核电站薄板不锈钢水池热丝TIG自动焊应用研究*
2022-02-02 13:47杜恒芳陈旭芳
施工技术(中英文) 2022年23期
杜恒芳,李 政,王 雄,王 康,陈旭芳
(中国建筑第二工程局有限公司,北京 100160)
1 工程概况
某核电站不锈钢水池属于核质保Q1级、核安全Ⅱ级的设备,对接带垫板焊缝需进行100%VT+100%LT+100%PT+100%RT探伤,焊接质量要求严格。不锈钢水池由底板、池壁、天花组成,包含IRWST水池、反应堆水池、ASG水池、ASP水池、EHR水池、乏燃料水池、转运井、运载井及准备井等,水池材质为022Cr19Ni10,池壁和天花厚4mm,池底厚6mm,坡口形式为V形,角度为单边(30+2.5)°,组对间隙2~6mm,不锈钢水池对接焊缝长达13 000m,焊接工作量大,且薄板在焊接时易变形,质量控制难度很大。
采用手工氩弧焊焊接打底焊缝,现场组装焊缝时,覆面板与拍片槽垫板间易贴合不严密,干烧焊接熔化坡口底部后,进一步加大覆面板与拍片槽贴合面间隙,熔化的铁水沿间隙流入,但温度不足以熔化覆面板底部母材,造成拍片射线底片有加宽的黑线,而此黑线与未熔合缺陷显示类似,判定为未熔合缺陷。
该热丝TIG激光跟踪自动焊由激光视觉检测系统、智能控制系统、数据通信及控制、焊接小车、焊接电源和摆动送丝机构等构成。打底焊道采用15 000Hz超级脉冲+摆动焊接+热丝+弧压跟踪+焊接前进行激光示教的方式,保证焊接时实时跟踪坡口变化和焊道直线度变化,并切换事先储存的焊接JOB号调,调用适合的焊接参数完成焊接,电弧更精密、更聚弧、功率强度更密集,能加大均匀的熔深,减少热影响区域,加大电弧压力,有效连接拍片槽与覆面板,避免现场组对时因覆面板与拍片槽贴合不严,导致射线底片出现黑线的未熔合缺陷。采用德国蕾姆电源,以获得稳定电弧,保证自动焊打底、填充、盖面焊接参数稳定输出,焊接过程连续,提高焊缝质量。不锈钢水池三维模型如图1所示,其现场焊接接头节点如图2所示。

图1 不锈钢水池三维模型

图2 不锈钢水池现场焊接接头节点
2 现场有间隙焊缝模拟试验
2.1 试验材料、设备
覆面板与垫板(拍片槽)材质均为022Cr19Ni10,抗拉强度Rm均≥490MPa,垫板使用φ1.2的大西洋焊丝ER308L,焊机型号为Inverting prodigtal 350DC。
2.2 有间隙模拟件制作
根据现场焊接经验,在不锈钢覆面板和拍片槽组对紧密的情况下,当采用自动焊进行无填充、无摆动工艺时,焊缝一般不出现未熔合等缺陷,但因现场条件复杂,很难保证长直焊缝贴合紧密、焊缝不出现未熔合缺陷。所以根据现场情况,采用自动焊工艺进行有间隙焊缝模拟试验,并分析原因,提出解决办法。
试验件施工流程如下:根据设计图纸,确定焊接工艺方案→根据质量计划,对钢板下料→加工钢板坡口→构件组对,覆面板与垫板间隙为1.5,1.3mm→焊接覆面板,进行无损检测→分析射线检测结果→理化检测。
参考BS3RXC25232DPZS42SD《内环池-2.7m以下池壁钢覆面焊接节点图》中的W01焊接节点,结合覆面板与垫板贴合间隙,确定自动焊TIG焊无填充、无摆动的焊接工艺,构件组对时要求焊缝一侧间隙为1.5mm,另一侧为1.3mm(见图3)。
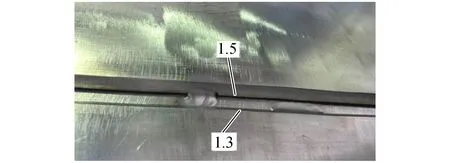
图3 覆面板与垫板间隙
参与试验的人员需参加交底培训,完成后焊工按照模拟工艺参数焊接覆面板,模拟件编号为SYYJ-GG-001,工艺参数如表1所示。

表1 模拟件焊接工艺参数
打磨干净试件两侧各50mm的区域,避免氧化物或夹杂物对焊接产生影响,进行自动焊时,风速≤2m/s、环境湿度<90%,焊接前应检查所有工具、线路、电源开关及接地是否良好,是否有松动的零部件,严禁使用其他金属丝代替开关保险丝,检查标定是否在有效期内,不得使用没有标定和失效的工机具。焊接作业前必须了解现场环境,确保无易燃易爆的物品和气体泄漏后才可进行,焊接的弧光火花必须与氧气瓶、燃油等易燃易爆物品保持适当距离。
按照焊接参数焊接焊缝,焊缝成型良好,焊接后对焊缝进行无损检测。
根据检测报告,VT,LT,PT检测结果合格,RT检测结果为1号片在88~99处存在2个气孔,-15~95mm处未熔合;2号片在-100~85mm处未熔合,焊缝射线不合格,无损检测结果如表2所示。

表2 无损检测结果统计
射线底片中有2条明显的黑线(见图4),且黑线有一定宽度,与未熔合现象特征基本吻合,故无损检测评定结果为焊缝未熔合缺陷。由于覆面板与垫板焊接时存在间隙(1.3,1.5mm),分析焊缝未熔合缺陷主要是因为根部存在间隙,同时对射线缺陷进行力学分析,研究缺陷对焊缝质量的影响。

图4 试验焊缝射线底片影响
标识焊缝无损检测报告中的缺陷位置,有2处连续的未熔合缺陷,且在88,94mm处有超标气孔,为进一步研究射线底片黑线对焊缝力学性能的影响,在缺陷位置切取试样,进行常温拉伸、面弯、背弯、宏观金相、微观金相等理化试验,为有效辨别已有缺陷与底片黑线对焊缝性能影响的区别,将SYYJ-GG-001-2背弯试块取88,94mm处超标气孔,其他试样取其余底片黑线处进行研究。
对选取的试样进行理化检测,检测项目及检测依据与实际焊缝要求一致,理化报告显示取自其余底片黑线处的常温拉伸、面弯、背弯、宏观金相、微观金相试验满足要求,结果为合格,同时宏观金相未发现未焊透、未熔合及超过射线检验标准的气孔,且无裂纹。而88,94mm处超标气孔存在5.1mm宽的开口性缺陷,不合格。
3 模拟试验分析及改进措施
3.1 模拟试验未熔合问题分析
1)覆面板与垫板组对存在间隙时,焊缝表面成型良好,无损检测VT,PT,LT结果合格,焊缝打底采用不加丝、无摆动焊接方法时,RT底片显示黑线影像(见图5)。

图5 焊缝截面(背后有间隙时)
2)对RT底片存在黑线影像位置及超标缺陷位置进行理化试验,当所取试样仅在黑线位置(无其他缺陷),理化试验结果满足要求;当所取试样在黑线位置且有超标气孔缺陷时,理化试验结果不满足要求。说明射线底片有未熔合缺陷时,对焊缝力学性能影响不明显或影响甚微,但有超标缺陷的情况下,对焊缝力学性能影响较大,导致不合格。
3.2 模拟试验改进措施
现场不锈钢覆面板带拍片槽对接焊接时,存在拍片槽安装不平整、覆面板沿墙弧度安装时变形、组对角度偏差、顶紧力不足等问题,导致覆面板与垫板组对时存在一定间隙,难以达到设计要求的零间隙,需改进焊接工艺,减少现场焊接工艺或规避因环境因素导致的焊接缺陷,具体如下。
1)采用15 000Hz超级脉冲+摆动焊接打底,电弧更精密、更聚弧、功率强度更密集,能加大均匀熔深,减小热影响区域,加大电弧压力,可有效连接拍片槽与覆面板。打底时增加摆动功能,可将熔池内的金属母材两侧融化、填充间隙,避免在根部产生未熔合缺陷。
2)自动焊采用激光视觉跟踪系统,可在焊接环境中实时提取焊接区域信息,如位置、间隙、错边、面积、电弧、熔池、咬边、余高等,以保证焊接质量。
3)自动焊采用弧压跟踪系统,可保证自动焊接时实时监控弧压,使均匀处于正常弧压下,避免焊接时弧压突变引起焊接质量问题。
4)自动焊接时增加热丝功能,可提前加热焊丝,提高焊接效率。
5)改进后的焊接工艺参数如表3所示。

表3 改进焊接工艺参数
4 改进措施验证
依据改进措施进行焊接,确认焊接工艺无问题后,按照《RCC-M压水堆核电站核岛机械设备设计与建造规则》(2007版)和ISO 15614—7—2016《金属材料焊接工艺规程及评定》要求,进行试件焊接、试样检验、性能测定验证,最终结果均满足要求,检测结果如表4~6所示。

表4 无损检测结果

表5 化学分析检测结果 %

表6 力学性能检测结果
5 自动焊现场应用
现场应用前制作1∶1的模拟件,并通过无损检测(100%VT+100%LT+100%PT+100%RT),验证该工艺在现场条件下是否满足要求,模拟件完成后,按照实体焊缝施工流程执行质量开启计划、焊接专项交底、焊接控制单,并在焊接时控制不锈钢覆面板焊接变形。TIG自动焊工艺在IRWST水池、反应堆水池、ASG水池中优先开启应用。热丝TIG激光跟踪自动焊IRWST水池焊缝如图6所示。

图6 热丝TIG激光跟踪自动焊IRWST水池焊缝
6 结语
核电站薄板不锈钢水池采用热丝TIG自动焊工艺,通过对核工艺进行开发研究、模拟试验验证、工艺参数改进及现场应用验证等措施,得到以下结论。
1)打底焊道采用15 000Hz超级脉冲+摆动焊接工艺,可有效解决覆面板与拍片槽贴合不严密产生未熔合的问题。
2)不锈钢水池进行TIG自动焊时,采用弧压跟踪、激光跟踪控制的方法,很大程度上实现自动化、智能化焊接,操作简单,可减少对熟练焊工的依赖。
3)不锈钢水池TIG自动焊具有热丝功能,可加速焊丝熔敷率,提高焊接效率。
4)蕾姆电源性能稳定,可保证自动焊打底、填充、盖面的焊接参数稳定输出,使焊接过程连续,提高焊缝质量。
5)现场使用热丝TIG自动焊的应用效果良好,表明此工艺已具备现场实体焊接的能力,焊接质量可靠,可大量推广。
猜你喜欢
少年文艺·我爱写作文(2020年11期)2020-11-23
数学小灵通(1-2年级)(2020年10期)2020-11-14
学生导报·东方少年(2019年16期)2019-07-02
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
饮食与健康·下旬刊(2017年12期)2017-12-06
中国卫生(2016年12期)2016-11-23
小学生导刊(低年级)(2016年11期)2016-11-14
少年文艺·我爱写作文(2016年9期)2016-05-14
初中生之友·中旬刊(2015年10期)2015-11-03