
Waspaloy合金大锥角多台阶机匣环锻件成形工艺研究
2021-09-24 10:01刘冠楠邹朝江王攀智龚忠兴贵州航宇科技发展股份有限公司
锻造与冲压 2021年17期
文/刘冠楠,邹朝江,王攀智,龚忠兴·贵州航宇科技发展股份有限公司
航空发动机用机匣在锻造过程中截面复杂处成形困难且变形抗力大,这对中间异形坯料的设计和轧制过程的稳定性提出了很高的要求。通过对Waspaloy合金大锥角多台阶机匣环锻件成形工艺的研究,结合有限元数值模拟技术,锻造采用异形中间坯、异形精密轧制的方法,最终生产的机匣所有尺寸满足交付要求,同时得到满足标准要求的组织性能。
Waspaloy合金是以γ'相沉淀强化的镍基高温合金,具有良好的耐燃气腐蚀能力、较高的屈服强度和疲劳性能,广泛应用于航空发动机转动部件,使用温度不高于815℃。可以生产冷轧和热轧板材、管材、带材、丝材和锻件、铸件、紧固件。
本文以我公司某机匣锻件为研究对象,由于锻件大小头直径差大,整体截面变化较大呈多台阶状,而且Waspaloy合金变形抗力大,不能使用传统矩形坯料终轧成形的方式制坯,所以中间坯必须采用胎模异形制坯的方式实现锻件体积的重新分配,然后通过精密轧制完成终轧。
锻件工艺分析及方案设计
锻件情况
锻件尺寸如图1所示,锻件形状复杂因素示意图见图2,锻件型面设计充分考虑粗加工型面,使得材料利用率达36%。根据JB/T 10478-2004《热轧环形件机械加工余量及公差》公式,计算出该锻件形状复杂因素S=0.23,属于S3级别(S3<0.35)。锻件信息情况见表1。
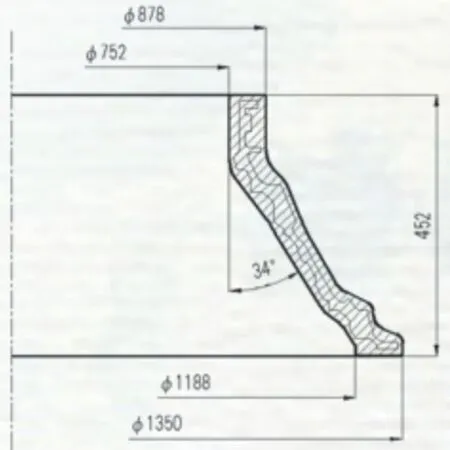
图1 Waspaloy 合金异形机匣锻件图
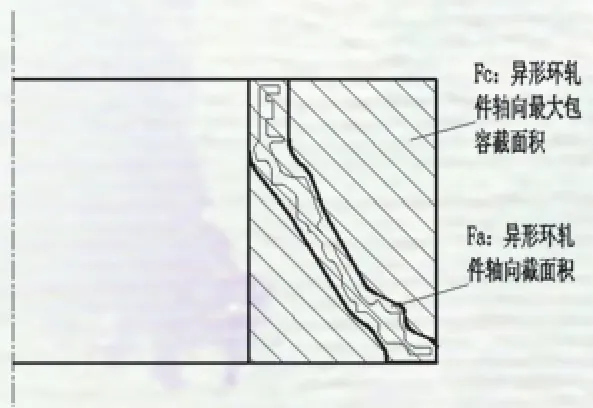
图2 锻件形状复杂因素示意图
难点分析
⑴锻件整体锥度约为34°,重766kg,内径大小头相差436mm,外径大小头相差472mm,高度达452mm,且整体截面变化较大呈多台阶状。
⑵锻件材料为Waspaloy合金,属于难变形高温合金,其锻造温度区间窄,变形抗力大,在锻造过程中锻件极易开裂。想要得到具有良好表面质量和组织均匀的异形机匣,必须在锻造过程中辅助一定的保温措施和工装模具。
⑶轧制大锥角多台阶机匣环锻件,中间坯须采用胎模异形制坯的方式实现锻件体积的重新分配。异形坯料成形过程对设备和操作方式要求较高,要求成形后的异形中间坯料圆角填充完整,斜度和型面满足终轧的要求,所以制备体积分布合理的异形坯料是一个关键点。另外由于机匣锥度大,整体截面多台阶,最终轧制过程锻件容易失稳产生质量问题。
⑷在机匣锻件尺寸型面满足交付的同时组织性能也须满足标准,需要合理的加热温度和变形量,根据不同工序调整加热温度,并准确计算每火次锻造变形量。
关键技术
⑴有限元数值模拟技术。采用同一坯料逐工序对整个流程进行了数值模拟分析,结合生产经验和对模拟结果的分析与调整,确定合理的工艺路线,保证锻件在整个流程中,坯料体积分布合理,应力、应变和温度分布均匀,轧制过程稳定。
⑵异形环坯的制备技术。采用胎模制坯的方式制备体积分布合理的异形中间坯料,异形坯料与机匣锻件体积分布见图3,保证异形坯料与机匣锻件体积分布满足V1=K1,V2=K2,V3=K3。这样可以减少材料消耗,使终轧过程的应力、应变和温度分布更加合理,提高终轧过程的稳定性,保证终轧后锻件尺寸形状和组织性能满足要求。胎模制异形中间坯的数值模拟结果见图4。
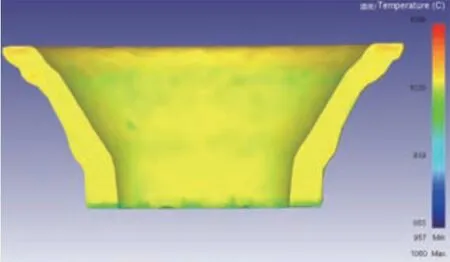
图4 锻件胎模制坯后温度分布情况
⑶精密轧制技术。根据数值模拟结果和轧制经验来制定合理的锻造参数并设计辅助用的工装模具,以保证轧制过程锻件截面温度、应力、应变分布均匀和轧制过程的稳定性。精密轧制过程的数值模拟如图5所示。
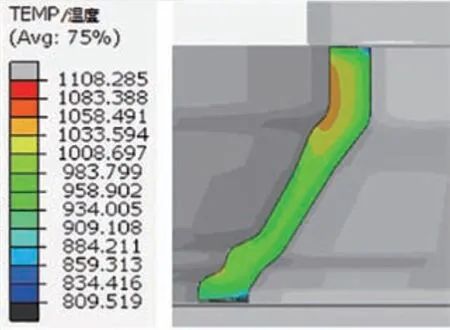
图5 锻件终轧后温度分布情况
锻造工艺方案
根据仿真模拟结果和锻造经验,机匣锻件主要工艺路线为:镦粗、冲孔→马架扩孔→预轧→胎模制异形坯料→精密轧制。各工序示意图见图6(D为锻件外径,d为锻件内径,H为锻件高度)。
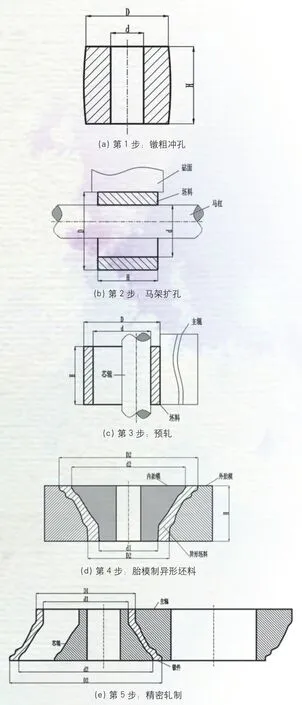
图6 Waspaloy合金异形机匣环锻件工艺方案
⑴第1步:镦粗、冲孔。镦粗过程既要保证有足够的变形量又要控制锻件表面质量,所以采用高温大变形的方式,严格控制下压速度和下压量,避免产生双鼓。冲孔时保证冲头对中,避免坯料壁厚不均匀。
⑵第2步:马架扩孔。马架扩孔时控制每道次下压量和锻件转动量,保证锻件变形均匀,避免锤印尖角和裂纹的产生。
⑷ 第3步:预轧。预轧时控制进给速度和变形量,保证锻件均匀长大。
⑷第4步:胎模制异形坯料。胎模成形时用冲头对矩形坯料进行掰斜并在模具中使各法兰完成局部聚料,提前将锻件体积进行重新分配,获得符合终轧要求的异形坯料。
⑸第5步:精密轧制。轧制时为保证锻件组织性能需要有合理的变形量,设定锻件最终变形量为27%,轧制时控制轧制速度并设计合理的工装模具保证轧制过程稳定。
试制情况及结果分析
锻造设备
根据全工序数值模拟的结果,镦粗冲孔、马架扩孔和胎模制异形坯料选择6300t液压机,精密轧制选择φ4500mm环轧机。
基本参数
锻造加热参数见表2,锻件热态照片如图7所示。

图7 Waspaloy合金异形机匣环锻件(热态)
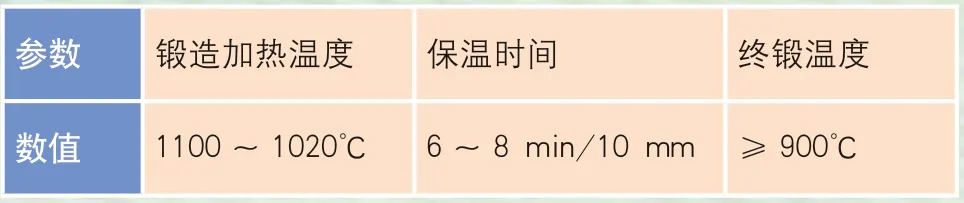
表2 锻造加热参数
结果分析
⑴锻件成形情况。按照上述工艺方案制造出的Waspaloy合金大锥角多台阶机匣环锻件,其型面完好,各台阶填充完整,胎模制异形坯过程中锻件填充完整,满足体积分布要求,整体精密轧制过程稳定,锻件与模具完全贴合,轧制尺寸和表面质量满足设计要。
⑵锻件理化测试结果。锻件按材料标准热处理后按图8所示位置在本体试环和解剖本体上进行理化测试。锻件力学性能测试结果见表3,测试数据均满足验收标准。锻件晶粒度见表4,图9是典型位置的高倍组织照片,可以看出锻件各个位置组织基本均匀,平均晶粒度为4~5级。
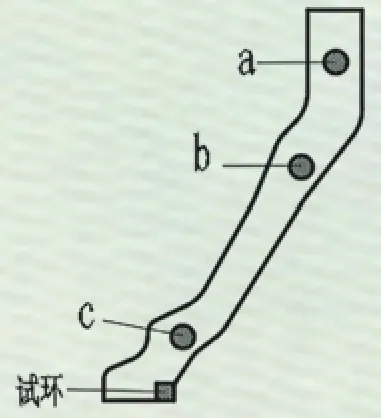
图8 理化测试取样位置图
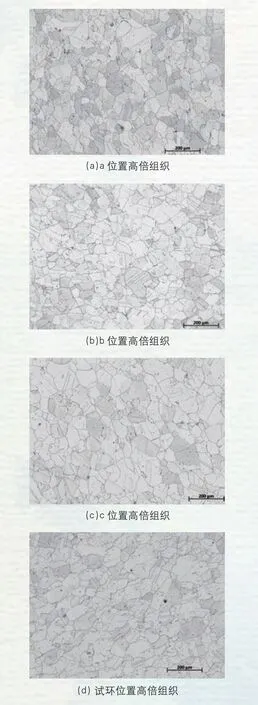
图9 锻件高倍组织
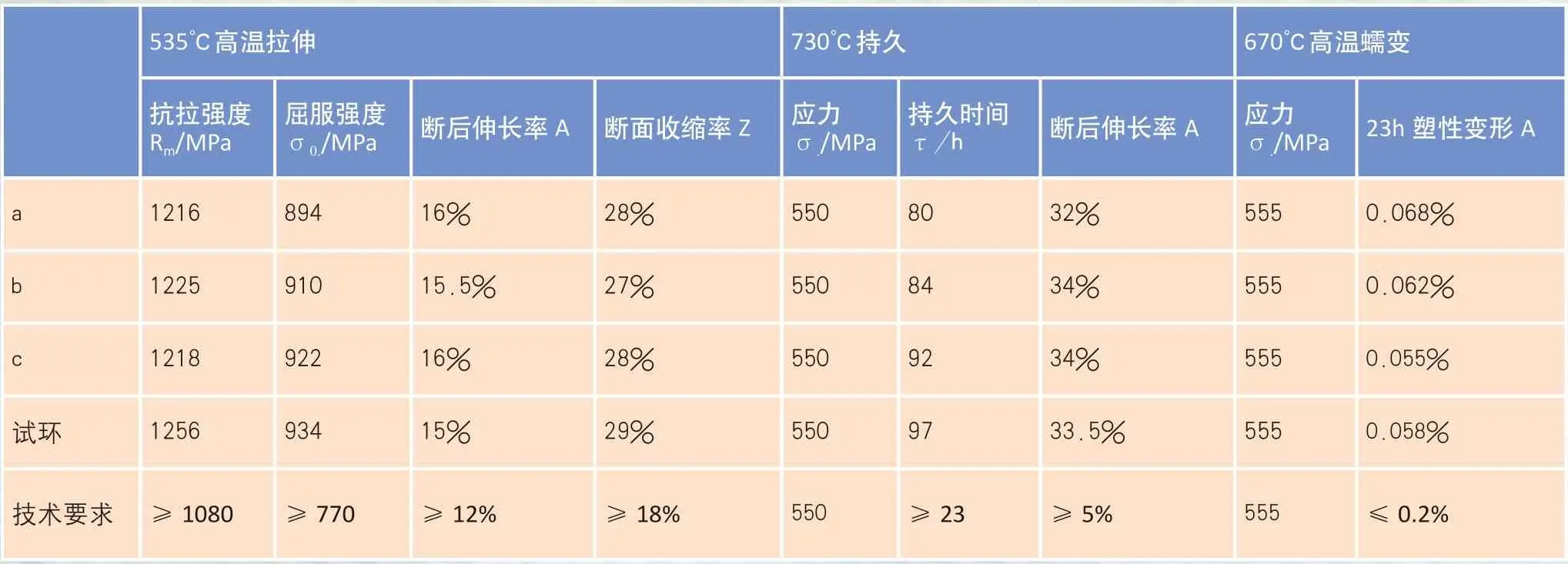
表3 锻件力学性能数据
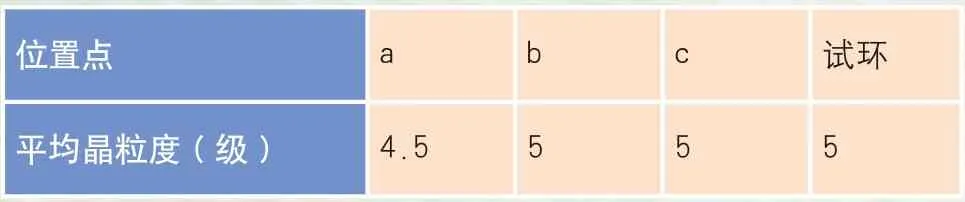
表4 锻件平均晶粒度

结束语
本文对全工序进行数值模拟分析,结合锻造经验制定出可靠的工艺方案和工装,并成功试制满足交付条件的Waspaloy合金大锥角多台阶机匣环锻件。该锻件异形坯料设计合理,锻件精密轧制过程稳定,锻件型面与尺寸及组织性能合格。不仅提高了材料利用率,也为高难度机匣制造的工艺水平积累了经验。
猜你喜欢
科学技术与工程(2022年25期)2022-10-12
沈阳航空航天大学学报(2022年2期)2022-08-07
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
航空发动机(2020年3期)2020-07-24
航空发动机(2019年2期)2019-05-05
文化交流(2019年3期)2019-03-18
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年5期)2017-07-20
