先让尤其管道先进入到一个活性炭罐体吸附罐当中,随后,在经活性炭罐体将其能够吸附罐和油气罐体中的轻质烯烃分子组分,随后,需要从外部逐渐的让空气进入。使用真空泵来对列车饱和气态活性炭罐体吸附油气罐,让其能够将其中的真空抽取出来,随后,让列车吸附在活性炭罐体表面的气态油气全部解吸为饱和气态吸收油气,送至油油吸收塔,同时向油气吸收罐和塔顶端底部内壁喷射油气吸收辅助剂,用液化汽油将列车解吸的气态油气全部吸收后再送回列车中转站内的VOC供气系统输油管道[2]。将温度饱和的新型活性炭真空吸附罐罐体进行二次真空加热脱水吸附,实现活性炭真空吸附、脱附过程的再生操作。
2.2 方案比较
当前,活性炭变压吸附-空气吸收方式回收技术工艺(以下本文简称性炭吸附回收工艺)和空气冷凝+变压方式吸附回收工艺等都是比较常见的回收技术解决方案,其主要特点之一是吸附工艺简单,易于实际操作,提高了厂区土地综合利用率,但主要涉及应用到加热制冷中的压缩吸附机组、真空压缩泵、回流输液泵和加热相关过程控制智能仪表等多种类型用电吸附设备,能耗较大。对于加热氧化燃气焚烧炉+冷燃气/冷热水-板式高压换气加热器这种工艺,虽然不利于回收多余油气,但是仍可有效回收氧化燃烧炉的热能,利用换热器生产热水。并能充分加热燃烧,控制整个炉膛燃烧温度,达到较为可靠的环保低碳排放技术要求。这种方式相对来说占用了大量的空间。就本工程项目而言,根据相关防火技术规定,不是太适宜在大型油库内室外设置生物燃烧防火设施。
3 地付油运设施的有关计算
按企业年装车量对装车场鹤位进行排序计算量按下式计算汽车装卸车:
n=KBG/(TQρ)(1)
公式:N-每种油品装卸车鹤的位数,一个;G–每一种油的年装载量,t(t/a);T-每年的装载工作时间,h。t=th(2)Q-一根鹤管额定加油量,m³/h;δ石油密度,t/m3;K—装载不均系数;
注意:根据各油库的实际调查情况,每个油罐车进场,对位,连接装车时间及刷卡时间约为装车时间的1/5(30 min),每日高峰装车周期约6 h,装载不均系数取3。
B.季节失衡系数,1;T年工作天数,单位为350天;H-装载机工作时间,每天12小时。
如表1所示,显示了各种油品单、双侧装车的鹤管数。
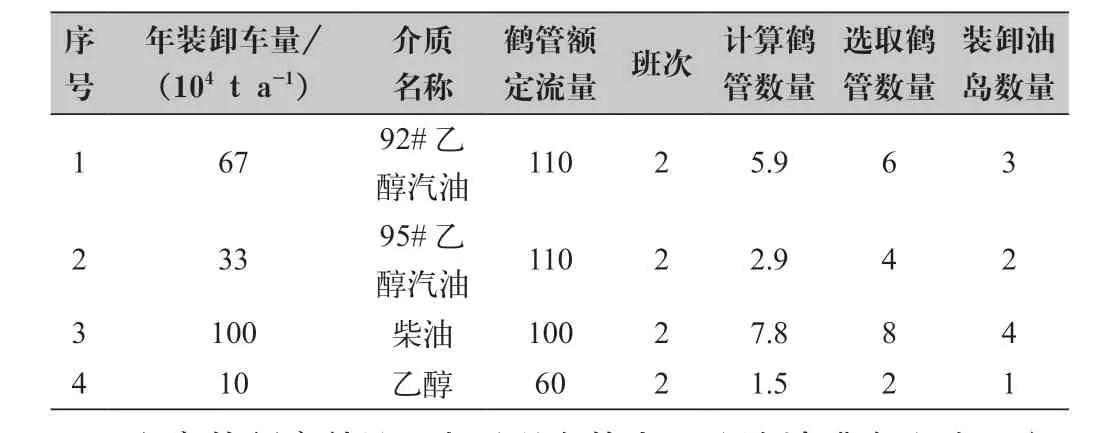
表1 鹤管数量表
文章的研究结论:由于现有的大型公路油罐车多为双室,支撑两套单侧吊管平行装载。因此,油罐车在装载单边仓时,每条道路在油罐岛的两端进行装卸。分别设置两组单面吊管;同时,油罐车采用单面双面仓装时,每路装卸油罐岛两侧各设置4套单面吊管。单边安装车的主要优点之一是缩短行驶距离简单,装卸车岛设施较少。操作维护更方便,但占用空间大;人员和推车均不易通行。优点是占地面积小。此外,双向加载当繁忙时,与单向加载相比,更容易发生事故。建议方案:根据企业的占地面积和运行条件,建议使用单边装车,降低了作业的复杂性,同时提高了作业的安全性。
4 地付油运设施的先进设计技术
4.1 智能装卸设施
(1)目前,完善的定量装车系统和全自动装车的理念已经渗透到企业中。一卡通模式下,油罐车工人在营业厅出票后,打卡完成整个加油过程,包括车辆等候区的LED屏提示,车辆在位置提示,静态输出提示,错误保险杠提示等方面,大大减轻了企业的劳动强度,提高了工作效率。(2)运输槽车双仓装卸:采用两组装车鹤位同时装车,解决了单鹤管输送的流量问题,极大地节省了装车的时间。与此同时,VOCs的回收也在逐渐的提高起来,并且对于目前环境的影响也基本上做到了完全回收,同时,对于不同性质的废弃来说,各种形式的工艺方法均能够处理达标[3]。随着VOCs的回收设备、检测设备以及分析设备的进一步生及,企业环境质量已经逐渐的被成功解决了。
4.2 地付油和输油设施遇到的问题和措施
(1)装卸车台数的确定,不能仅从理论的角度进行分析,还能够监控系统会杜绝个别违章行为发生,确保厂区内安全无死角,加强员工的职业培训,并建立相应的处罚制度。(2)大规模装车时,地付油输送区域内装载任务量大,过于集中,会出现无车可用的情况,应加以避免的并预防。这需要建立一个完善额系统。(3)地付油装车是在装车鹤位前,使用混合器对油品进行在线调节,所以分析检验设备、检验频率和检验频次等问题尤为重要。(4)地付油发展趋势。伴随着时代的不断发展,垄断行业已不复存在,取而代之的是企业之间跨领域的强强联合,过去,各行各业的龙头企业都在不断深化改革,拓展业务领域。例如,本文所述的联合炼油企业与卖方、建设土地支付站就是典型的例子[4]。
5 结语
对生产成品油的企业来说,为避免出现产品销售受阻、产品封闭、生产计划被动调整等现象,应根据市场情况及时合理调整生产计划,使企业利益最大化。
猜你喜欢
凿岩机械气动工具(2022年2期)2022-07-01
起重运输机械(2021年2期)2021-12-31
建材发展导向(2021年12期)2021-07-22
童话世界(2020年32期)2020-12-25
商用汽车(2020年6期)2020-07-13
天津科技大学学报(2020年3期)2020-06-23
模具制造(2019年7期)2019-09-25
新能源汽车报(2019年13期)2019-06-11
汽车实用技术(2018年15期)2018-08-29
养生保健指南(2017年5期)2017-05-26