
基于ANSYS的激光除漆技术数值模拟研究
2021-11-05 03:03邵壮,王涛
激光与红外 2021年10期
邵 壮,王 涛
(河北工业大学,天津 300132)
1 引 言
在工业生产中,许多产品会进行表面漆层喷涂防止锈蚀,产品表面漆层会随着时间脱落影响防锈效果,对漆层进行重新喷涂或者对基体进行检修时,必须对原漆层进行清洗剥离[1-2]。激光清洗与传统的机械清洗、高频超声清洗、化学腐蚀清洗等相比有着非常定位准确、可控性强及污染小等优势[3]。激光清洗作用机理分为烧蚀作用、光压力、选择性气化、快速加热和冷却导致的热振动作用、气化压力、等离子体爆发作用[4]。各种机制并不是单独存在的,在具体的激光清洗中机制需要根据具体情况而定。在激光去除漆层中,主要作用机理为烧蚀以及振动机理[5-6]。在激光除漆过程中漆层吸收激光能量产生的温度场和应力场是影响除漆效果和表面质量的关键。由于实验不易直接测取温度场和应力场的分布。因此,利用有限元方法来研究激光除漆过程中不同激光参数与材料所产生的温度和应力场变化的有效方法。
目前利用有限元方法对激光加工过程进行模拟已经有部分学者进行尝试。赵海朝等利用有限元模拟深入分析了激光清洗漆层的过程与作用机制,并采用波长为 1064 nm,脉宽为1 μs的脉冲激光器对2024铝合金表面漆层进行了激光清洗工艺试验,研究了扫描速度、脉冲频率、激光功率对激光清洗漆层质量的影响规律。高辽远[7]等采用COMSOL Multiphysics建立了纳秒脉冲激光清洗2024铝合金表面丙烯酸聚氨酯漆层的有限元模型,分析了不同参数对激光清洗温度场和清洗深度的影响,并进行了实验验证。曹丹[8]等通过有限元求解材料的二维导热模型,利用ANSYS仿真获取材料表面的温度分布,把表面温度计算值和仿真结果的误差平方和作为目标函数,借助于共轭梯度法来优化该目标函数。刘彩飞[9]等采用有限元法建立模型,模拟了喷有漆膜的不锈钢样品表面在移动脉冲激光作用下的温度场,研究了不同时刻漆膜表面的温度场分布以及激光参量对漆膜表面温度场的影响,并做了相关对比实验。姜银方[10]采用数值仿真的方法,分析了不同板料尺寸下,预应力对板料激光冲击成形极限的影响。
上述研究主要是针对激光加工中所产生的温度场进行模拟研究,对于应力场的研究甚少。激光除漆过程中温度场是影响除漆效果的一个重要因素,但是漆层能否从基体剥落在温度场在基体与漆层交界处不足以达到漆层烧蚀气化温度是应力场起了决定作用。
为了对激光清洗5052铝合金表面环氧锌黄漆层过程中的温度变化和应力变化进行分析,本文采用ANSYS软件建立移动纳秒激光清洗漆层的有限元模型,探究不同扫描速度下对温度场和应力场对激光清洗漆层深度和效果的影响并给出效果预估,最后对有限元模拟结果进行实验验证,旨在为激光除漆工艺参数选择提供参考依据。
2 激光清洗漆层数学模型的建立
2.1 模型假设
在激光清洗漆层中,其中漆层厚度一般不会超过100 μm,模型沿着Z轴正方向分别为铝合金基体层和油漆层,激光光束沿着Z轴负方向作用于漆层上,材料吸收能量温度发生变化并产生热传导。为了方便计算,在此做以下假设:
(1)光斑内能量分布均匀,激光能量均匀作用在漆层,不考虑其凹凸性;
(2)模型材料均为各向同性,物理参数不随温度等变化;
(3)只考虑材料的热传导,不考虑热对流及热辐射。
2.2 热传导方程
在激光清洗漆层中,常常处理的为两层材料加热的问题,漆层和基体层材料的热力学特性不会相同,对于两层材料加热过程的一般微分方程为:
(1)
(2)
已知热源强度按照高斯分布且强度恒定,交界面为理想接触,上表面和底面的热损耗忽略不计则边界条件为:
(3)
(4)
Z=h,T2=0
(5)
t=0,T1=T2=0
(6)
在式(1)~式(6)中,h为两层材料的总厚度;h1为漆层的厚度;a2,a3为分别为漆层和基体层接触面热阻的倒数;a1为上表面的热损耗系数。
在边界条件式(3)~(6)下,式(1)、(2)有解。
2.3 热振动的结构应力和位移方程
激光清洗漆层模型中,由于激光作用时间短,将漆层与基体层的结合面视为相同的位移,从而有漆层与基体层接触面的位移条件:
uq(x,y,0,t)=uj(x,y,0,t)
(7)
模型受热产生热膨胀从而产生热应力,研究激光清洗中的振动效应主要看在Z轴方向的应力和应变分量,于是在单位面积上的热应力可以表示为:
(8)
式中,Y为杨氏模量;ε为应变。
Z方向热膨胀位移长度为:
ΔL=LγΔT(x,y,z,t)
(9)
根据式(8)、(9)可以推出:
σ=YγΔT(x,y,z,t)
(10)
由式(10)得到,热应力的大小与材料的杨氏模量、热膨胀系数以及温度变化有关,在双层激光清洗漆层结构中,层级间在接触面的应力值相同,即:
YqγqΔTq(x,y,0,t)=YjγjΔTj(x,y,0,t)
(11)
激光清洗模型中在t=0时不受激光作用,初始位移的值为零,即:
uq(x,y,z,0)=uj(x,y,z,0)=0
(12)
通过以上可知,漆层吸收激光能量产生热量,转化为在层间的热传导过程,在层间及层内产生位移和应变从而在各层级间产生脱离应力。根据激光清洗中的烧蚀机理和热振动机理,漆层材料到达熔点或者漆层与基体层脱离应力大于结合力时,漆层材料被去除。
3 基于Ansys的数值分析模型
3.1 实验设备及材料
所用实验样品其基底材料为5052铝合金样片,尺寸为:100 mm×100 mm×2 mm。漆层为环氧锌黄底漆喷涂厚度大约为100 μm。
激光清洗采用光纤激光清洗设备,主要由光纤脉冲激光器,扫描振镜、控制卡等组成,其清洗设备示意图如图 1所示。激光器的功率为10~30 W可调,发射出的激光为高斯分布,光斑半径为R,本实验中R=39 μm。其中光纤脉冲激光器主要参数如表 1 所示。

图1 激光清洗装置和清洗方法示意图Fig.1 Schematics of laser cleaning device and cleaning method

表1 光纤激光器主要参数Tab.1 Main parameters of optical fiber laser
测试利用黏附力测试仪测取漆层与铝合金的附着力结果见表2。

表2 底漆附着力测试结果Tab.2 Adhesion test results of priming paint
使用超景深显微镜对未处理前的铝合金基体进行观察得到其放大300倍的二维图和表面形貌数据,利用Matlab工具对表面数据进行图形拟合处理绘制出其三维表面形貌图。未处理的铝合金基体表面起伏在10 μm以内,如图2所示。
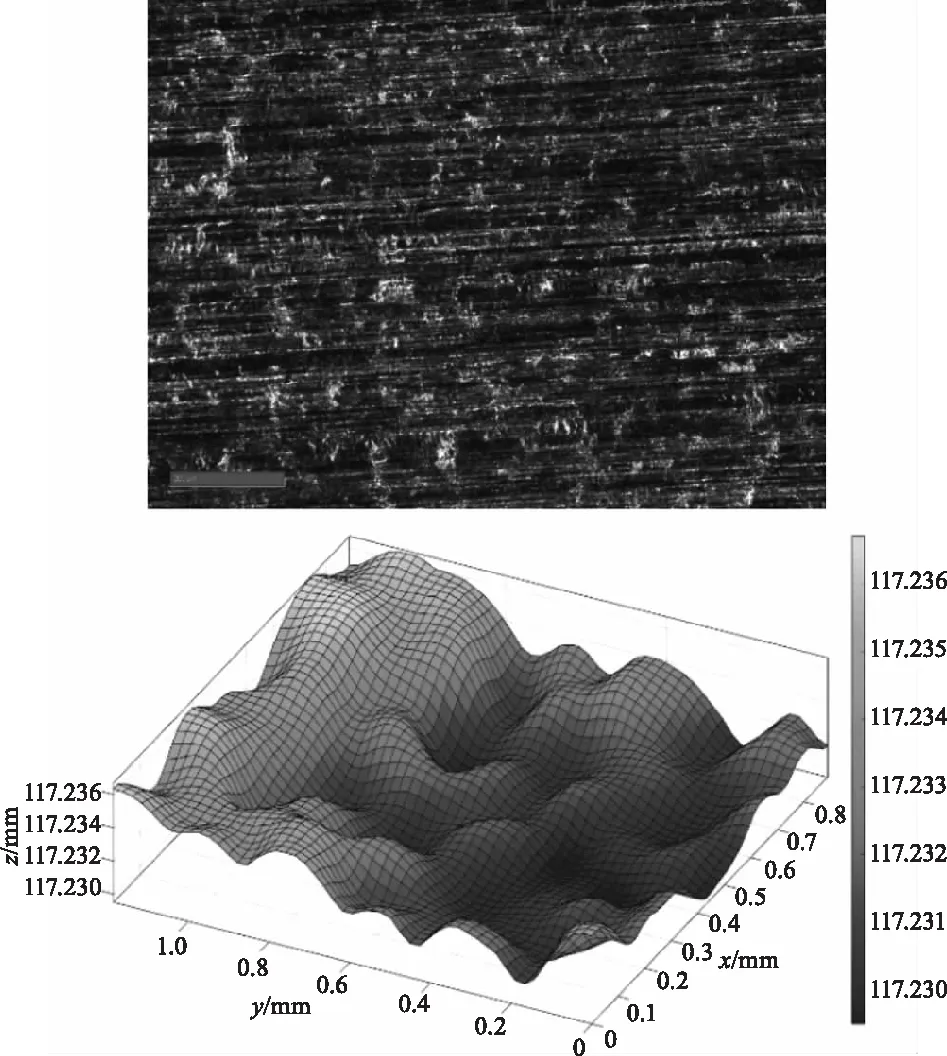
图2 铝合金放大300倍表面形貌及3D轮廓图Fig.2 Surface morphology and 3D contour ofaluminum alloy at 300 times magnification
附着力测试实验测取为区域内的平均值,由于铝合金表面有起伏,对于铝合金表面漆层去除所受到的应力也不同,理想平面的清洗应力应为热应力在Z轴的分量,表面起伏则会导致漆层脱离应力方向不是沿着Z轴,漆层同时也会受到X、Y方向的应力,实际所受清洗力的值一般比热应力Z轴方向的分量要大。根据其3D轮廓以及器材所测漆层剥离平均应力取热应力Z轴方向分量最大为σzmax=11 MPa,最小为σzmin=6 MPa。即当σz≥σzmax时,漆层被去除干净;σz<σzmin,漆层不能从基底去除;σzmin≤σz<σzmax,漆层部分从基底去除。
3.2 有限元模拟
在激光清洗漆层系统中,模型尺寸包括2 mm×2 mm×2 mm铝合金基体层和2 mm×2 mm×0.1 mm聚氨酯漆层,根据材料参数及实验设备条件选择波长为1064 nm的脉冲激光,设置激光功率为20 W,光斑直径为78 μm,扫描速度为1000 mm/s。脉冲激光在X=1 mm处沿着Y轴正向扫描。
在采用有限元方法分析激光清洗过程时,为了节省运算时间减少计算浪费必须要对激光清洗模型的进行网格优化,漆层上的温度、应力等数值变化较大,远离激光基体层区域的网格密度对仿真结果影响较小,因此不同的单元格设置不同的网格密度,对漆层区域的网格进行细化。图3为ANSYS中进行网格细化的模型,从而能够用较为合理的时间得到精确的结果。

图3 激光清洗三维有限元模型Fig.3 Finite element model and meshes of samples for laser cleaning
根据热传导理论和热-结构力理论,进行有限元分析需要知道材料的热特性,通过查阅资料,查出本实验中使用的环氧锌黄漆340 K及500 K时铝合金基体的参数如表3所示。

表3 油漆层及基体层的热特性参数Tab.3 Thermal characteristics of paintand aluminum alloy
对漆结构模型进行有限元计算,得出激光清洗产生的温度在漆层表面及激光运动路径下漆层与基体交界处的温度深度图如图4所示。


图4 t=0.01 s,漆层表面温度分布图和激光路径下温度深度图Fig.4 t=0.01 s,paint surface temperature distributiondiagram and Temperature depth diagram under laser path
由图4可以得到油漆层的温度迅速上升,在高斯激光中心处的温度甚至达到了1×104K数量级,远远大于漆层的气化温度点450 K,但随着深度的下降温度迅速降低,t=0.02(末时刻)时,在激光路径下Z=0、Z=10 μm、Z=20 μm(设定基体与漆层交界平面为Z=0面,靠近漆层方向为Z正方向)处温度随y坐标值(沿着激光运动方向,进入的时刻为y=0)温度以及Z方向应力变化如图5所示。

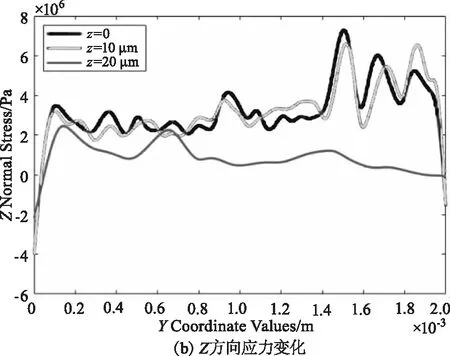
图5 激光路径下不同深度处的温度变化图和Z方向应力变化Fig.5 Temperature variation at different depthsunder laser path and stress variation in Z direction
由图5知在距离基体10 μm以上的区域温度大于漆层气化点450 K可以通过烧蚀机理去除,基体与漆层交界处的温度接近初始温度值,无法达到气化点,对比应力分布可以看到在基体与漆层交界处的应力值最大,达到了7.8 MPa,对比所设定漆层去除的应力值知漆层部分被部分去除。
将激光运动速度降低至600 mm/s,得到末时刻激光路径下的温度和应力图如图6所示。


图6 V=600 mm/s,激光路径下不同深度处的温度变化图和Z方向应力变化Fig.6 V=600 mm/s,Temperature variation at differentdepths under laser path and stress variation in Z direction
由图6得到应力分布,在基体与漆层交界处的应力值最大,达到了11.5 MPa,对比漆层去除的应力值知漆层部分被完全去除。
4 实验研究和结果分析
对这两种仿真情况进行实验研究,得到激光除漆后的表面形貌图,如图7所示。


图7 激光除漆表面形貌图Fig.7 Surface morphology of laser paint removal
由图7可以看到漆层在激光扫描速度为1000 mm/s时,部分从基体脱落,未脱落的漆层明显氧化变黑,符合数值模拟结果大部分厚度漆层受到烧蚀效应去除,与基体接触面漆层部分受到振动效应部分去除。在激光扫描速度为600 mm/s时,铝合金基层表面无明显漆层残留,表面形貌发生略微改变,推测为漆层去除后部分激光直接作用在铝基体表面,漆层去除效果符合数值模拟结论。
5 结 论
利用有限元分析软件ANSYS建立了激光清洗铝合金表面环氧锌黄漆层的有限元模型,实现了激光清洗漆层过程中的温度场和应力场可视化分析。分别研究了温度和热应力对激光去除漆层效果的影响,通过有限元模拟分析了不同功率、扫描速度对于激光清洗漆层产生的影响和清洗效果,将实验效果与模拟效果对比证明在激光清洗中主要的作用机理未烧蚀和热振动效应。在激光功率为20 W,扫描速度为1000 mm/s时,激光只能去除部分区域漆层以及大部分厚度漆层。扫描速度将为600 mm/s时,激光可以去除全部漆层但是扫描速度过慢会造成铝合金表面形貌发生部分改变。基于模拟结果分析移动激光参数对材料温度场和应力场的影响,在此基础上进行了相同参数的激光清洗实验,模拟和实验结果基本吻合,从而验证了所建立的有限元模型的合理性。
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
舰船科学技术(2021年12期)2021-03-29
理化检验-化学分册(2020年5期)2020-06-15
测控技术(2018年4期)2018-11-25
建筑科技(2018年6期)2018-08-30
焊接(2016年1期)2016-02-27
橡胶工业(2015年8期)2015-07-29
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
