甘油塑化剂对聚对苯二甲酸-己二酸丁二酯/淀粉复合材料性能的影响
2022-02-04 13:14王雪盼潘小虎李乃祥
合成技术及应用 2022年4期
王雪盼,潘小虎,2,李乃祥,2
(1. 中国石化仪征化纤有限责任公司研究院,江苏仪征 211900; 2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
当前由于塑料制品带来的严重白色污染,生物可降解材料得以迅猛发展,其中PBAT兼具PBA和PBT的优势特性,既有优异的延展性和断裂伸长率,也有良好的耐热性和冲击性能而广泛应用。但单独使用过程中存在加工性能差,价格昂贵等问题。淀粉基可降解材料可以很好解决上述问题,但由于天然淀粉分子结构中含有大量的羟基,较强的氢键,导致热塑性差难以直接用于淀粉基材料加工[1]。因此淀粉塑化处理成为淀粉基可降解材料生产的关键技术。卢淦等[2]以PBAT为基材,添加玉米淀粉、HM-128和山梨醇等改性剂,研究了玉米淀粉用量对材料的力学性能,当PBAT占比64%、玉米淀粉占比30%时,复合材料拉伸强度为12.6 MPa;王紫霜等[3]利用高压反应釜制备了糊化淀粉,加入增塑剂和增容剂,利用双螺杆挤出机混炼制备淀粉/PBAT复合材料切片,当PBAT用量小于30%,淀粉与PBAT相容性好。黄文杰等[4]研究发现两步法制备PBAT/PLA/TPS复合材料,复合薄膜的拉伸强度大于7 MPa、断裂伸长率大于200%。田银彩等[5]采用两步法研究了PBAT/热塑性玉米淀粉共混改性对结构和力学性能影响,复合材料的拉伸强度和断裂伸长率与TPS用量呈负相关,弹性模量与之相反。
以甘油为塑化剂促进PBAT与淀粉相容性多有研究,但是基本上采取两步法制备,工序复杂、薄膜强度较低、能耗高。因此,本文利用双螺杆挤压造粒,单螺杆挤出吹膜方法制备淀粉复合膜,以拓宽PBAT的应用。
1 试 验
1.1 原料
PBAT,工业级,中国石化仪征化纤有限责任公司;玉米淀粉,食品级,山东福洋生物淀粉有限公司;甘油,分析纯,无锡市亚盛化工有限公司;相容剂XR736,工业级,上海修远化工有限责任公司。
1.2 仪器设备
HAAKE双螺杆挤出机,CTW 100 OS型,赛默飞世尔科技公司;摩擦系数仪,MXD-01,Labthink公司;微机控制电子万能材料试验机,CMT 4104型,深圳市新三思材料检测有限公司;场发射扫描电镜,FEI Nova Nano SEM450型,美国赛默飞公司;桌面吹膜机,FBVI-20/28型,广州普同。
1.3 样品制备
PBAT与淀粉、甘油、相容剂按配比混合均匀,经双螺杆挤出机挤出造粒,挤出机各区温度分别为130、135、140、140、140、140、140、140、140℃、140 ℃,转速、进料量按需设置,传输带风冷切粒,然后在鼓风烘箱中80 ℃干燥4 h。
将所得粒料通过桌面吹膜机吹膜,吹膜条件:加料口到模口温度分别为140、150、160 ℃,熔体泵温度为150 ℃,喂料量25 r/min,牵伸速率3.5 m/min。制得薄膜厚度约35 μm。
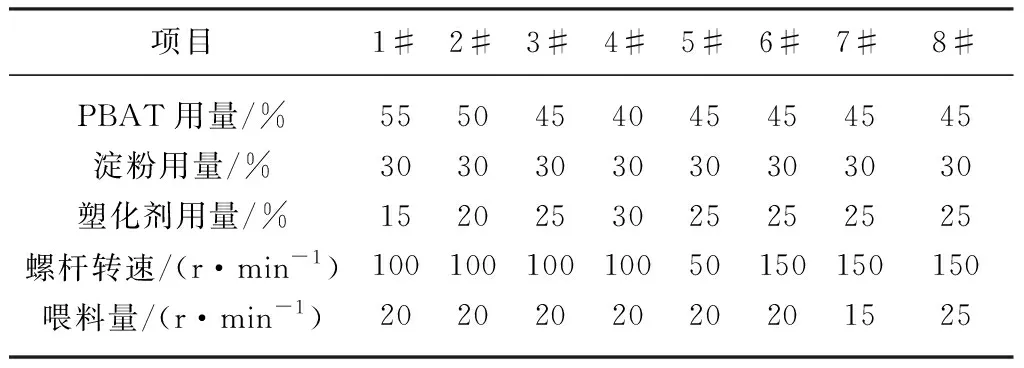
表1 PBAT/TPS复合材料配方表
1.4 分析测试
断面形貌分析:采用场发射扫描电镜测试,样条液氮中脆断后,断面喷金处理,电压设置为10.00 kV,操作环境为真空,放大倍率为1 000倍。
薄膜力学性能测试:按照GB/T 1040.3—2006进行测试,拉伸样条为2型长条状,长度大于100 mm,宽度20 mm,拉伸速率为500 mm/min,取10根样条进行测试,取均值。
摩擦系数性能测试:采用摩擦系数仪测试,预热设备30 min,将薄膜试样(200 mm×80 mm)正表面朝上平整铺放在水平实验台上,用固定夹定住,将另一个相同的薄膜试样包住滑块,用弹簧夹使长边固定在滑块纵向两边的凹槽内,之后,滑块开始滑动,直至试验结束。两试样相对移动60 mm内的力的平均值为动摩擦力Fd,取10根样条进行测试,取均值。
2 结果与讨论
为探究热塑性淀粉的最优加工配方及工艺,将不同比例的甘油与淀粉、PBAT混合均匀后,经双螺杆挤出机挤出造粒得热塑性淀粉改性PBAT复合材料,然后对PBAT/淀粉复合材料进行吹膜评价,研究甘油用量、螺杆转速以及螺杆喂料量对其性能的影响。
2.1 甘油用量对薄膜性能的影响
在相同的螺杆转速与喂料负荷的条件下,加入不同用量的甘油(15%、20%、25%、30%),研究不同甘油用量对薄膜性能的影响。
2.1.1 甘油用量对PBAT/淀粉复合材料塑化程度的影响
为了研究甘油用量对PBAT/淀粉复合材料表面形貌的影响,即表征PBAT/淀粉复合材料的塑化程度,对PBAT/淀粉复合材料进行了SEM测试,结果如图1所示。
由图1可以看出,甘油用量较少时,如a所示,样条表面呈现明显的两相结构,随着甘油用量的增加,PBAT/淀粉复合材料的塑化程度逐渐变好,与文献中所得结论一致[6],这是因为甘油分子体积小,随着甘油量增加,更容易进入淀粉分子内部,与淀粉分子上的羟基结合,形成新的氢键,将原本螺旋成团结构的淀粉分子支撑开,淀粉分子变得松散,分子与分子间互相缠结,使其变成具有一定力学性能的热塑性淀粉。
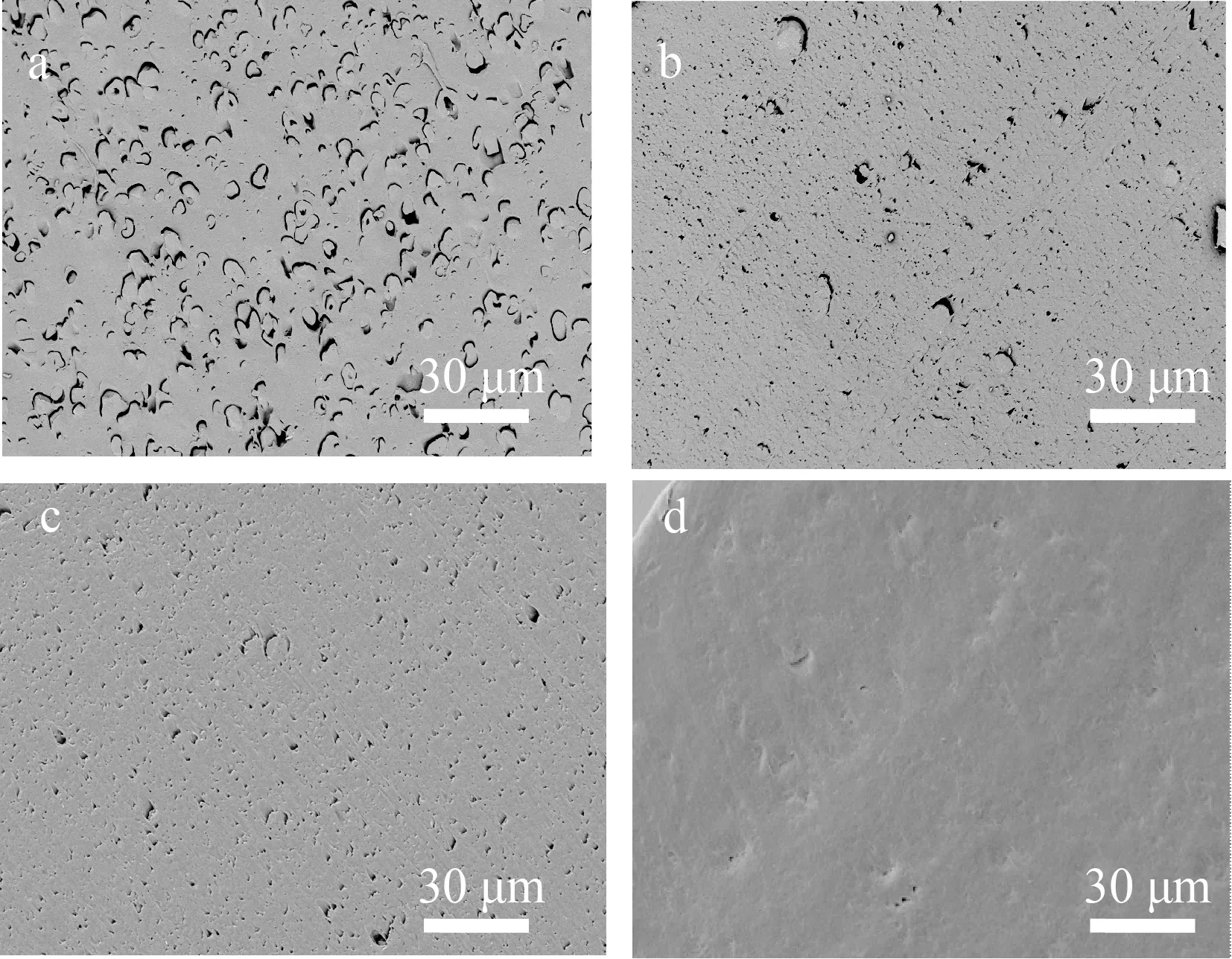
图1 不同甘油用量的PBAT/淀粉复合材料SEM图
2.1.2 甘油用量对薄膜力学性能的影响
将不同甘油用量的薄膜制品利用电子万能材料试验机进行力学性能测试,结果如图2所示。
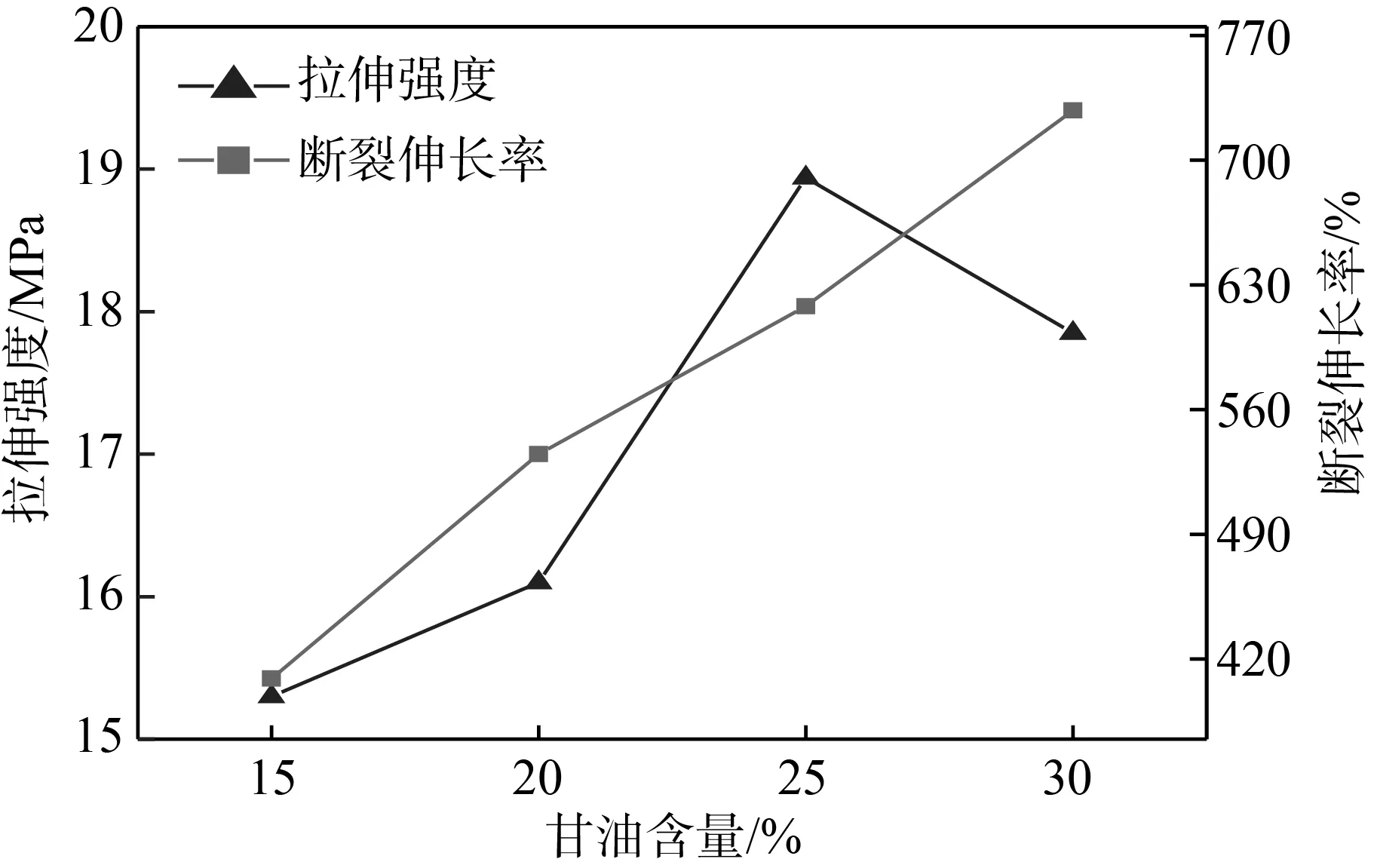
图2 甘油用量对薄膜力学性能的影响
由图2可以看出,随着甘油用量的增加,薄膜的断裂伸长率逐渐增加,但是拉伸强度先升高后降低。这可能是由于小分子的甘油进入淀粉中,淀粉的支链支撑起来,提高了塑化程度,在剪切力的作用下,淀粉分子中的一部分由于外强剪切力在空间位阻作用下发生缠结,拉伸强度提高,但随着甘油用量的提高,空间位阻效应降低,缠结力降低,拉伸强度降低。且塑化剂的用量较高时吹膜后放置一段时间会有甘油析出,导致淀粉发生回生,从而PBAT/淀粉复合材料的拉伸强度降低。
2.1.3 塑化剂用量对薄膜动摩擦系数的影响
动摩擦系数是彼此接触的物体做相对运动时摩擦力和正压力之间的比值。当物体处于水平运动状态时,正压力与重力相等。不同材质的物体的动摩擦系数不同,物体越粗糙,动摩擦系数越大。利用摩擦系数测定仪测定不同塑化剂用量薄膜的动摩擦系数,结果如下图3所示。
图3 甘油用量对薄膜动摩擦系数的影响
由图3可以看出,随着甘油用量的提高,薄膜的动摩擦系数呈现逐渐减小的趋势,说明薄膜表面越光滑,其结果与电镜结果所示结论相同,这是因为随着甘油用量的提高,淀粉分子或分子链段的运动能力变强,由于分子间作用力而产生的束缚作用被减弱,使熔体更易于流动。且随着羟基数目的增多,使得结合水分子的数目也增多,薄膜的脆性得到改善,结构变好。
综合上述分析结果,本文优选甘油用量为25%。
2.2 螺杆转速对薄膜性能的影响
在25%用量的甘油条件下,保持相同的喂料负荷20 r/min,研究不同螺杆转速(50、100、150 r/min)对薄膜性能的影响。
2.2.1 螺杆转速对复合材料塑化程度的影响
利用场发射扫描电镜研究螺杆转速对复合材料塑化程度的影响,测试结果如图4所示。
由图4可以看出,随着螺杆转速的提高,PBAT/淀粉复合材料切面越光滑,材料的均一度变好,表现为较好的相容性,塑化程度明显变好,这可能是因为,随着螺杆转速的提高,在甘油作用下大量淀粉颗粒被破坏,空间位阻降低,分子链在强剪切力下变得有序,淀粉在螺槽内逐渐塑化均匀。
图4 不同螺杆转速的复合材料SEM图
2.2.2 螺杆转速对薄膜力学性能的影响
利用电子万能材料试验机对复合材料薄膜制品进行力学性能测试,结果如图5所示。
图5 螺杆转速对薄膜力学性能的影响
由图5可以看出,随着螺杆转速的提高,薄膜的力学性能呈现上升的趋势,这可能是因为随着螺杆转速提高,螺纹对材料的剪切力增大,淀粉内部氢键破坏的更多,且淀粉与塑化剂之间形成了更加稳定的氢键,复合材料的热塑性增强,力学性能得到改善。
2.2.3 螺杆转速对薄膜动摩擦系数的影响
利用摩擦系数测定仪测定不同塑化剂用量薄膜的动摩擦系数,结果如图6所示。
由图6可以看出,螺杆转速的提高可以改善薄膜表面的光滑度,在50 r/min时薄膜的动摩擦系数最大,说明薄膜表面较粗造,与电镜图显示结论一致。这可能时因为随着螺杆转速的降低,淀粉颗粒被破坏量减少,没有足够的空间运动,导致PBAT/淀粉复合材料流动性变差,呈现出粗糙的表面,因而双螺杆转速为150 r/min比较适宜。
图6 螺杆转速对薄膜动摩擦系数的影响
2.3 喂料负荷对材料性能的影响
由于HAAKE双螺杆转速与喂料量的匹配限制,研究了在双螺杆150 r/min转速,甘油用量25%条件下,不同喂料负荷(15、20、25 r/min)对材料性能的影响,结果如图7所示。
由图7可以明显看出,喂料负荷较小时,复合材料表面更光滑,随着喂料负荷的增加,SEM图中显示块状物越来越多,说明复合材料两相融合性差,即材料的塑化程度随着喂料量的增加而降低。喂料负荷的增加,降低了淀粉的塑化程度,淀粉的黏度提高,经过强剪切力的作用,PBAT在TPS中分散形式由片状分布变成块状分布,导致PBAT发生团聚,降低了PBAT/淀粉复合材料的塑化程度。

图7 不同喂料负荷的PBAT/淀粉复合材料SEM图
进而利用电子万能材料试验机对复合材料薄膜制品进行力学性能测试,结果如图8所示。
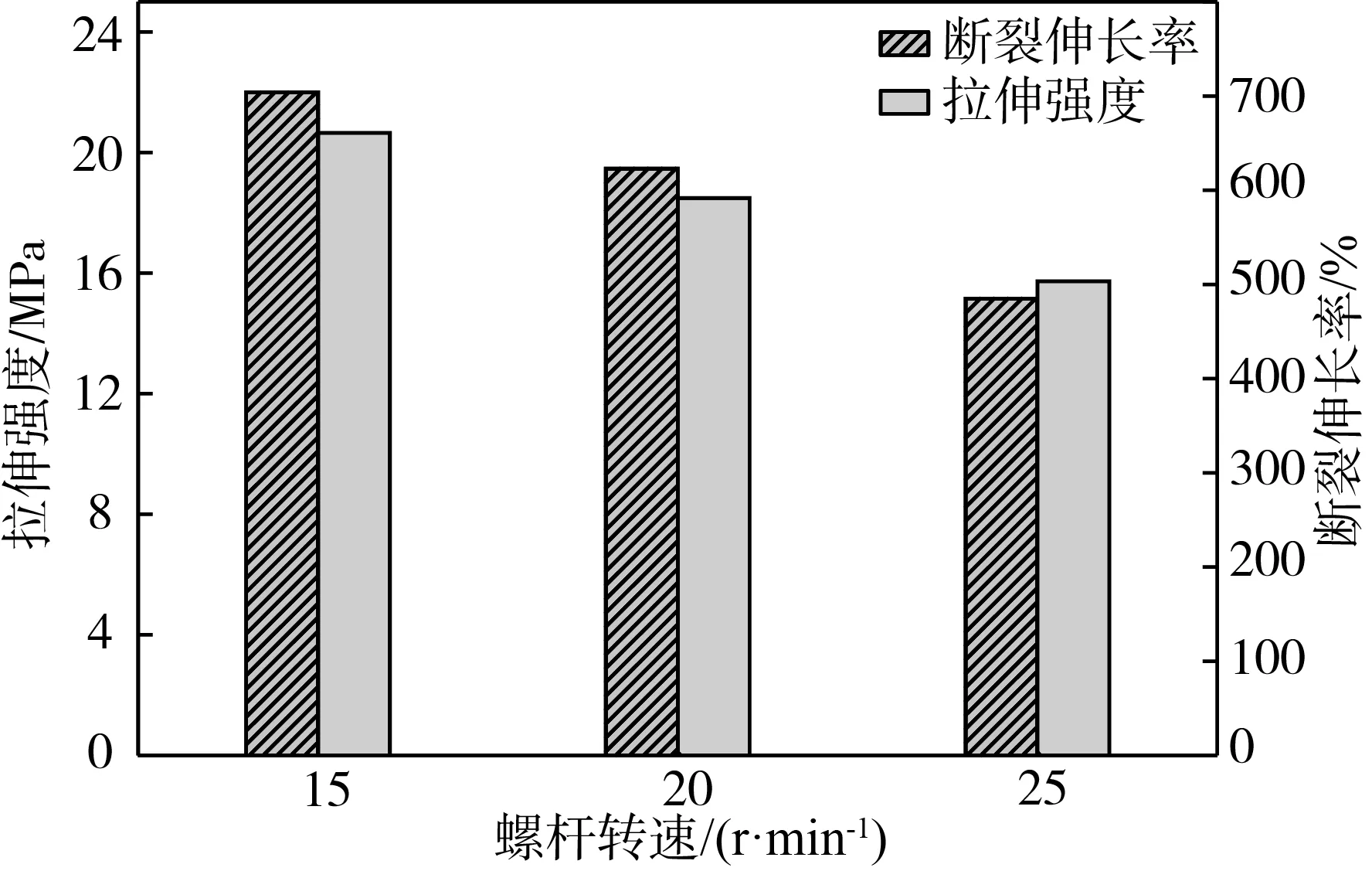
图8 不同喂料负荷对薄膜力学性能的影响
由图8可以看出,喂料负荷与复合材料拉伸强度和断裂伸长率均呈现负相关,即当喂料负荷降低时,薄膜拉伸强度与断裂伸长率均提高,与前面提高螺杆转速呈现相同的规律,这可能是因为随着喂料负荷的升高,螺槽逐渐被填满,物料就像一根丝带一样跟随螺杆的旋转方向向前流动,不存在螺杆啮合过程中受到剪切力的作用,导致复合材料塑化程度逐渐降低。
3 结 论
a) 随着塑化剂用量的增加,复合材料的塑化程度变好,但过量的塑化剂与PBAT不相容,放置一段时间后塑化剂会析出,影响制品的性能。
b) 相同塑化剂用量下,提高双螺杆转速会促进复合材料的塑化,所得薄膜的力学性能提高。
c) 减小喂料负荷可以一定程度上增加复合材料的塑化程度;当塑化剂用量为25%,螺杆转速150 r/min,喂料负荷20 r/min,所吹制薄膜强度可达到约19 MPa。
猜你喜欢
生物化工(2021年6期)2022-01-27
食品安全导刊(2021年20期)2021-08-30
食品安全导刊(2021年20期)2021-08-30
中国塑料(2019年6期)2019-06-26
能源(2017年7期)2018-01-19
中学科技(2017年11期)2017-12-26
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15
中国民族医药杂志(2016年4期)2016-05-09
中国卫生(2015年11期)2015-11-10