大直径轴以车削代磨削的工艺研究与试验
2021-12-16 13:20马鹏强孙焕丽王涛
科技信息·学术版 2021年34期
关键词:高精度
马鹏强 孙焕丽 王涛
摘要:加工大直径高精度长轴,在传统加工过程中,工序安排是精车后转序,到磨削工序,利用磨削加工,来保证加工精度。根据目前数控机床的普及及精度的提高。用车削加工中心的加工能力及机床的性能参数进行研究,经过试验加工大直径高精度长轴,可以保证设计要求及精度。
关键词:大直径、高精度、车削代替磨削
Abstract:Machining large diameter and high precision long shaft,in the traditional processing process,the working procedure arrangement is finishing after the turn sequence,to the grinding process,the use of grinding processing,to ensure the processing accuracy. According to the popularization of CNC machine tools and the improvement of precision. The machining capacity of the turning center and the performance parameters of the machine tool are studied. The large diameter and high precision long shaft can be processed through experiments to ensure the design requirements and accuracy.
Key words:large diameter,high precision,turning instead of grinding
1、引言:
随着机械产品对部件质量要求的不断提高,生产大直径、高精度轴的设备也在不断的提高。随着市场竞争日趋激烈,对设备的制造成本也提出更高的要求。一机多能设备的使用不仅大大降低了生产投入及场地空间占有,还提高了生产效率,降低制造成本,也满足生产需求,是一种最为理想经济效益的选择。
2、以车削代替磨削的工艺设计
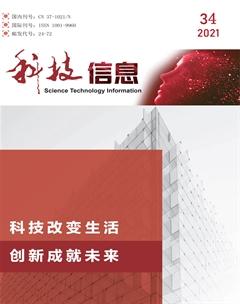
2.1样件选择如下图
2.2试验工艺优化
2.2.1试验工装夹具优化:在卡盘中心内置死顶尖,前后顶尖顶紧工件,使轴以中心孔定心,保证同心。
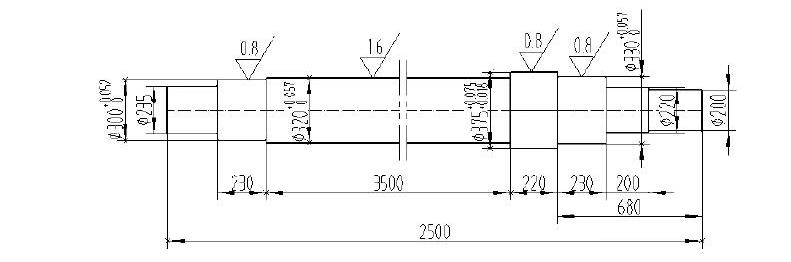
2.2.2车削加工方法优化:中心孔统一标准化:均作成B20中心孔;中心钻如右图1。增加车端面时车削轴端外圆一段的工序。目的是为了保证夹持位置与中心孔同轴度要求。
2.2.3车削刀具的合理选择与优化
配置外圆、端面、中心孔加工刀具,保证中心孔粗糙度在Ra0.8以内,两端中心的同轴度在0.03mm以內。
选用以下三种车刀刀片分别进行试验:
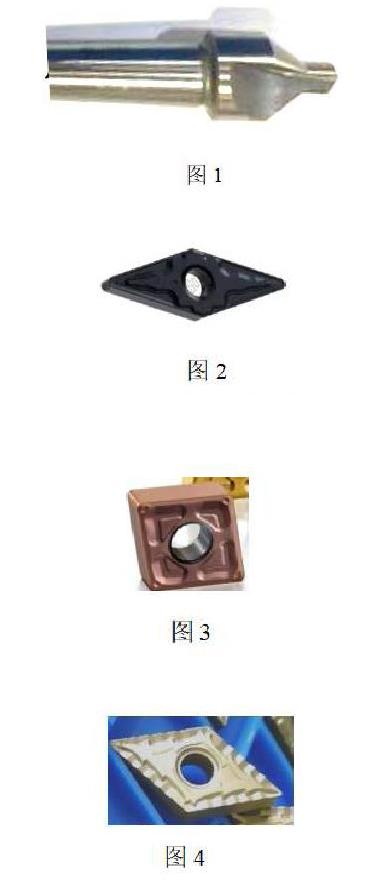
(1)35°(R0.4)车刀片如图2:精车轴类外圆时,刀片刃容易崩,在外圆有划痕,无法满足粗糙度要求。
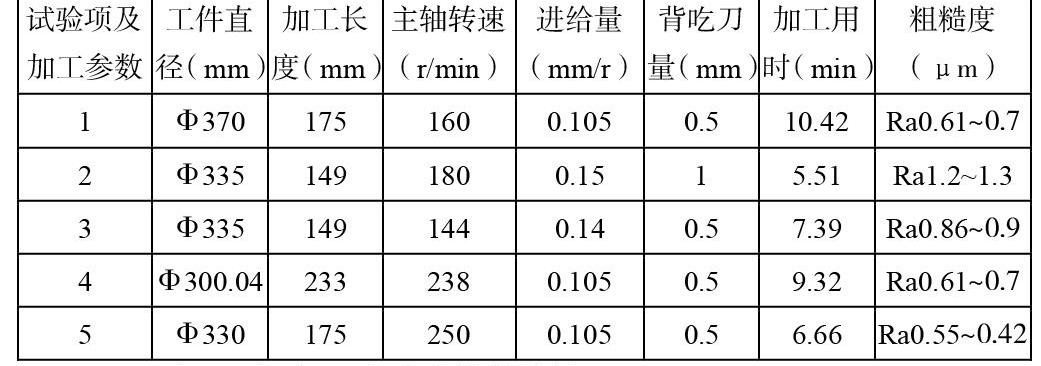
(2)85°(R0.8)车刀片如图3:太钝,排屑不好,易出现挤削现象,影响粗糙度。
(3)55°(R0.8)车刀片如图4:排屑好,刀片耐磨,加工后粗糙度小,可以满足设计要求。
2.2.4冷却方式
对于断续切削工件来说,最好采用“干车削”,否则进刀和退刀时的热冲击会引起刀片破裂。至于连续切削,刀头在干车削过程中产生的高温足以韧化预切削区域,从而降低材料硬度,易于剪切。但是在精车中,尺寸精度、几何公差以及表面粗糙度是必须保证的,如果采用干车削,加工过程中产生大量的切削热,工件温度高,当冷却后,尺寸差异较大,难以保证尺寸公差及圆柱度。因此,以车代磨精车工艺采用浇注切削液,有助于延长刀具寿命和保证产品的技术要求。此外,高压切削液可以减少切屑堆积,降低切屑瘤,从而降低因为切屑瘤阻塞对切削液流至刀头的影响,对切削液的要求也要有一定的防锈蚀能力,是为了防止环境介质及残存的切削液中油泥等腐蚀性物质对金属产生侵蚀。
3、以车削代替磨削的试验过程及程序参数选择
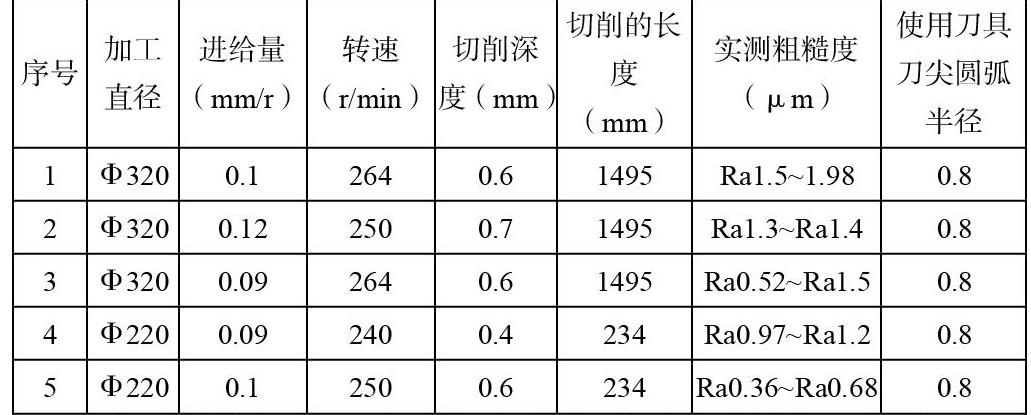
3.1试验过程数据统计与对比
55°(R0.8)车刀片试验数据统计
试验过程,基本能满足要求。但是将山特的刀片与株洲的刀片对
3.2加工参数的选择:
根据实验数据,达到了预期的效果:提高生产效率,降低加工成本。若实现以车代磨后,可以减少工件转运,减少辅助时间。根据调整后的加工参数,加工效率约提高26%。从工时费率计算成本节约也是可观的。
结束语
大直径轴类零件以车代磨工艺实现批量加工,整个工艺系统必须保证工件加工运转过程中的定位稳定性,以及车削过程中切削工艺设计的合理性。实践证明,以车代磨工艺是先进的加工方式,不仅降低了废品率,减少了周转,而且完全可以车削替代磨削工艺,提升产品质量。
参考文献
[1]曹仲杰、齐晓巍、李立、刘伟车削与磨削两用机床的改造.机械制造53卷,第612期
[2]李刚、雷发林、徐英杰、复杂轴类零件以车代磨工艺.金属加工(冷加工)2021年第6期
作者简介:马鹏强,1984年03-,男,回,宁夏,大学本科,机械加工。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
科学家(2022年3期)2022-04-11
科学与财富(2021年34期)2021-05-10
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
电子技术与软件工程(2017年1期)2017-03-06
科学与财富(2016年15期)2016-11-24
科教导刊·电子版(2016年10期)2016-06-02
轻兵器(2015年16期)2015-09-10
中国信息化·学术版(2013年5期)2013-10-09