专机设计中加工功率的快速计算
2021-10-22 13:37沈义伦
魅力中国 2021年30期
沈义伦
(四川德恩精工科技股份有限公司,四川 眉山 620460)
一、面铣削加工
面铣削加工所需的功率可以由下面的公式来计算:
Pc=ap×ae×vf×Kc÷(60×106×η),Pc(kW):所需功率,ap(mm):切削深度,ae(mm):切削宽度,vf(mm/min):每分钟工作台进给,Kc(MPa):比切削力,η:机床效率系数。
面铣削Kc 值按表1 选择:

表1
笔者在设计专用机床时设计了一个这样的面铣削装置:
工件材质:HT200,工件加工部位状况:铸造毛坯面,切削宽度:140mm,切削深度:2-3mm,刀盘直径:160mm,刀盘刃数:9,动力头:NT50 镗铣主轴头,移动装置:十字液压滑台。
此装置设计铣削线速度为120m/min,每刃每转进给大约(由于采用液压驱动,不是很准确)为0.1mm。切削速度由8 级电机通过同步带轮变速来满足。现对所需的电机功率进行估算:
ap(mm):3(按最大值取)
ae(mm):140
Kc(MPa):1750(由表1 中的HT200 栏,0.1mm/每刃进给选出)
η:0.85(此装置,中间的变速环节少)
由于主轴的每分钟转速:
n=120÷3.14÷160×1000=238.85
故铣削时的每分钟进给为:
vf=238.85×0.1×9
=214.97mm/min
此装置所需功率:
Pc=ap×ae×vf×Kc÷(60×106×η)
=3×140×214.97×1750÷(60×106×0.85)
=3.10kW
按照电机标准,与3.1kW 相邻的标准电机功率有3kW 和4kW 两种,根据功率配备选大不能选小的原则,最终选择4kW-8 级的电机。此4kW 的功率选择在专用机床装配好后,实际使用一段时间后表明此选择是完全正确的。
二、镗孔
镗孔加工一般有单刃、多刃之分,多刃在每刃切削条件一样的情况下,所需的功率可以认为是单刃所需功率乘以刃数。单刃所需功率可以由下面的公式来计算:
Pc=ap×f×vc×Kc÷(60×103×η),Pc(kW):所需功率,ap(mm):切削深度,f(mm):每转进给量,vc(m/min):切削速度,Kc(MPa):比切削力,η:机床效率系数。
Kc 值按表2 选择:
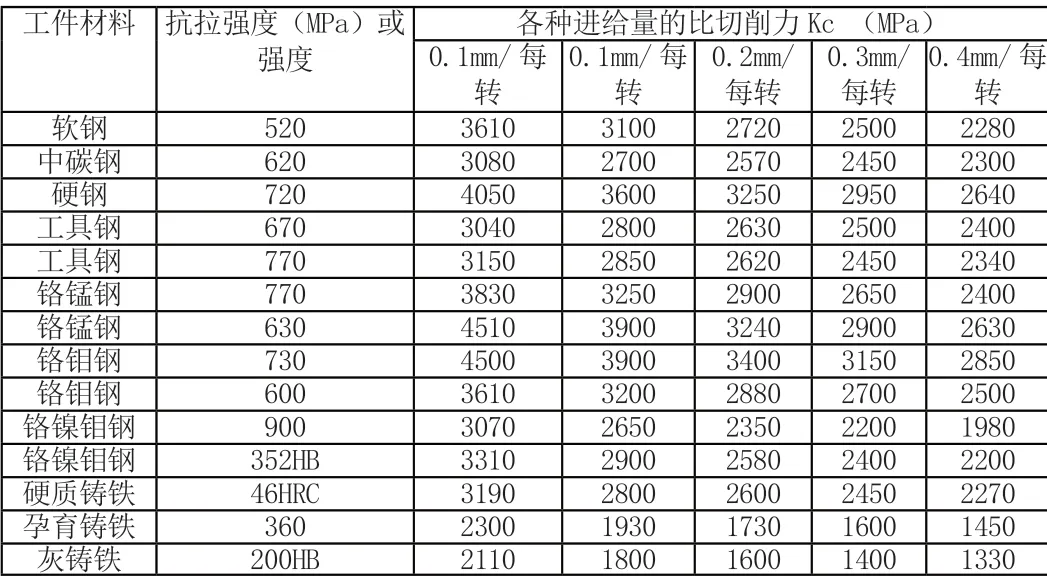
表2
工厂外购一台专用机床,其中有一套粗镗孔装置如下图所示:
买回使用的过程中,有时会出现卡刀情况,造成刀具损坏,并严重影响加工进度。由于提供专机的公司离我们公司很远,对现场状况不能及时了解,工厂设备部希望工厂技术中心能够提供技术支持,分析出原因后提供给对方,以加快改进进度。此装置相关参数如下:工件材质:HT200,工件加工部位状况:铸造毛坯面,切削深度:2-3mm,每转进给:0.1mm,电机功率:3kW-4 级变频电机,主轴转速:1200r/min(电机工作频率50Hz 时),镗刀刃数:2,
动力头:NT40 镗铣主轴头,移动装置:高精度液压滑台。
经询问机床操作人员,此专机镗孔最大孔径为Φ36,卡刀情况基本集中在Φ32-Φ36 孔径。再询问得知,车间为了追求加工效率,没有对电机根据不同的功率进行变频调节降低加工线速度,电机一直在50Hz 下运行。
由此分析可能造成卡刀的情况有以下两种:1.刀片承受不了加工的强度,出现崩刃,进而出现卡刀。2.电机功率不足,切削力不够,造成卡刀。由于卡刀,造成刀片损坏。
对于情况1,以加工Φ36 孔径计算:
vc=36×3.14×1200=135.65m/min
这个加工线速度对使用镀层机加刀片镗材质为HT200 的零件的孔来说,不算高。刀片型号为CCMT120408,刀片大小合适,且采用0.8 的刀尖R 角,刀片的强度满足切削的要求,由此判断问题不是有情况1 造成的。
对于情况2,同样以加工Φ36 计算:η 按0.85 选择,Kc 由表2 查为2110,由于是双刃,
Pc=(ap×f×vc×Kc÷(60×103×η))×2
=(3×0.1×135.65×2110÷(60×103×0.85))×2
=1.68×2
=3.36kW
由此判断是由于电机功率配备小了造成的。经和专机制造公司设计人员沟通,专机制造公司在前期做方案时由于双方沟通不足,没有注意到此专机加工的产品是系列产品(此系列产品各型号之间唯一的区别是孔径不同)。设计方案时,只按加工Φ28 孔径进行设计,没有考虑到孔径变化问题。以加工Φ28 孔计算:
vc=28×3.14×1200
=105.5m/min
Pc=(ap×f×vc×Kc÷(60×103×η))×2
=(3×0.1×105.5×2110÷(60×103×0.85))×2
=1.31×2
=2.62kW
专机制造公司重新按4kW的电机功率来设计整套粗镗孔装置后,经半年多的使用,再没有出现过卡刀的情况。由于外圆车加工和镗孔加工原理一样,对镗孔的功率计算同样适用于对零件外圆的车加工的功率计算。
猜你喜欢
电动工具(2022年4期)2022-08-22
农业工程学报(2022年10期)2022-08-22
煤炭工程(2022年7期)2022-07-21
科学与财富(2022年3期)2022-06-01
舰船电子对抗(2019年5期)2019-12-04
环球时报(2019-05-15)2019-05-15
中国纤检(2018年8期)2018-09-07
科学种养(2015年11期)2015-11-10
祝您健康(1985年6期)1985-12-30