一种水平分型脱箱造型线的套箱压铁机
2021-12-16 13:20李彦青傅长娟苏士胜梁浩李岚赵云
科技信息·学术版 2021年34期
李彦青 傅长娟 苏士胜 梁浩 李岚 赵云
摘要:介绍了一种水平分型脱箱造型线的套箱压铁机的基本结构,以及如何解决在套箱压铁机往砂型上放套箱压铁过程中,造成的上下砂型套偏现象。
关键词:水平分型脱箱造型线;套箱压铁机;套箱错型
一.引言
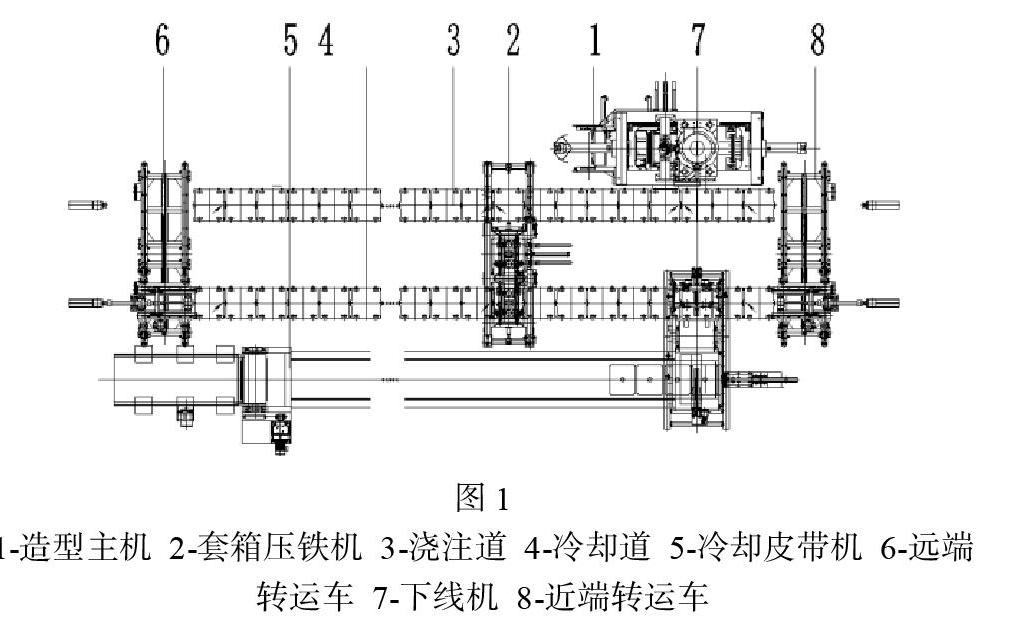
水平分型脱箱造型线是一种集垂直射砂、垂直造型、水平分型优势于一身的造型线。尤其适应于复杂小件的生产。该造型线一个最基本的布局如图1所示:
其中套箱压铁机主要用于将主机造好的上下砂型运输到套箱压铁机工位后,在砂型上套上套箱并在砂型上面压上压铁,以防止在砂型内浇注铁水后胀箱、抬箱。
但是在套箱压铁机往砂型上套箱压铁过程中,经常由于套箱压铁机安装位置精度、套箱内壁粘砂以及压铁底部粘砂的影响造成将上下砂型套偏现象。
二.套箱压铁机的基本组成
图2所示为套箱压铁机的主要组成部分:共三个工位,主要由机架、定位开关、套箱内腔清扫装置、压铁压面清扫装置、行走机构、带有浮动机械手的升降机构等组成。
三.为防止套箱压铁机放套箱压铁产生错型的解决措施和简单改进
第一,为最大限度的减少因为在砂型上放置套箱过程中产生的上下型错型现象,本设计采用了先放压铁压住砂型,然后再往砂型上套套箱的方式,这种方式可以很好的防止砂型在浇注时发生跑火、抬型的现象。值得一提的是,套箱压铁材质均为灰铸铁,抗形变能力和耐用铸造性能更优,制作成本也更低。
第二,套箱压铁机行走机构采用变频减速电机驱动齿轮齿条传动装置在机架上沿行走轨道往返运动,其中变频电机具有起动平缓且运行速度较快的特点,且齿轮齿条传动精度高运行平稳可靠。套箱压铁机行走机构上设有的带有浮动机械手的升降机构,其升降动作和抓取动作的传动均由液压系统传动完成,其运动均匀稳定、无换向冲击且反应速度快。
套箱压铁机行走机构在机架上行走轨道两端的停止位置上还特意分别设置有两个位置临近定位开关,只有当两个定位开关刚好同时有感应信号时,带有浮动机械手的升降机构才能执行放套箱动作,从而进一步保证了工艺安全生产可靠。为此,也更好的用这种低成本方式解决了放置套箱准确度的问题。
第三,本设备为三工位设计,分别为冷却道位(第一工位),压铁套箱清扫位(第二工位)、浇注道位(第三工位)。带有浮动机械手的升降机构的升降机械手同时从冷却道位,压铁套箱清扫位抓取提起套箱、压铁,然后行走机构沿机架上的行走轨道移动到一端的停止位置后,升降机械手分别将套箱、压铁放到浇注道位、压铁套箱清扫位。而后升降机械手松开上升,行走机构沿机架上的行走轨道移动到初始端的停止位置,之后往返重复相关动作,完成套箱、压铁从冷却道位到浇注道位的转移回收。
在实际铸造生产中,套箱内壁和压铁底面经常会出现粘砂现象,粘砂严重时可能会使套箱在套砂型时套不正,致使上下砂型出现错型,导致砂型的棱角、吊砂受到冲击和震动碰碎掉落或型芯被碰坏使碎砂掉入型腔中从而产生砂眼缺陷,进而影响铸件的品质,降低铸件成品率。因此对套箱内壁和压铁底面的粘砂进行清理显的尤为必要。
本设备的压铁套箱清扫工位在升降机械手放下抓取套箱过程中,使清扫刷架与套箱内壁被动接触,从而完成对套箱内壁粘砂的清理,而压铁底面则通过液压系统传动装置驱动清扫推板往返运动来彻底将粘砂清理干净。从而改善了因套箱、压铁粘砂而导致的错型现象,保证了铸件的品质。
第四,抓取套箱、压铁的机械手为浮动式机械手设计。图3为连接升降机构导杆油缸和套箱抓取机械手之间的浮动连接机构,其主要由连接套、圆挡板、连接头、和推力球轴承等组成。其中,连接套通过螺钉固定在套箱抓取机械手上,连接头通过螺钉固定到升降机构的导杆油缸的端部,圆挡板和连接套有一定间隙,圆挡板底面加工有两个环形槽,用于涂抹润滑脂以防止外界杂质进入此机构内部污染轴承,推力球轴承套在连接套与连接头之间,水平方向,推力轴承的上壳体内侧与连接头外圈存在一定的间隙,推力轴承的下壳体外侧与连接套的内圈也存在一定的间隙。由上述结构组成可知,连接套是在一定范围内浮动于推力球轴承之上的。
在浮动连接机构中,连接套无论受到哪个方向力的作用,将以推力轴承相应位置的滚动体为支点产生作用力,第一活动间隙A、第二活动间隙B、第三活动间隙C和第四活动间隙D均为环形间隙,可使连接套相对于连接头在作用力的作用下产生位移。第一活动间隙A、第二活动间隙B、第三活动间隙C和第四活动间隙D的大小决定连接套的位移范围通过设计不同的间距,调整套箱抓取机械手相对于套箱的中心线与砂型的中心线偏差的适应能力。
由于浮动连接机构使套箱机械手处于浮动状态,即被抓取的套箱也是处于浮动状态,所以调试设备时只需将被抓取套箱的中心线在一定程度上接近砂型中心线就可以往砂型上套箱,即允许存在一定的调节偏差,从而使设备调式更加简单方便。
在套箱过程中,由于浮动连接机构使被抓取套箱具有自适应调节作用,套箱可以自适应砂型四个侧面,使套箱的中心线与砂型中心线更容易重合,亦可以有效地避免上下型错型现象。
四.结语
通过客户的生产实践证明,以上四个措施,有效的解决了因为套箱压铁机放套箱而产生的砂型错型现象。
参考文献
[1]徐海港,纪昌勇等,水平无箱造型线预防错型问题的研究[J].农业装备与车辆工程,2015:64-65
[2]蘇士胜,静压造型机的模移回转机构[J].中国装备与技术,2015:40-42
[3]孙恒,陈作模,机械原理[M].北京:高等教育出版社,2008:200-201
[4]陆锡年,常见机构的原理及应用[M].北京:机械工业出版社,1977:351-355