
缩缸再制造技术修复千斤顶缸体的研究与应用
2022-01-06 13:23马忠昌
中国煤炭 2021年12期
马忠昌
(国家能源集团宁夏煤业矿山机械制造维修分公司,宁夏回族自治区银川市,750021)
0 引言
液压支架的主要执行元件为立柱和千斤顶,它们既是液压支架支护顶板的有效性保障,又为液压支架的正常动作及迈步前移起到关键作用,因此在液压支架的维修中,立柱和千斤顶的维修至关重要,也是液压支架维修中的重点控制和质量把控的关键点。通常情况下千斤顶损坏的主要原因是活塞杆镀铬层脱落、碰伤等损坏,以及缸体内孔拉伤、锈蚀麻坑剥落等因素导致密封件的失效。
随着液压支架的多次维修,千斤顶缸体更换的量逐年增加,尤其是液压支架在乳化液浓度不足的情况下使用,加速了缸体的损坏。根据宁夏煤业有限责任公司近几年维修情况统计分析,因千斤顶缸体内表面麻斑剥落、拉伤等造成千斤顶缸体报废量约占总量的67%。传统维修工艺是千斤顶缸体经珩磨修复后直接复用,对因划痕、麻坑深度超过维修尺寸公差允许范围、无法经珩磨修复复用的千斤顶缸体,则只能采用更换新件的形式进行维修,这不仅直接造成支架维修费用的提高,同时降低了支架的使用寿命,在液压支架维修中造成系统性浪费[1]。因此,如何既提升液压支架配件的使用寿命和复用率,又可降低维修成本,需要研究出一种新型再制造维修工艺技术来解决。
1 缩缸再制造专用设备结构、使用步骤及工作原理
1.1 常规维修千斤顶缸体方式
随着液压支架维修频次的增加,千斤顶缸体的维修和更换量越来越大,缸体损坏主要表现在缸体内表面拉伤、腐蚀、磨损、涨缸、变形等,常规维修千斤顶缸体采用的方式如下:
(1)拉伤、腐蚀较轻的千斤顶缸体,在标准公差允许条件下采用珩磨扩大内孔修复处理后直接复用,此类缸体占维修总量的10%左右。
(2)拉伤、腐蚀较重的千斤顶缸体,珩磨工艺扩大内孔尺寸后按照非标准缸径进行维修,采用非标准密封件进行补偿,其缺点一是配套密封件生产准备周期长,密封使用寿命缩短;二是千斤顶使用维护保养时难度加大;三是因维修质量降低,使用单位大多数不愿接受。在不接受非标准维修的情况下,只能更换新件进行维修,此种情况占维修总量的80%左右。
(3)涨缸、变形的千斤顶缸体直接加工更换新件。
以上是造成液压支架维修成本居高不下的一个主要因素,如何既提升配件的使用寿命和复用率,又可让用户接受,则需要研究出一种新型再制造维修工艺来解决。
1.2 缩缸再制造专用设备结构
根据液压支架的千斤顶缸体规格,利用现有C630车床进行改造,改造后可适用于各种规格型号的千斤顶缸体进行加热处理。缩缸再制造专用设备采用PLC控制,主要由修复机床、移动托架、温度瞬降器、中心架、中频加热设备、中频感应加热器等组成。缩缸再制造专用设备结构示意图及设备实物图如图1所示。

图1 缩缸再制造专用设备结构示意图及设备实物
1.3 缩缸再制造专用设备使用步骤
缩缸再制造专用设备使用步骤为:第一步将待修千斤顶缸体加装到机床上;第二步调整中心架使得千斤顶缸体底部与缸口部旋转趋近于同轴旋转,避免移动中频感应加热器时与缸体内表面发生碰撞;第三步选择与千斤顶缸体内孔相对的中频感应加热器[2],将线圈伸到千斤顶缸体底部; 第四步合上中频电源的空气开关,面板“电压指示”绿灯亮,打开水冷交换器;第五步打开机床电源,同时打开移动托架水冷喷头[3];第六步检查PCL控制面板数据[4],并调整参数,确认后按启动键进行千斤顶缸体的修复操作。
1.4 缩缸再制造专用设备工作原理
依据金属热胀冷缩物理特性,利用中频感应加热原理,将中频感应加热器放入缸体内孔,当感应线圈中通入一定频率的交变电流时,周围即产生交变磁场,电磁感应作用使千斤顶缸体内表面产生封闭且高密度的感应电流[5],电流由缸体内表面向外逐渐减小,中频感应加热利用这种“趋肤效应”将千斤顶缸体内表层高密度电流的电能转变为热能,使表层的温度升高,在几秒钟内表面温度可上升到800~1 000℃,温度升高到塑形状态[6-7],此时缸体内壁温度在Ac3以上30~50℃的相变温度下,材料内部结晶组织随即发生相变[8]。而千斤顶缸体外表面由于电流密度较小,因此温度升高很小,所以缸体外壁基本不发生热膨胀。根据工作需要,可以采用不同频率的感应加热设备,一般情况下,中频淬火电流频率在500~10 000 Hz,加热渗透深度在3~5 mm。在喷水快速冷却的条件下缸体内壁材料晶粒组织由奥氏体组织向比容较大的回火马氏体组织转变,其内壁材料晶粒迅速膨胀,千斤顶缸体外经径向方向阻碍了内壁材料晶粒的膨胀,内壁材料晶粒膨胀只能向千斤顶缸体内径中径向地向圆心方向膨胀,使千斤顶缸体内径变小,以实现缩缸再制造修复的目的。
1.5 缩缸再制造工艺主要优点
在液压支架的千斤顶缸体修复中,因缩缸再制造工艺的中频加热设备完全满足不同规格工件的加热需求,尤其是表面加热和瞬时升温的特性,所以千斤顶缸体外壁焊接的进、回液管及管接头受热影响不大,不会导致因受热不均或冷却变形等因素造成焊缝开裂的质量问题。缩缸再制造工艺优点为:一是由PLC控制中频感应加热器加热温度及运行速度,加热温度高且温度可控;二是加热速度快,被加热工件表面氧化少;三是加热渗透深度及温升可控,维修质量稳定;四是节能环保,占地面积小,效率高[9],大小批量生产均适合;五是处理形状复杂工件适应面较广;六是容易实现机械化和自动化控制。
2 千斤顶缸体金相组织分析
千斤顶缸体常用材料为27SiMn,在生产中进行调质处理,获得金相组织为奥氏体。千斤顶缸体内壁在Ac3以上30~50℃的相变温度下,材料内部结晶组织发生相变,在喷水快速冷却的条件下,缸体内壁材料晶粒组织由奥氏体组织向马氏体组织转变[10]。在奥氏体向马氏体转变过程中,晶粒迅速重排并转变为比容较大的回火马氏体,体积迅速膨胀导致内径减小,达到缸体内径变小的修复要求。经过多次试验,缩缸再制造技术可完成1.5 mm及以下范围内的涨缸、麻坑、腐蚀、拉伤等缺陷缸体的修复。缩缸前和缩缸后千斤顶缸体内壁材料组织金相显微组织(400倍)如图2和图3所示。

图2 缩缸前千斤顶缸体内壁材料金相显微组织(400倍)
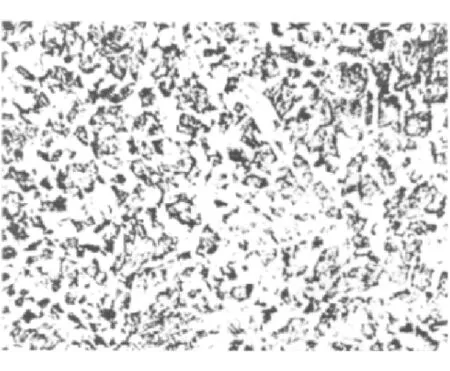
图3 缩缸后千斤顶缸体内壁材料金相显微组织(400倍)
3 缩缸再制造修复千斤顶缸体工艺流程
缩缸再制造技术修复千斤顶缸体工艺主要由挑选分类、缩缸准备、缩缸再制造和后续防腐处理等几个主要阶段组成,采用缩缸再制造技术修复千斤顶缸体,要做到严格把关各个工序过程,确保缩缸再制造技术实施的有效性。
(1)千斤顶缸体的挑选。要保证缩缸再制造产品质量,必须严格对待修千斤顶缸体进行挑选并分类。首先,对待修千斤顶缸体进行珩磨,通过珩磨工艺将麻坑、腐蚀、拉伤等缺陷去除掉;其次,对经珩磨后超尺寸公差1.5 mm及以下的缸体进行缩缸再制造,超尺寸公差1.5 mm以上的报废更换新件;再次,按照缩缸专用设备缩径量参数表进行测量分类,不同区间的尺寸公差缩缸再制造时需要推进的速度不同,避免出现缩过量或缩量不足的情况,增加后续加工工作量。
(2)缩缸再制造前的准备。装夹待修复千斤顶缸体,通过中心架找正并支撑待修缸体随专用机床主轴转动(确保中频感应加热器在推进时不得与缸体内壁发生碰撞干涉)。将中频感应加热器伸至缸体底部,从千斤顶缸体底部到缸口部模拟推进确定行程,调整移动托架温度瞬降器与中频感应加热器位置相对固定。
(3)缩缸再制造作业。将中频感应加热器操作至千斤顶缸体最底部后,向缸口方向移动10 mm,避免中频感应加热器与缸体碰撞,设定好中频加热设备操作对应运行参数,开动缩缸专用机床主轴带动千斤顶缸体旋转,同时开启瞬降器冷却水[11],开启中频加热设备控制面板电源,检查各项参数正常后,开始启动缩缸联动控制,中频感应加热器从头到尾(千斤顶缸体底部到缸口)进行缩缸再制造修复千斤顶缸体。
(4)后续防腐处理。将缩缸再制造千斤顶缸体珩磨至设计尺寸公差,表面粗糙度Ra≤0.4μm,检查缸体内壁的完好性,确保千斤顶缸体内壁的麻坑、腐蚀、拉伤等缺陷全部被珩磨加工掉。修复螺纹、卡槽以及缸口密封带,更换各注液嘴。为加强抗腐蚀性能,缩缸再制造检验合格后再进行多元复合离子渗盐浴强化处理,因多元复合离子渗盐浴表面强化处理件的渗层由氧化膜、化合物层和扩散层组成,形成了具有良好耐磨性、极高抗蚀性和较好抗疲劳性能的复合渗层。
4 经济效益分析
经过缩缸再制造技术修复的千斤顶缸体,使用寿命接近或达到新加工缸体的使用寿命,以2018年宁夏煤业有限责任公司维修的成套液压支架(设备型号为ZY10000/23/50D)为例,缩缸再制造千斤顶缸体共计1 851件,维修费用共计约35万元,若采用更换新件需要费用约214万元,节约维修成本约179万元。2021年,宁夏煤业有限责任公司按照维修15套共计1 733架液压支架计算,需要维修20 796件千斤顶,维修各类千斤顶缸体共计15 382件,千斤顶缸体维修复用率为74%,较采用更换新缸体的方式进行维修可节约维修成本约2 679万元。
5 结语
在液压支架维修中,通过近几年的探索总结和缩缸再制造技术的研究与应用,在宁夏煤业有限责任公司现有千斤顶缸体材质条件下,缩缸再制造技术在液压支架维修中优势明显,修复效果达到再制造技术的要求,既解决了千斤顶缸体在维修中“只换不修”的窘境,系统性地提升了千斤顶的循环利用,又降低了维修成本,提高了配件使用寿命,进而提高液压支架的整体使用寿命[12]。
猜你喜欢
文物季刊(2021年1期)2021-03-23
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
中国临床医学影像杂志(2019年5期)2019-01-07
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年10期)2017-11-28
中国铸造装备与技术(2017年3期)2017-06-21
制造技术与机床(2017年2期)2017-05-04
工业设计(2016年12期)2016-04-16
