
阶段磨矿—异步浮选工艺回收某铜冶炼渣中的铜
2022-01-25 13:17王鹏程王洪成斗孙平王帅朱贤文
矿产保护与利用 2021年5期
王鹏程,王洪成,斗孙平,王帅,朱贤文
1.西部矿业集团科技发展有限公司,青海 西宁 810006;2.青海省有色矿产资源工程技术研究中心,青海 西宁 810006;3.青海省高原矿物加工工程与综合利用重点实验室,青海 西宁810006;4.西藏玉龙铜业股份有限公司,西藏 昌都市 854000
随着经济的不断发展,我国铜产量和消费量迅猛增长,铜产量和消费量连续多年位居世界第一,铜冶炼渣数量随之也逐年上升,铜冶炼渣年产量达2 000万t以上,渣中含金属铜近百万吨,金属铁超千万吨及其他有价元素,具有较高的资源价值和经济价值[1-2]。铜冶炼渣是火法冶金的一种产物,主要成分来自铜精矿、熔剂和还原剂灰分中的造渣成分,成分较原生铜矿更为复杂[3]。冶炼渣作为各种氧化物的熔体,其中铁、二氧化硅、氧化钙和氧化铝的含量较高,矿物组成主要为铁橄榄石、磁铁矿和脉石组成的玻璃体[4-6]。冶炼渣中的铜矿物因冶炼工艺手段不同分为氧化铜、冰铜和金属铜等形式[7-8],其中主要以冰铜的形式存在,主要组成为Cu2S和FeS的熔体,是一种人造矿物,可浮性较天然矿物差。铜冶炼渣一般均采用浮选法进行回收,常采用两段闭路磨矿,磨矿细度达到-43 μm占80%以上,采用常规的一段磨矿—浮选工艺会导致部分铜矿物过磨,影响铜的回收。采用阶段磨矿—异步浮选工艺可避免粗粒级铜矿物过磨,提高铜回收率。铜冶炼渣因矿物组成和矿石性质复杂,大力开发高效环保的铜冶炼渣技术、提高铜冶炼资源利用率,减少资源浪费,加快铜冶炼渣选矿技术的推广,发展循环经济具有重要意义。
1 铜冶炼渣化学成分
该铜冶炼渣为铜精矿底吹熔炼炉渣,经过环冷、破碎后进入铜渣选矿车间,试样多元素分析结果见表1。矿物组成测定结果见表2。从表1可以看出,冶炼渣中铜品位为5.23%,含量比较高,是冶炼渣中主要回收的元素。金含量为0.56 g/t,银含量为12.38 g/t,具有很高的回收价值,可综合回收。从表2可以看出,冶炼渣中铜矿物主要为冰铜和金属铜,脉石矿物主要为铁酸盐和铁橄榄石,还有大量的玻璃相,玻璃相的存在给选矿带来不利的影响。

表1 试样多元素分析结果 /%
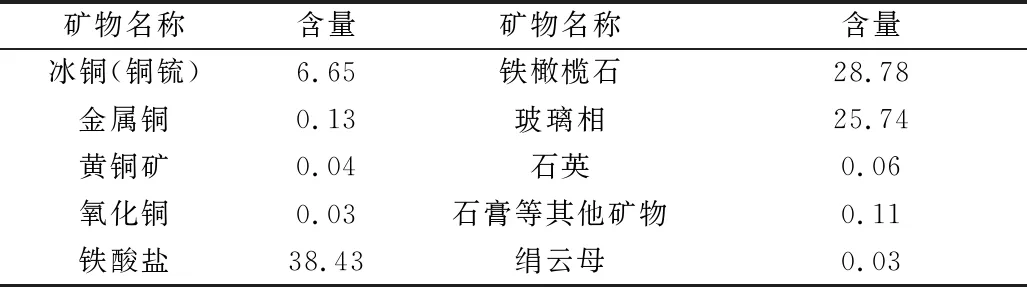
表2 试样主要矿物组成 /%
2 选矿原则方案的确定
铜冶炼渣作为一种“人造矿石”,选矿方法主要有浮选、磁选、重选和联合选矿等多种方法,在实际生产中多采用浮选法回收有用矿物。铜冶炼渣因硬度大,铜矿物嵌布粒度不均匀,有一部分铜矿物嵌布粒度粗,还有一部分铜矿物嵌布粒度细,确定采用“阶段磨矿—异步浮选”工艺进行回收,在较粗的磨矿细度下优先回收可浮性较好的粗颗粒铜矿物,浮选尾矿再磨后回收细粒级的铜矿物,进一步提高铜回收率[9-10]。
3 结果与讨论
3.1 快速浮选矿浆质量浓度影响
铜冶炼渣在浮选过程中,解离后的大颗粒铜矿物较多,且泡沫层较脆。因此,不同的浮选矿浆质量浓度对铜冶炼渣的浮选指标有较大的影响。本次试验主要考察了矿浆质量浓度对铜浮选指标的影响。在磨矿细度-0.074 mm含量在75%的条件下,选择铜选择性较好的Z-200作铜捕收剂,用量为60 g/t,松醇油用量80 g/t,试验流程见图1,试验结果见图2。
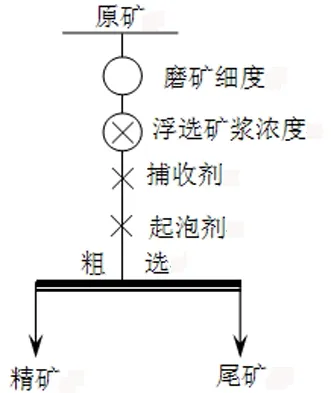
图1 快速浮选试验流程
由图2可知,浮选矿浆质量浓度对铜冶炼渣浮选指标的影响较大,随着矿浆质量浓度不断增大,铜精矿品位逐渐降低,但变化幅度不大,铜回收率先升高后降低。当浮选矿浆质量浓度为36%时,选别指标最好,可获得含铜46.36%、铜回收率74.52%的铜精矿。
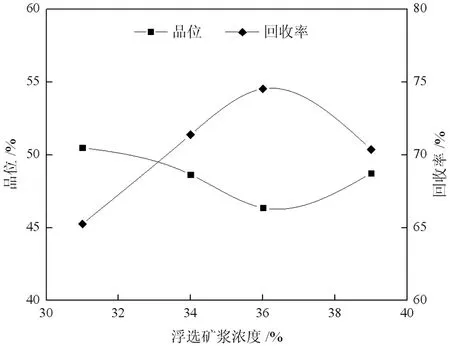
图2 浮选矿浆质量浓度对浮选结果的影响
3.2 快速浮选磨矿细度影响
铜冶炼渣作为各种氧化物的熔体,结构致密,晶体微小,通常均比较硬,难以磨碎,但冶炼渣中有部分铜矿物嵌布粒度较粗,在较粗的磨矿细度下即可获得单体解离。本次试验主要考察了快速浮选时磨矿细度对铜浮选指标的影响。在浮选矿浆质量浓度36%的条件下,采用铜选择性较好的Z-200作捕收剂,用量为60 g/t,松醇油用量80 g/t,试验流程见图1,试验结果见图3。
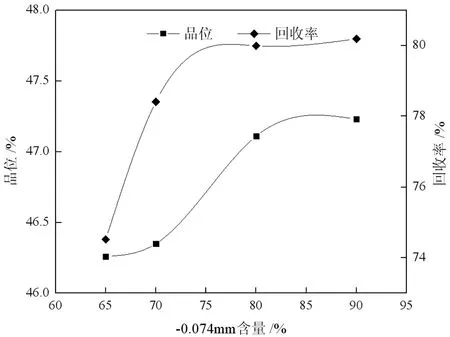
图3 磨矿细度对浮选结果的影响
从图3可知,磨矿细度对冶炼渣浮选指标的影响较小,当磨矿细度-0.074 mm含量在65%~90%之间,精矿品位变化不大,基本都在46%左右,铜回收率随着磨矿细度的增加逐渐升高,当-0.074 mm含量大于80%时,铜回收率变化不大。因此,确定后续的磨矿细度-0.074 mm含量为80%,此时可获得含铜47.11%、铜回收率79.79%的铜精矿。
3.3 快速浮选Z-200用量影响
本次试验固定磨矿细度-0.074 mm含量占80%,浮选矿浆质量浓度为36%,Z-200作捕收剂,松醇油用量80 g/t,主要考察Z-200用量对冶炼渣选别指标的影响,试验流程见图1,试验结果见图4。
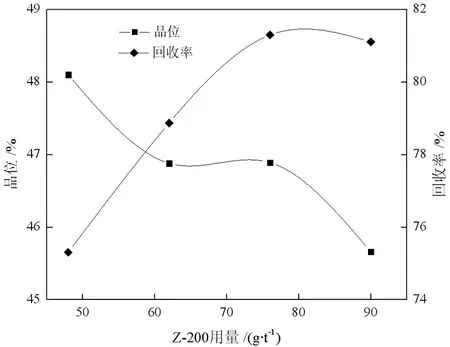
图4 Z-200用量对浮选结果的影响
从图4可知,随着Z-200用量的不断增加,精矿产率逐渐增加,精矿中铜品位先升高后降低,铜回收率逐渐升高。当Z-200用量为76 g/t时,选别指标最佳,当用量继续增加时,铜回收率虽有升高,但品位下降较大。
3.4 快速浮选松醇油用量影响
本次试验固定磨矿细度-0.074 mm含量占80%,浮选矿浆质量浓度为36%,Z-200用量为76 g/t,主要考察松醇油用量对冶炼渣选别指标的影响,试验流程见图1,试验结果见图5。

图5 松醇油用量对浮选结果的影响
从图5可知,随着松醇油用量的不断增加,精矿中铜品位逐渐降低,回收率逐渐升高。综合考虑药剂成本等因素,最终选择松醇油的用量为85 g/t。
3.5 快速浮选尾矿再磨细度的影响
冶炼渣中有部分铜矿物的嵌布粒度较细,需要在较细的磨矿细度下才能达到完全解离。本次试验以快速浮选尾矿作为给矿,主要考察再磨细度对铜浮选指标的影响。采用Z-200+戊基黄药作组合捕收剂,松醇油作起泡剂,试验流程图见图6,试验结果见图7。
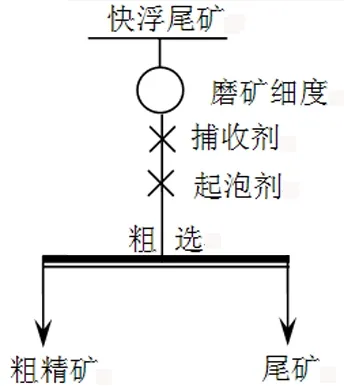
图6 快速浮选尾矿再浮选试验流程
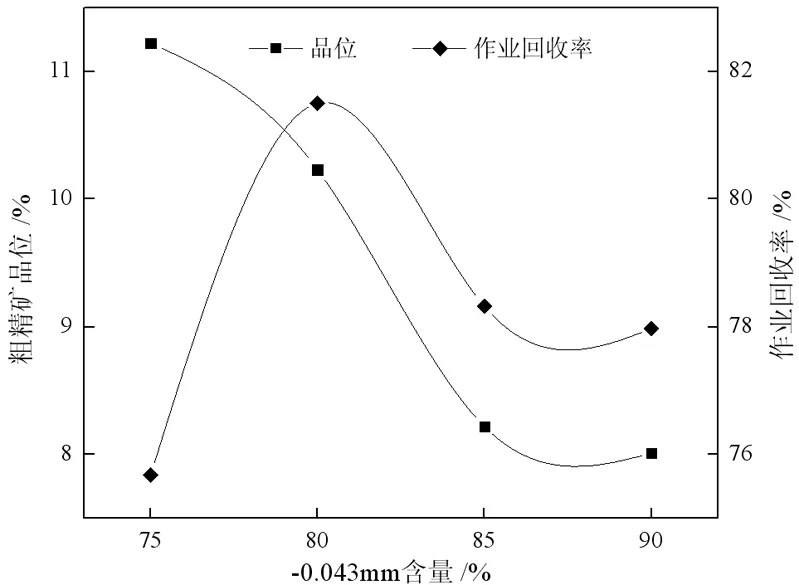
图7 快速浮选尾矿再选磨矿细度试验结果
从图7可知,随着再磨细度的不断提高,铜粗精矿品铜位逐渐降低,铜回收率先升高后基本保持不变。当再磨细度为-0.043 mm占80%时,可获得含铜10.23%、铜作业回收率81.50%的铜粗精矿,铜选别指标最佳。后续确定再磨细度为-0.043 mm占80%。
3.6 快速浮选尾矿再浮选捕收剂用量的影响
为强化细颗粒铜矿物的回收,在选择Z-200的基础上,同时添加捕收能力的戊基黄药作组合捕收剂。本次试验以快速浮选尾矿作为给矿,主要考察捕收剂用量对铜浮选指标的影响。再磨细度-0.043 mm含量为80%,采用Z-200+戊基黄药作组合捕收剂,松醇油作起泡剂,试验流程图见图6,试验结果见图8。
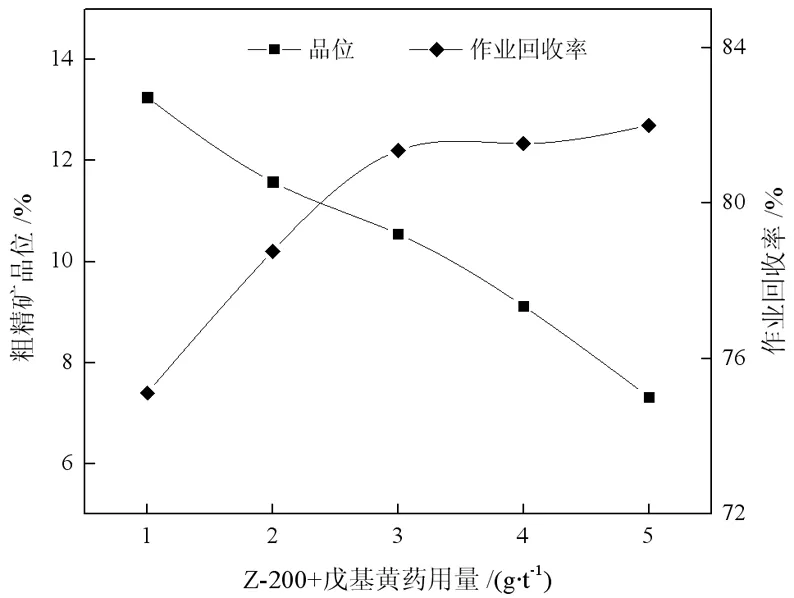
1:Z-200+戊基黄药用量(22+60 g/t);2:Z-200+戊基黄药用量(30+70 g/t);3:Z-200+戊基黄药用量(38+80 g/t);4:Z-200+戊基黄药用量(46-90 g/t);5:Z-200+戊基黄药用量(54+100 g/t)。
从图8可知,随着捕收剂用量的不断增加,铜粗精矿铜品位逐渐降低,铜回收率先升高后基本保持不变。当Z-200+戊基黄药的用量为(38+80)g/t时,可获得含铜10.55%、铜作业回收率81.36%的铜粗精矿,铜选别指标最佳。
4 全流程闭路试验
在条件试验的基础上,考察中矿返回对浮选的影响,在开路基础上进行了全流程闭路试验。由开路中矿工艺矿物学研究发现,中矿铜矿物的单体解离度较低,依次返回上一级浮选作业后均以连生体形式损失在尾矿中,为此对浮选中矿集中返回至再磨作业,提高中矿的单体解离度。试验流程见图9,试验结果见表3。
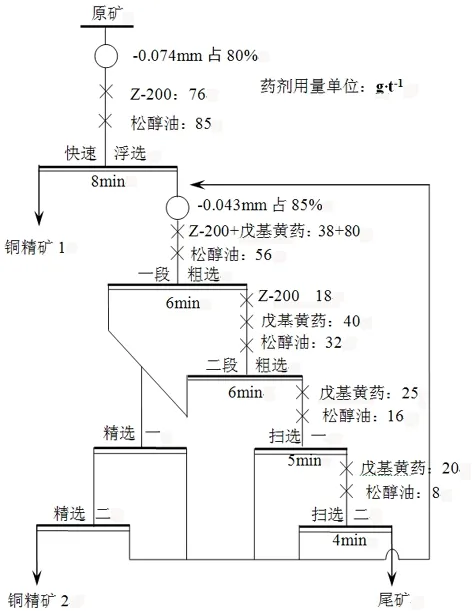
图9 全流程闭路试验流程

表3 全流程闭路试验流程结果 /%
从表3可知,冶炼渣含铜5.19%,在磨矿细度-0.074 mm含量占80%的条件下,Z-200作捕收剂,松醇油作起泡剂,经过依次快速浮选可获得含铜45.36%、铜回收率81.65%的铜精矿1,快速浮选尾矿经过再磨,再磨细度为-0.043 mm占80%的条件下,采用Z-200+戊基黄药作组合捕收剂,松醇油作起泡剂,经过两次粗选两次扫选两次精选,可获得含铜13.65%、铜回收率13.74%的铜精矿2。即可获得含铜33.99%、铜回收率95.40%的综合铜精矿,尾矿中铜损失率可控制在5%以下。综合铜精矿中含金 3.42 g/t,含银79.17 g/t,金回收率85.94%,银回收率81.17%,该冶炼渣中的铜、金、银均得到较好的回收。
5 结论
(1)冶炼渣中铜品位为5.23%,是矿石中主要回收的元素。金含量为0.56 g/t,银含量为12.38 g/t,具有很高的回收价值,可综合回收。冶炼渣中铜矿物为冰铜和金属铜,脉石矿物主要为铁酸盐和铁橄榄石,还有大量的玻璃相,玻璃相的存在为选矿带来不利的影响。
(2)冶炼渣中铜矿物嵌布粒度不均匀,既有嵌布粒度较粗的铜矿物和金属铜,还有部分嵌布粒度较细的微细粒铜矿物,选择阶段磨矿阶段选别的工艺可有效避免粗颗粒铜矿物过磨,提高铜的回收率。
(3)冶炼渣在磨矿细度-0.074 mm含量占80%的条件下,Z-200作捕收剂,松醇油作起泡剂,经过一次快速浮选可获得含铜45.36%、铜回收率81.65%的铜精矿1,快速浮选尾矿经过再磨,再磨细度为-0.043 mm占80%的条件下,采用Z-200+戊基黄药作组合捕收剂,松醇油作起泡剂,经过两次粗选两次扫选两次精选,可获得含铜13.65%、铜回收率13.74%的铜精矿2。即可获得含铜33.99%、铜回收率95.40%的综合铜精矿,尾矿中铜损失率可控制在5%以下。综合铜精矿中含金3.42 g/t,含银79.17 g/t,金回收率85.94%,银回收率81.17%,该冶炼渣中的铜、金和银均得到较好的回收。
猜你喜欢
有色金属材料与工程(2022年5期)2022-10-27
现代矿业(2022年7期)2022-08-17
广西大学学报(自然科学版)(2022年2期)2022-07-06
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
山东理工大学学报(自然科学版)(2022年3期)2022-03-01
煤炭工程(2021年4期)2021-05-08
大众投资指南(2020年15期)2020-11-27
矿冶(2020年4期)2020-08-21
