降低YJ27接装机滤嘴输送过程中的掉嘴停机次数
2021-12-16 13:20刘恒高继仁王建成郇磊郭亮
科技信息·学术版 2021年34期
刘恒 高继仁 王建成 郇磊 郭亮
摘要:为解决滤嘴在输送过程中经常会掉落的问题,对滤嘴在鼓轮中的输送过程进行分析,确定并行鼓轮吸风孔数量少和并行鼓轮吸风孔结构欠合理是导致滤嘴掉落的主要原因,针对这两个问题对并行鼓轮进行了优化改进,改进后掉嘴停机的次数得到了有效地降低。
关键词:YJ27接装机;滤嘴掉落;并行鼓轮;结构改进
1 研究背景
ZJ17卷烟机是常德烟机厂引进德国虹霓公司制造的PROTOS70卷接機组技术后生产制造的中高速卷接设备。目前加工能力较高的国产卷烟机组,额定生产能力:7000支/分钟,产量高、质量稳定,是我厂生产卷烟的主要机型。由于其在自动化程度及质量控制能力等方面具有优势,深受国内卷烟制造企业的推崇。该机型承担着我厂约60%的生产任务,保证其生产效率对我厂顺利完成生产任务尤为重要。
车间以保证生产车间的滤嘴供应工作为出发点,努力提升机组工作效率,要求滤嘴能够稳定地输送,提高机组效率,排除设备不稳定因素,降低设备故障频次,保证设备最佳运行状态。通过统计2019年1月到2月两个月因滤嘴故障而停机的平均情况,发现在输送过程掉嘴所造成的停机平均每天为18次,严重影响设备运行效率。
2 滤嘴掉落原因分析
滤嘴在输送过程中的掉落主要发生在并行鼓轮部位,通过对并行鼓轮的拆卸,我们发现其目前存在两个问题:
(1)经过拆卸发现,固定中间滤嘴的吸风孔只有一排在机器高速运转的情况下,难以保证滤嘴的稳固性。
(2)在生产滤嘴卷烟的过程中,切刀发热,在切割时会产生较多较长丝絮和热熔杂物。并行鼓轮的吸风通道由相邻的两个圆孔构成,两孔之间形成一条肋筋,对丝絮、胶块等杂物形成阻挡,特别是丝絮容易骑挂在肋筋上,如果丝絮挂在两个吸风孔的相邻壁,会造成吸风孔堵塞,负压降低,致使滤嘴段定位不准,引发掉嘴棒、滤嘴棒堵塞、下游搓板堵塞等故障,导致设备停机。
通过以上两个问题可以发现,并行鼓轮的结构存在一定的缺点,接下来要抓住这个问题展开攻关。
3 并行鼓轮的改进
3.1 增加吸风孔
为保障滤嘴在中间吸风孔处的受力均匀,在中间滤嘴段吸风孔的对称位置增加一个同孔径的吸风孔,以此保证中间滤嘴段的稳定性。
零件加工
第一步:用游标卡尺测量中间轮槽左侧边缘到中间孔最右侧边缘的距离为9.5mm。第二步:测量中间孔的直径为5mm,确定了中间孔的圆心位于轮槽右侧边缘7mm处。第三步:以轮槽右侧边缘的中间为原点,以7mm为半径用圆规在鼓轮上划出一道弧线,鼓轮两个齿的中心线与弧线的交点为圆心,在圆心上打上冲样点。第四步:用直径5mm的钻头在冲样点上钻孔,直到钻透工件。第五步:用砂轮或砂纸打磨新钻的孔,使其表面光滑无毛茬。
3.2 改变鼓轮吸风孔形状
将两个圆吸风孔变为一个长圆槽,避免两个圆孔之间的筋条对丝絮的牵挂作用,丝絮或其他杂物可以非常容易通过长圆槽被吸走。
零件加工
第一步:选用铣床进行加工,对孔的位置进行定位。第二步:将直径5mm的铣刀伸入左侧的孔中,深度为2mm进行加工,用铣刀将两个孔之间的材料去除,完成一次工作行程后继续将铣刀深入2mm,直到两个孔被彻底打通。第三步:用砂轮或砂纸打磨加工完的孔,使其表面光滑无毛茬。
3.3改进后的效果验证
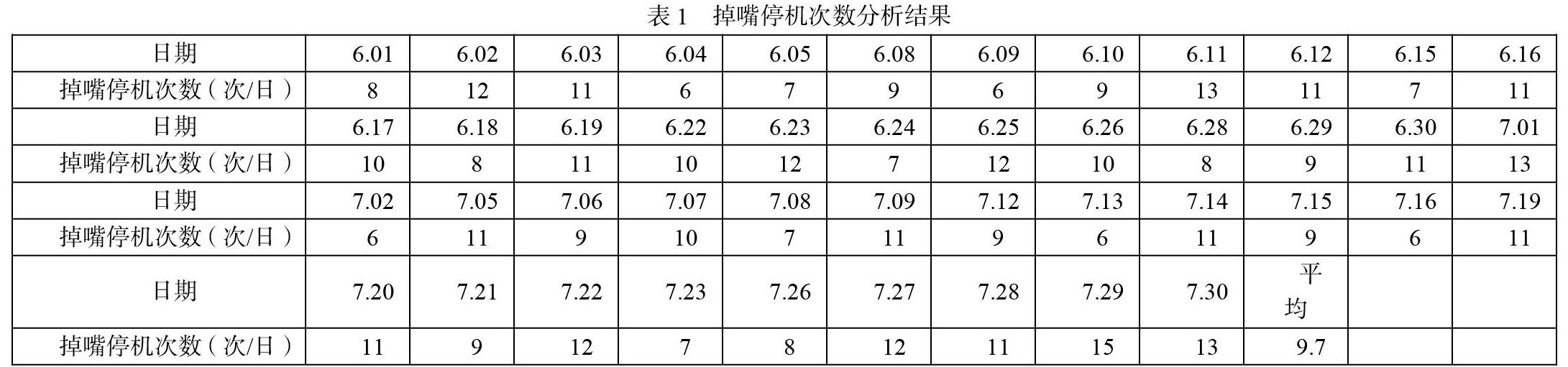
改进后,通过统计2019年6、7月2#YJ27接装机停机记录,得到YJ27接装机滤嘴输送环节故障停机次数如下。
通过对比可以发现,掉嘴停机的次数由最初的18次每天降低到了现在的9.7次每天,停机次数有了明显的减少,能够有效提高设备的工作效率。
3.4标准化
(1)将设计的图纸、加工要点标准化,作为参考资料保存。
(2)新上岗挡车工通过单点课的形式对并行鼓轮工作原理进行培训。
(3)将并行鼓轮保养要点进行标准化。
(4)将安装调整并行鼓轮进行技术操作标准化。
4 结论
对降低YJ27接装机滤嘴在输送过程中掉嘴停机的研究达到了预期效果。本次改进不仅仅适用于ZJ17机型,同样也适用于ZJ112机型,具有广泛的适用性。同时,改进并行鼓轮不仅带来了直接的经济效益,也响应了青州卷烟厂“降本增效提高质量”的战略目标,为企业高质量发展贡献出力量。
参考文献
[1]范光红,徐素军.卷烟卷接工专业知识[J].河南科技技术出版社,2012:301-303.
[2]德国HAUNI公司.PROTOS70卷烟机机械维修手册[J].1995:77-79.
[3]黄启明,喻树洪.卷烟设备维修技巧[J].湖南安全与防灾,2007:56-61.