
CATIA型材自动切割指令转换研究
2022-01-27 07:31王少华郭文忠
船舶与海洋工程 2021年6期
李 进, 王少华, 章 强, 郭文忠, 刘 亚
(中船黄埔文冲船舶有限公司, 广东 广州 510000)
0 引 言
中船黄埔文冲船舶有限公司龙穴厂区配备有型材自动下料切割生产线,该生产线能实现型材的自动进料、转运和切割,具有生产效率高和人工成本低等特点。流水线的型材自动切割机通过自带的DIG自动切割指令转换软件读取SPD软件设计的型材LST格式文件,生成自动切割指令,能完成型材端部形式切割、流水孔和透气孔切割、端部坡口切割等一系列工作,自动化程度高,产品质量好[1-2]。近年来,越来越多的产品开始采用CATIA软件设计,CATIA软件无法生成型材自动切割指令的问题日益突出。没有指令,型材自动切割机就无法生产,最后只能采用手工下料的方式,这不仅会降低型材切割流水线的产值,而且会增加生产成本。为解决该问题,本文对采用CATIA设计的型材文件进行研究,并开发出能读取的型材自动切割指令。
1 CATIA型材自动切割指令的转换方法
目前SPD软件能生成型材LST文件,型材自动切割机自带的DIG自动切割指令转换软件通过读取LST文件生成切割指令[3]。CATIA软件只能生成XLS文件,该文件与LST文件相比,除了格式不同,表达的内容基本一致,若XLS文件能转换成LST文件,就能实现型材的自动切割。在型材自动切割指令转换流程(见图1)中,若XLS文件能生成LST文件,就可与原有的SPD业务流程完美衔接,不需要额外设计一套业务流程,这样能简化公司的业务流程,有利于管理的提升。
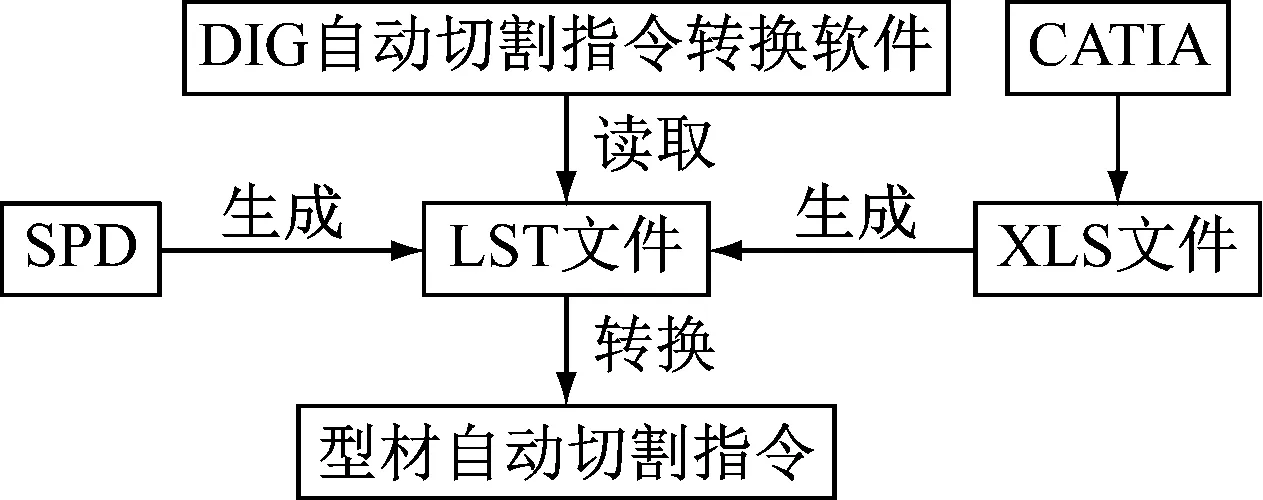
图1 型材自动切割指令转换流程
2 LST文件格式分析
LST文件主要由表头项目和内容项目组成,其中表头项目包括型材名、左右舷数量、长度和端切形式等信息。以第一排“=”为分界线,该分界线以下为每根型材的对应信息,型材与型材之间的内容以“=”分开。其中各项字符的意义如下:
1) “Part Name”栏给出型材零件名。
2) “Length”栏给出型材零件的轨迹线长度,以毫米为单位,该长度既不包括余量,又不包括端部冲角,因此不等同于下料长度。SB表示右舷,PS表示左舷,L表示正落件数,R表示反落件数,4个件数合起来就是该零件的总下料数量。所有数据默认型材平铺,角钢或球扁钢折边向下。零件有两端,称为端头1和端头2。当端头1在左方时为正落方式,当端头1在右方时为反落方式,无论哪种方式,在量取尺寸时都从端头1开始量取。
3) “WGT”栏给出型材零件以千克为单位的单件重量。以*1*和*2*分2行给出零件端部切割的数据。
4) “type”栏给出端部切割类型,即船体端部切割标准码的前2位。
5) “ENDCUT DATA” 给出对应于该端部切割类型的参数[4]。
6) “MARK”给出型材零件某一端在船体上的方位,AFT表示向艉,FOR表示向艏,SB表示向右舷,BOT表示向下,TOP表示向上。
8) 若有端部坡口,则在“BEVW”栏给出各端腹板的坡口,在“BEVF”栏给出面板的坡口。若有余量,则在“EXC”栏给出各端的余量。
9) 在“TYPE/DIM”栏给出型材规格,以“类型/规格”的形式给出。在“Quality” 栏给出型材的材料牌号,例如A表示A级钢。
10) 若型材零件上有开孔,则以“HOLE”为标题给出开孔的类型、孔中心高度和距端头1的距离。例如“HE60*30 V=30 U=999”。
11) 若型材零件上有边界孔,则以“NOTCH”为标题给出开孔的类型和距端头1的距离。例如“R50 U=999”。
12) 若型材零件上有切口,则以“CUTOUT”为标题给出切口尺寸码和距端头1的距离。例如“250*90*25*35 U=999”。切口尺寸码的形式为贯通材h*b*上r1*下r2,前面可带有负号"-",表示反向的贯通切口(理论线靠型材零件端头2)。
13) 若型材零件需逆直线弯曲加工,则以“BENDING TABLEi”为标题提供逆直线弯曲加工数据[5]。例如,当i=1时:

BENDING TABLE 1
i为逆直线序号;D为逆直线上各点距端头1的距离;H为对应的离基准边的高度。1个型材零件上最多可布置4根逆直线。
14) 若逆直线根数过多,则以“BENDING TEMPLATE TABLE”为标题改为提供铁样制作型值。
15) 若型材零件是需弯曲加工的面板零件,则以“FORMING DATA”为标题提供面板弯曲加工数据。面板被划分为STRAIGHT(直线段)、ARC(圆弧段)和CURVED(曲线段)等,给出每段的中和轴长度、弯曲半径和拱高。当段数过多或出现曲线段时,还提供制作弯曲样板的型值点数据L(长度)和D(拱高)。
3 型材端切代码编写
3.1 型材端切形式收集
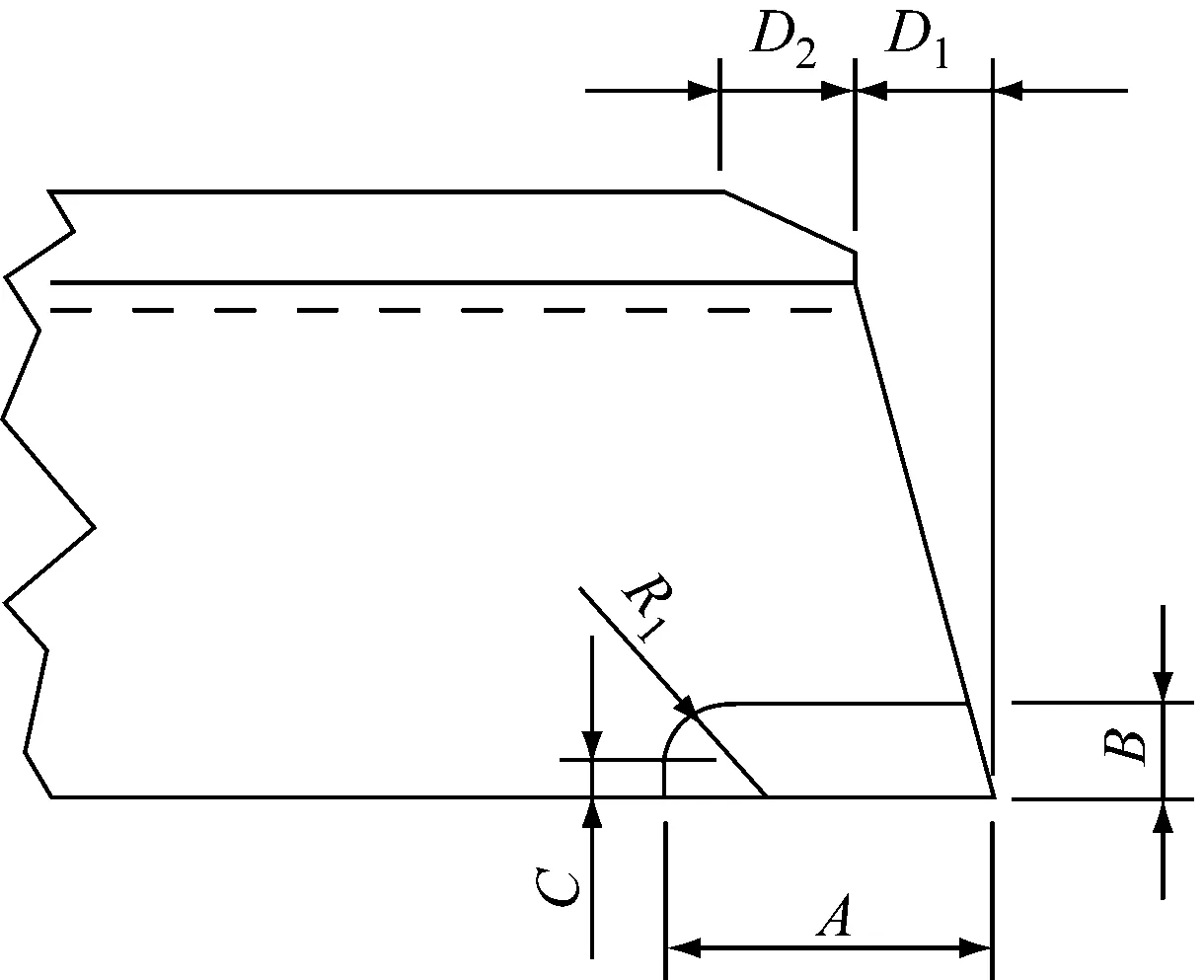
型材端切形式(见图2)是型材加工中最重要的部分之一,端切形式限制条件多,形式种类多,对切割指令进行转换也是最困难的部分。为提高代码的转换效率,对所有的端切形式进行收集归类,以便于代码的编写简化。
a) 压球头节点
3.2 端切形式转换规则
1) 端部类型判断:包含R、L、D为类型71,其中D值包含D1、D2和D3值,根据B值按照1∶4的比例得出D1、D2和D3值;包含R、L、C为类型129(且不包含B);有D为类型24;有S、J和Y为类型23(适用扁铁);有L为类型22(适用扁铁);无上述字母为类型21(适用扁铁);129类型转22类型,把C值指定为0。
2)A、B、C、R1、D1、D2、D3、V1、V2、V3值计算。
计算C值、D2值和V2值,其中C25表示C值=25,D2=(球头高度-C值)×1.732;若C后无值,则C值为0;*表示C=球扁钢厚度+10(固定),D2=(球头高度-C值)×1.732;V2=30。S30节点,计算B值、D3值和V3值,其中B=15(固定);D3=(球扁钢高度-15)×tan角度。
3) R25和WC、G过焊孔节点,计算R1的值,其中,WC(R1=-10),G(h<120,R1=WC=-10),120≤h<150(R1=30),150≤h<250(R1=35),250≤h(R1=50)。
4) R10L20B15过焊孔节点,计算A值、B值、R1值,A=R+L,B=B,R1=R。若B不存在B值,默认为R。
5) R10J120和R25Y120h100等高T型角接节点,计算R1值、B值、D3值、V3值。R25J120:R1=R,B=J,D3=(球扁钢高度-J)×1.732,V3=30。R25Y120h100:R1=R,B=h,D3=Y,V3=arctan(高度-B/D3)/pi×180。注:R可替换为WC或G。
6) 开孔计算。Y值在“++++ H O L E ++++”备注写Y=35,开孔写300Y,D35,V=35/2+15=33,U=300。T值和E值在“++++ H O L E ++++”备注写T或E=60×30,开孔写300T或E。HO或HE=60×30,V=30/2+15=30,U=300。Z值在“+++ N O T C H +++”,开孔写185Z30,R=30/2=15,U=185。若Y、T和E在备注中没写值,则采用默认值处理。
7) 方向确认(根据起始肋位计算)。“左”和“舷”转换为OUTB;“下”转换为BOT;“上”转换为TOP;“中”转换为CL;“右”转换为SB;“艏”转换为FOR;“艉”转换为AFT。
8) 坡口转换规则。“反20度”转换为COVN*;“正20度”转换为COVS*;“反30度”转换为VN30;“正30度”转换为VS30;“反45度”转换为VN45;“正45度”转换为VS45。
9) 长度转换。长度为总长减去左右余量,若有削斜,则需加上削斜值D1。
4 XLS文件格式分析
XLS文件(见表1)是现场施工的依据,其以表格的形式列出型材加工的各项信息,包括零件名、加工码、坡口和端切等。LST文件与XLS文件表达的内容一致,只是格式不同,利用Excel办公软件的“宏”模块编写VBA程序,抽取XLS文件的信息,按LST文档的格式输出LST文件。成功转换LST文件之后,将程序集成到集成系统中,利用集成系统的型材套料功能进行套料,自动型材切割机根据LST文件和套料文件生成最终的切割指令,其操作步骤如下:
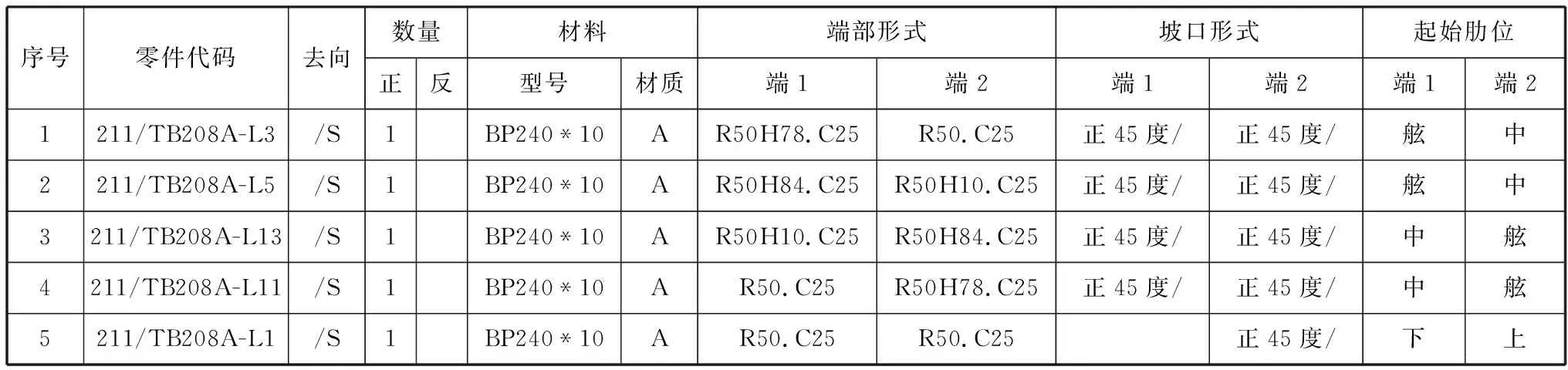
表1 XLS文件格式示例
1) 导入集成系统型材数据,通过数据导入模块将CATIA型材XLS文件导入集成系统中[6];
2) 生成LST文件,将XLS文件的转换程序集成到集成系统中之后,通过一键点取转换即可将XLS文件转换为LST文件;
3) 集成系统型材套料,加载需进行套料的单元,点击开始计算,套料之后根据界面的套料情况优化材料规格,争取每个规格的利用率都达到98%以上;
4) 生成套料结果,完成型材套料之后,点击“导出套料结果”,输出TXT格式的套料文件;
5) 生成型材自动切割指令,利用型材自动切割机配套的程序读取LST文件和套料文件,点击“生成NC切割程序”,生成切割指令。
5 型材切割指令切割测试
型材自动切割指令转换程序完成之后,在CATIA上建立15根型材模型,作为切割样,每根型材长0.5 m,端切形式囊括所有的端切组合、开孔组合和坡口组合。将这15根型材切割样转换成型材切割指令,并采用型材自动切割机进行切割测试,切割结果示例见图3。
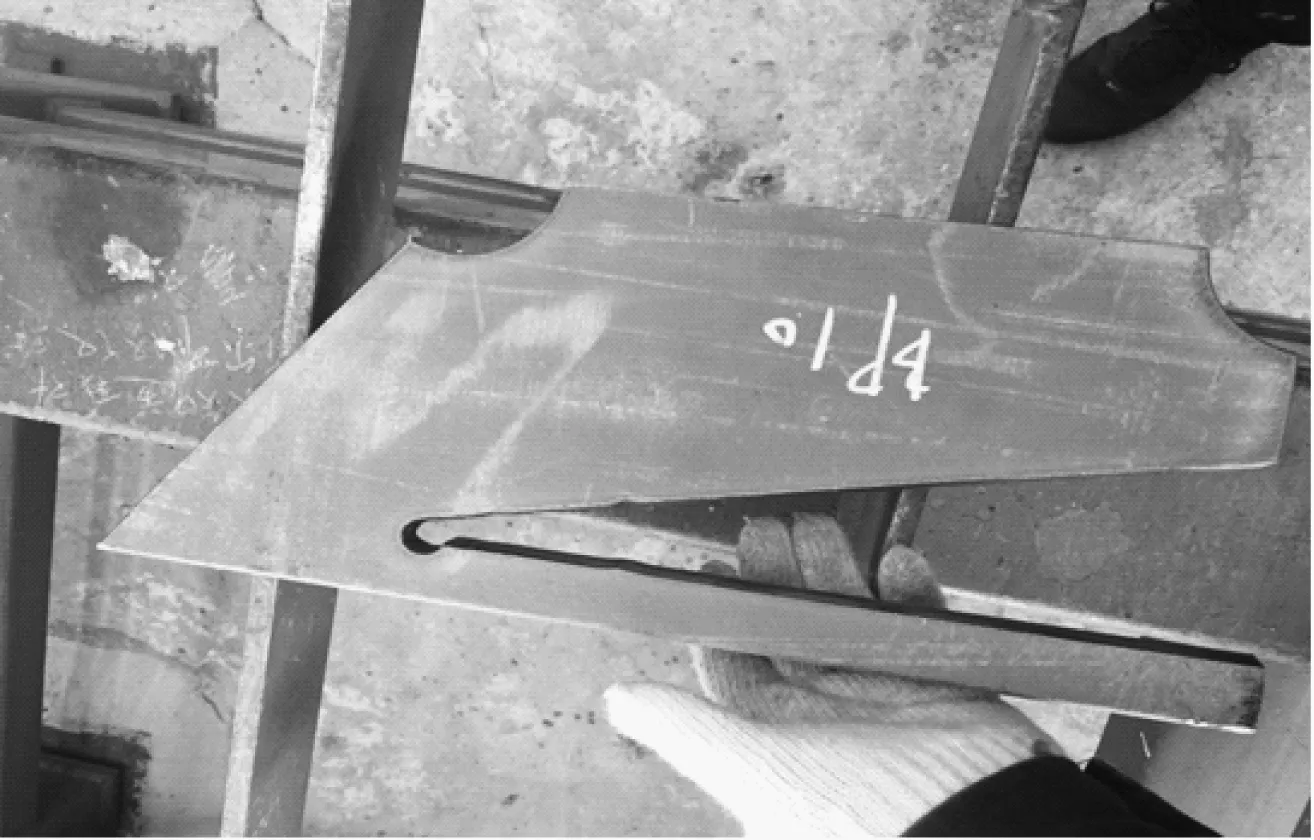
图3 切割结果示例
6 结 语
通过切割测试可看出,各切割样成型良好,各端部的R值、斜边L值、压球头值和流水孔等参数基本符合代码的要求,且指令差错率为零,证明了程序具有良好的可靠性。实现CATIA型材自动下料之后,使CATIA设计的型材切割工作业务融入SPD的业务流程中,简化了流程,不仅提高了生产效率,降低了人工成本,而且很好地保证了产品质量。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
文萃报·周五版(2020年29期)2020-10-20
汽车与安全(2020年6期)2020-09-22
科技风(2020年2期)2020-02-14
汽车与安全(2020年10期)2020-01-06
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15
农家科技(2018年3期)2018-06-27
科技创新与应用(2018年3期)2018-01-24
