
基于某实训平台的步进电机手动调试HMI界面实现研究
2021-12-02 01:22金宁宁张玉广
现代计算机 2021年28期
金宁宁,张玉广
(河南职业技术学院,郑州 450046)
0 引言
该实训平台由储料仓模块、传送带模块、步进电机模块、分拣滑槽(两个滑槽)、启动按钮、停止按钮、复位按钮、急停按钮、蜂鸣器、三色灯、各气动模块、光电式传感器、电感式传感器(用于区分金属件和塑料件)、接近开关(主要用来产生气缸伸缩到位信号)、1200PLC、1500PLC、触摸屏、交换机等硬件结构组成,如图1、图2所示。

图1 某实训平台的局部硬件结构

图2 某实训平台的整体布局
实训平台可以实现金属件和塑料件的分拣。自动工作过程如下,当储料仓有料时,储料仓底部有光电式传感器可以做出判断,自动把工件推出至传送带,经传送带右侧光电式传感器检测,传送带可以转动,传送带中间有一电感式传感器可以判断工件是金属件还是塑料件,当工件流至传送带左侧时经过带左侧光电式传感器检测,传送带停止转动,这时PLC控制步进电机转动到待抓取位抓取工件,根据金属件或者非金属件步进电机转动相应角度放置工件到不同的滑道中,完成分拣功能。然后可以再次循环执行料仓中第二个、第三个等工件的传送、检测、抓取、放置分拣工作。
1500PLC、1200PLC、HMI之间的网络连接如图3所示。
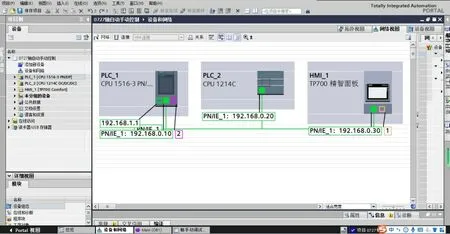
图3 1500PLC、1200PLC、HMI之间的网络连接
需要说明,在本实训平台中,1200PLC控制步进电机的运动;1500PLC用于控制1200PLC,实训平台上的输入输出等硬件结构(各种按钮、传感器、电磁阀、传送带、三色指示灯等等)接线也是直接和1500PLC的I/O端口相连接;基于以上前提,不难得知最后的HMI界面中,各种变量也是和1500PLC相连接的。
本文主要是围绕1200PLC控制步进电机的运动、1500PLC控制1200PLC、步进电机手动调试HMI界面的实现等几个方面研究。本文所涉及的1500PLC、1200PLC、HMI的具体设备型号及网络连接参考图3,后面也不再赘述。
1 1200PLC控制步进电机的运动
1.1 本平台的步进电机参数
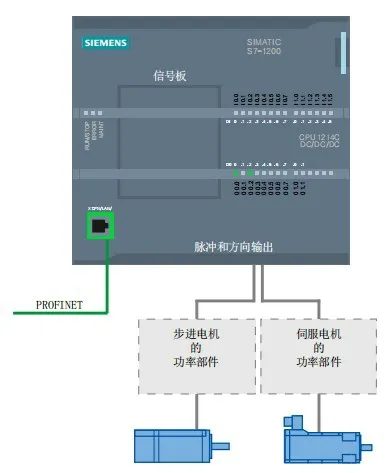
图4 1200PLC进行运动控制的基本硬件配置
步进电机步距角为1.8°,细分为32,也就是说步进电机每接收6400个脉冲,转轴转过一周(360°)。
1200PLC通过发送脉冲输出和方向输出对步进电机驱动器进行控制,从而控制步进电机的运动,其中脉冲输出为驱动器提供电机运动所需的脉冲,方向输出则用于控制驱动器的行进方向。
1.2 博途软件中实现轴工艺对象的设置
在博途软件1200PLC的属性中,启用脉冲发生器Pulse_1,选择信号类型为PTO。然后在工艺对象中添加一个轴对象,参考图5、图6设置参数。因本实训平台步进电机控制的是角度,测量单位选择角度即可。
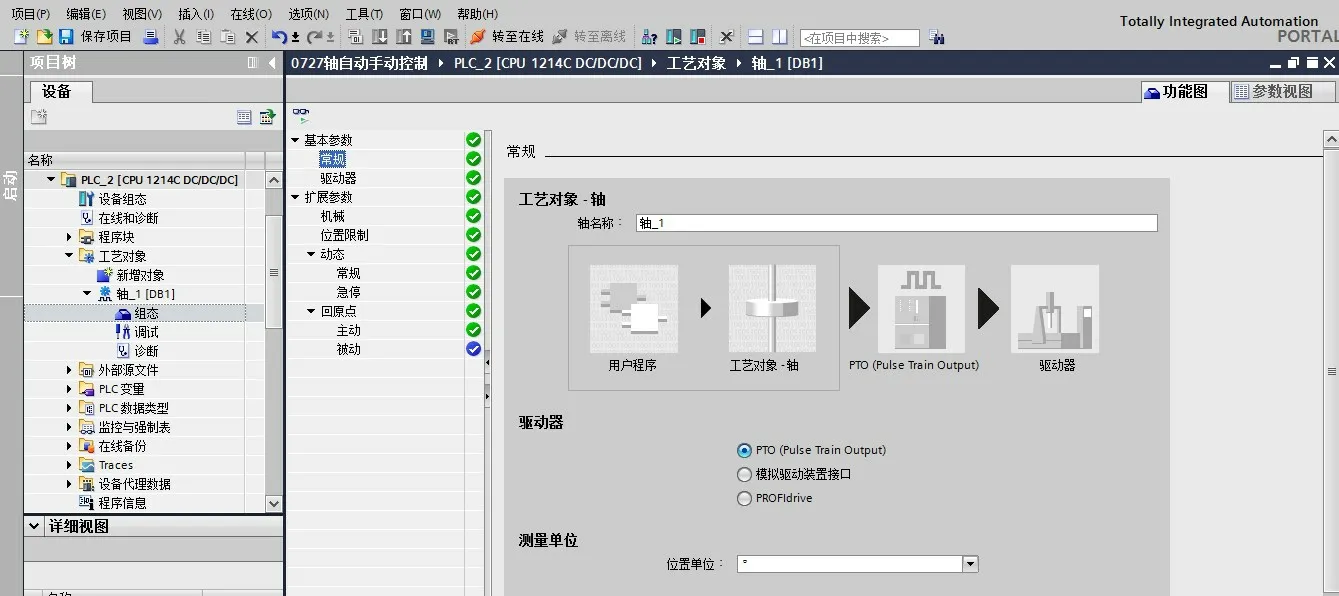
图5 1200PLC中添加一个轴工艺对象
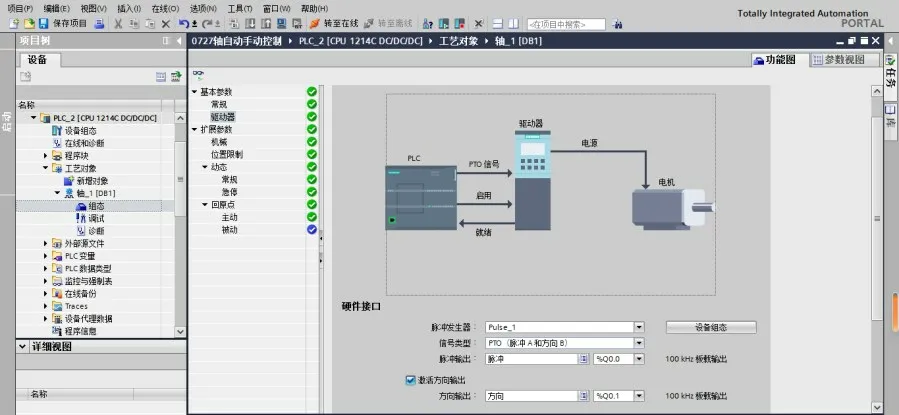
图6 轴工艺对象基本参数中驱动器的设置
本平台步进电机轴的下限位开关连接1200PLC的I0.1,上限位开关连接1200PLC的I0.2,原点开关连接1200PLC的I0.0,三者的电平有效方式分别为高电平、高电平、低电平(三个变量的地址取决于三个传感器开关与1200PLC的实际硬件接线,电平有效方式取决于实训平台使用的传感器类型)。
根据以上信息,依次完成轴工艺对象的各个组态,然后用博途软件把1200PLC整体下载到设备,把轴调试转至在线,调试点动、定位、回原地三种运动方式。如果调试中出现问题,可重点考虑上限位、下限位、原点这三个的变量的对应以及电平的有效方式。
1.3 1200PLC程序块中的设置
博途软件中,在1200PLC中添加图7所示的数据块(可根据实际需要添加或缩减变量),此处get1500、put1500数据结构类型,是为1500PLC与1200PLC通讯做准备。
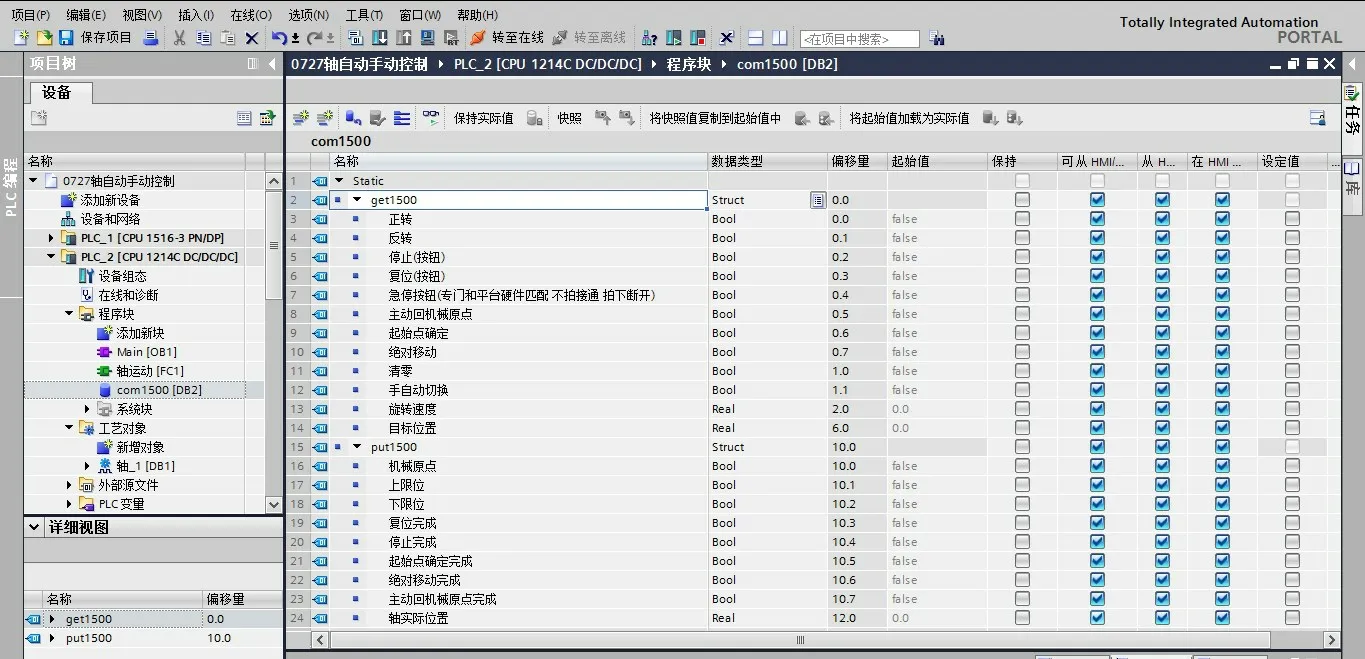
图7 1200PLC中添加一个数据块
添加一个轴运动的FC块,添加启动/禁用轴、点动模式移动轴、以绝对方式移动轴等指令。因轴工艺很多,图8、图9只显示了三种轴工艺的具体信号配置。此处端口信号正是和图7中的那些变量建立了联系。
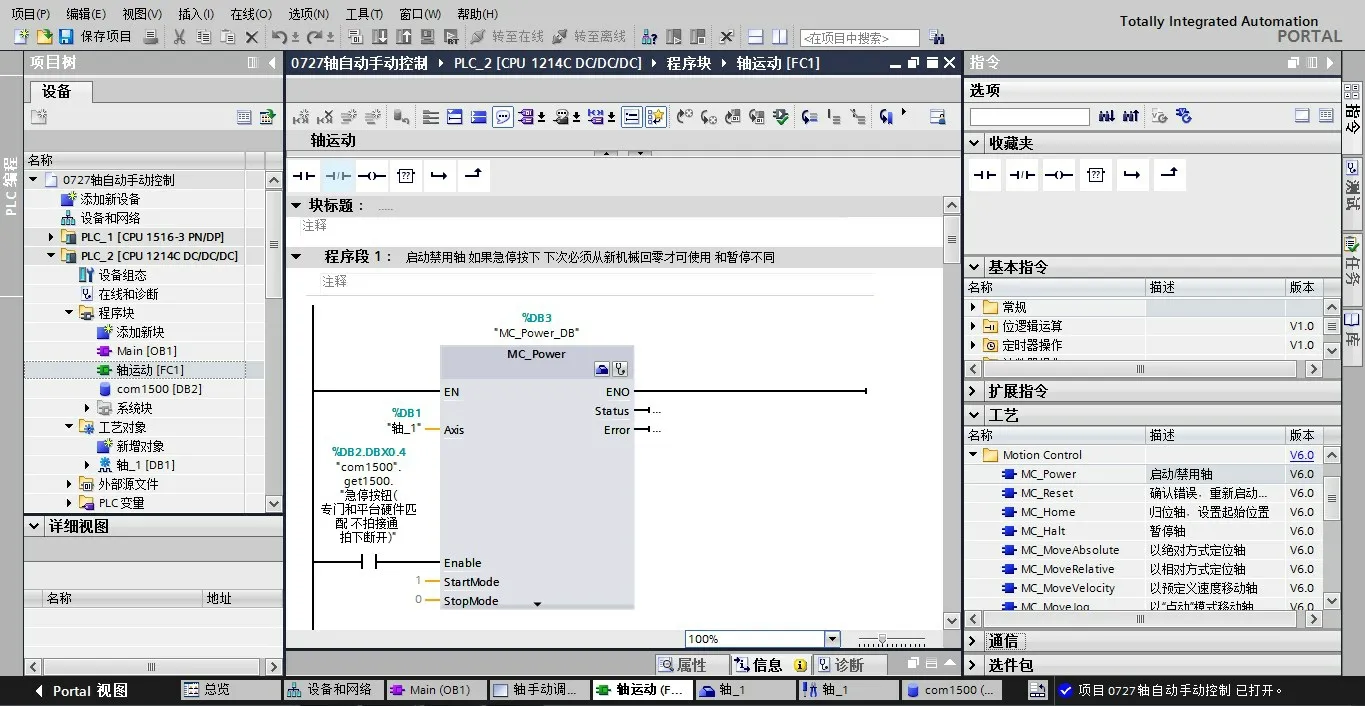
图8 添加各种轴工艺
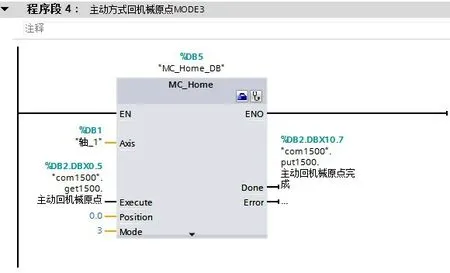
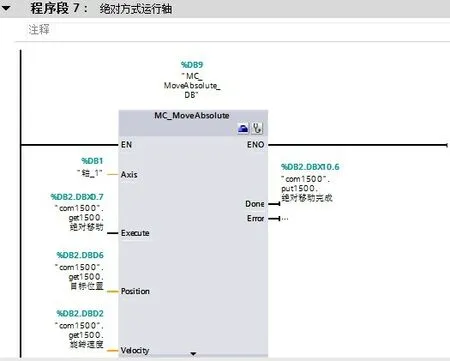
图9 主动回原点、绝对方式移动轴端口配置
把轴运动FC块直接拖入到main中即可,到此1200PLC中的全部组态完成。
2 1500PLC与1200PLC建立S7通信
在1500PLC中,首先添加如图10所示的一个数据块。S7通讯建立后,1500PLC中DB1与1200PLC中DB2可以实现点对点通信。
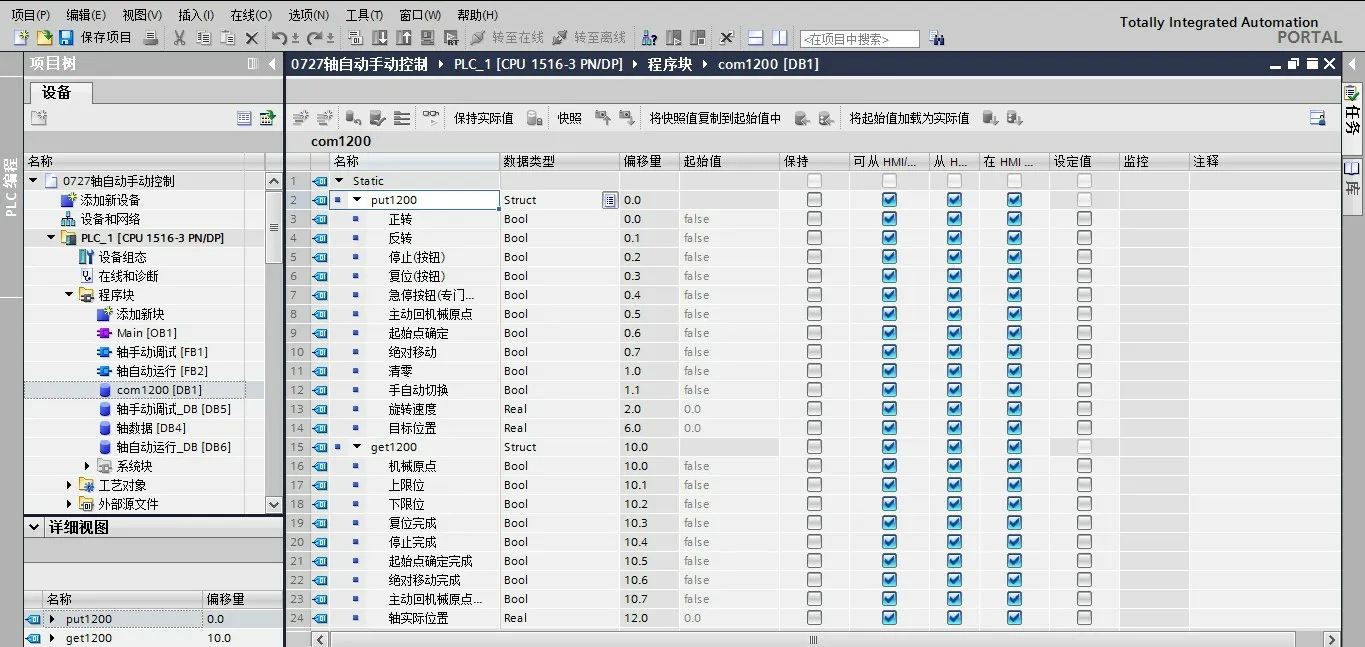
图10 1500PLC中添加一个数据块
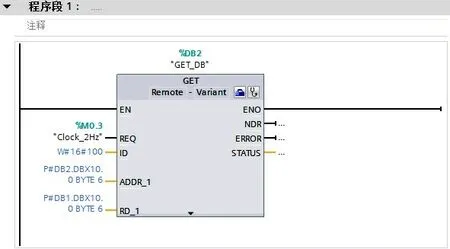
1500PLC启用时钟存储器并设置字节的地址为0;1200PLC的CPU属性“防护与安全”设置中激活“允许来自远程对象的PUT/GET通信访问”。然后在1500PLC中添加PUT、GET指令,参考图11。
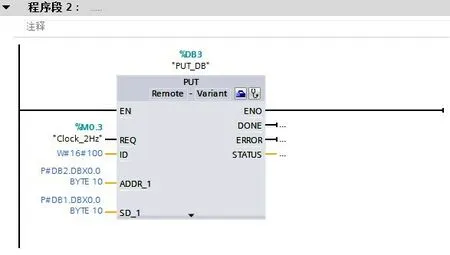
图11 1500PLC主程序main中添加GET、PUT指令
3 1500PLC轴手动调试的设计
3.1 添加一个轴数据块、轴手动调试FB块
使用博途软件在1500PLC的程序块中添加一个名称为轴数据的DB块(如图12),这个数据块的目的,是为自动运行做准备,另一方面也可以在手动HMI调试中示教物料拾取位、金属件放置位、塑料件放置位等数据。需要说明,物料拾取位、金属件放置位、塑料件放置位这三者的初始值可以设置为默认值0,但这样每次启动程序后,都需要在触摸屏手动画面中示教这三个点位,然后这三个点位记录到轴数据DB4中,方便在自动模式下直接调用这三个数据。
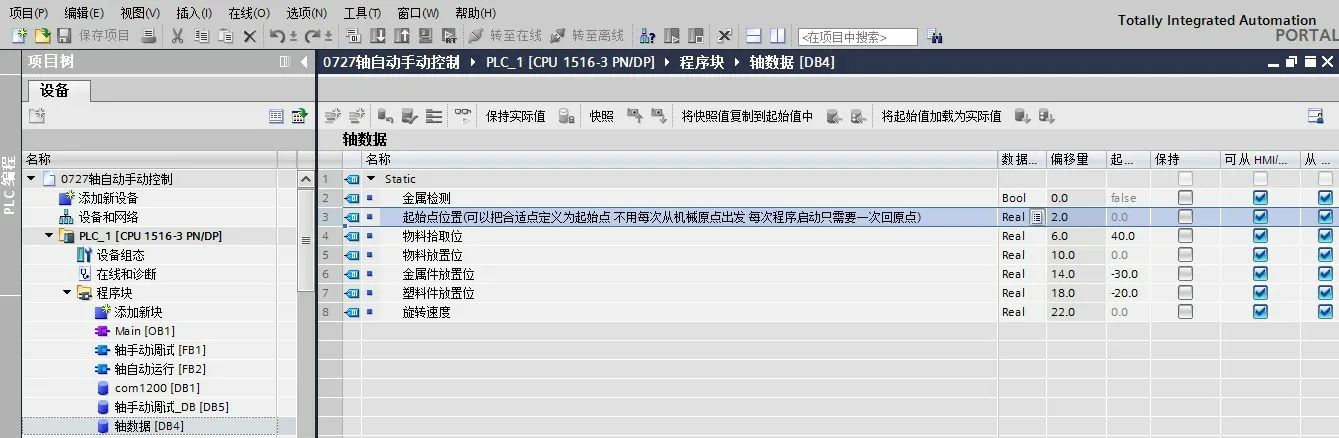
图12 轴数据DB块
添加一个轴手动调试的FB块,输入下面7段程序,如图13所示。然后把轴手动调试的FB块直接拖入到main中即可。I0.4、I0.5、I1.6分别表示和1500PLC输入端相连接的硬件按钮(停止按钮、急停按钮、复位按钮),急停按钮是常闭按钮,不按下急停时1500PLC输入端I0.5是有信号的,所以程序段1中急停按钮用的常开触点。同样可以知道,硬件按钮中的复位按钮、停止按钮是常开按钮。
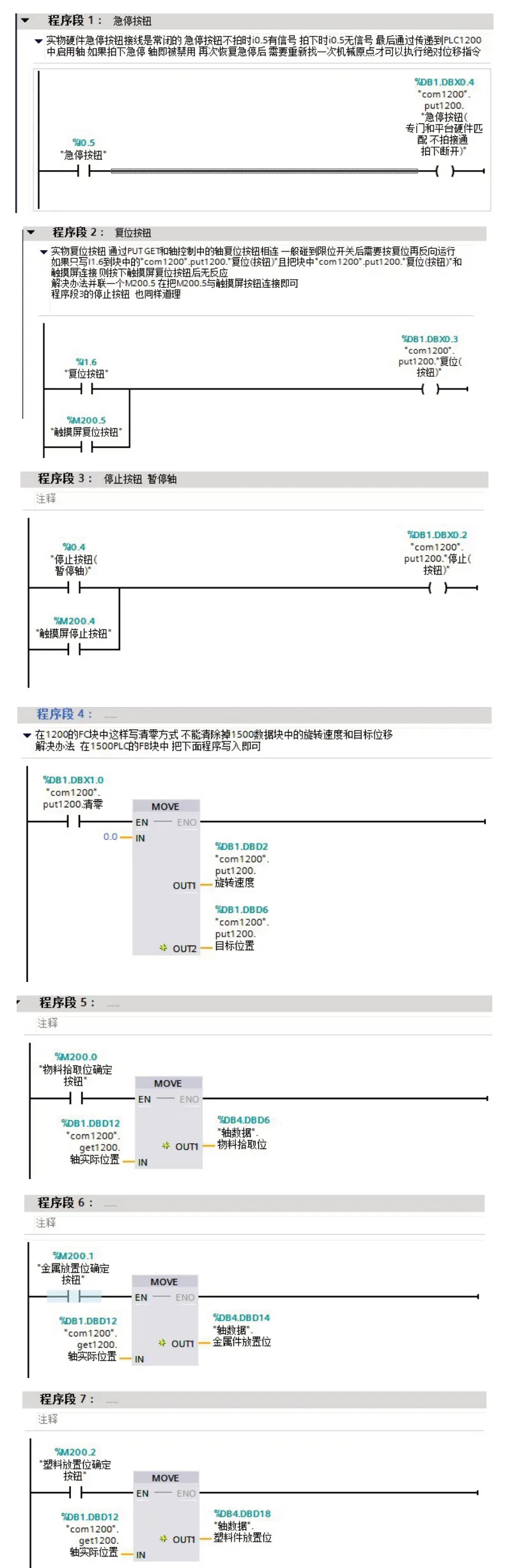
图13 轴手动调试FB块中的程序
3.2 轴手动调试画面的设计
设计如图14所示的轴手动调试HMI界面。
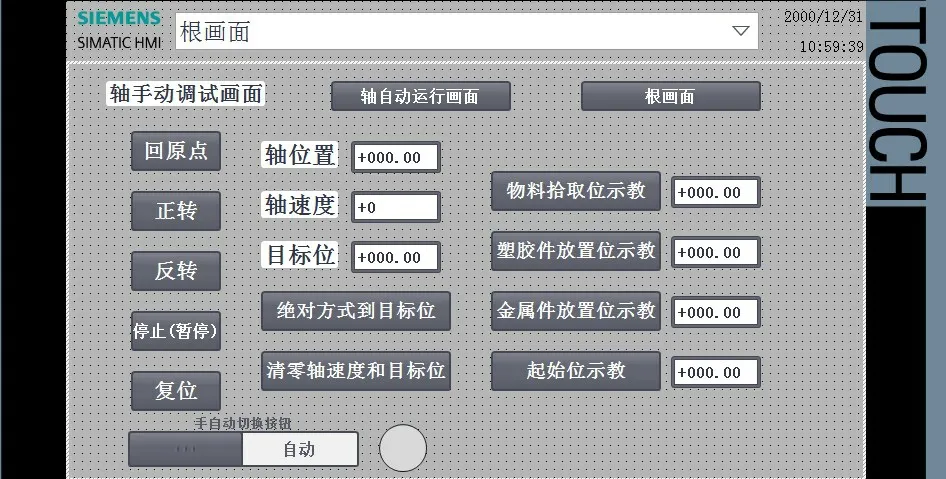
图14 轴手动调试HMI画面布局
其中,回原点、正传、反转、绝对方式到目标位、清零轴速度和目标位这几个按钮,直接和1500PLC中名称为com1200的DB1数据块建立联系(参考图10)。HMI中的物料拾取位示教按钮、金属件放置位示教按钮、塑料件放置位示教按钮、停止按钮、复位按钮分别和图13中的M200.0、M200.1、M200.2、M200.4、M200.5对应,HMI画面中的起始位示教为预留按钮,可以根据需要设置(本设计中物料拾取位就是起始位,所以省去了对起始位示教按钮的设置)。
同样地,轴位置、轴速度、目标位等几个I/O域也是和1500PLC中名称为com1200的DB1数据块建立联系。需要注意,HMI画面中最右列的三个I/O域是和1500PLC中名称为轴数据的DB4数据块建立联系(参考图12,起始位示教按钮右侧的I/O域是预留的可以根据需要设置,本文中没有设置)。HMI中的按钮和I/O域与1500PLC变量的连接关系如图15。
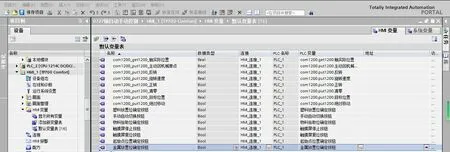
图15 轴手动调试HMI中的主要变量表
3.3 轴手动调试画面的分析
在博途软件中,把1500PLC、1200PLC、HMI分别编译下载到对应设备,然后在触摸屏中点击相应按钮,可以发现轴的手动控制可以实现,各个I/O域的显示也是正常的。
4 结语
本文借助某实训平台,完成了1200PLC控制步进电机、1500PLC控制1200PLC、HMI画面的设计与变量连接、触摸屏控制步进电机手动调试、借助各种数据块完成控制要求等的研究。运行效果结果表明,用触摸屏实现对步进电机轴的手动控制是成功的。下一步,在借鉴实现手动控制的基础上,可以进一步设计自动控制的界面,如何实现手动模式下自动模式被完全切断、自动模式下手动方式不能控制轴运动,是要思考的方向。
猜你喜欢
中国核电(2021年3期)2021-08-13
作文·初中版(2020年9期)2020-10-12
当代工人(2020年13期)2020-09-27
当代工人(2020年8期)2020-05-25
新高考·高一物理(2018年1期)2018-11-23
中学教学参考·理科版(2016年11期)2017-06-08
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
中国高新技术企业(2016年5期)2016-05-14
