施工现场电焊机防触电保护分析
2022-03-07 02:16马杰
劳动保护 2022年1期
文/马杰
(本文作者单位系中国天辰工程有限公司施工管理部)
实习编辑 李楠楠
电焊作业是各施工现场最常见的作业,做好焊机的管理是临时用电安全管理工作的重点,但在实际管理中发现,许多施工现场工程管理人员、专职电工或电焊工对于电焊机的防触电保护措施并不是很了解,尤其是对选择接地保护或接零保护认识不清,甚至不了解TT系统和TN-S 系统的区别,这就容易造成在现场焊机管理过程中指导混乱,实际操作过程中出现错误接法。本文就以施工现场焊机防触电保护为对象,讨论施工现场如何对电焊机采取正确的防触电保护。
施工现场常见供电系统
TT 系统
TT 方式供电系统是指将电气设备的金属外壳直接接地的保护系统,常称为保护接地系统,也称TT 系统。当电气设备采用保护接地措施后,一旦发生单相触壳,漏电电流会通过保护接地经大地(地网)和中性点接地电阻回流至中性点,如果此时电气设备前端的保护装置只安装了断路器或熔断器,由于保护接地漏电电流较小,若断路器或熔断器额定电流较大,往往会造成断路器无法脱扣或熔断器无法熔断的情况出现。此时,漏电电流将在发生漏电的相线与电气设备中形成回路,使电气设备带电运行。例如,某施工作业现场,如图1 所示,三相交流电焊机采取TT 系统,假设相线L由于绝缘不良导致电焊机触壳漏电,电流将通过接地保护R流经大地(地网)回到中心点接地电阻R,再通过中心点接地线流入L,形成回路,按规范要求,R和R二者均不得大于4 Ω,当电焊机电源发生单相触壳漏电,漏电电流I=220 V/(R+R)-220 V/4+4=27.5 A,该电流对于施工现场大多数断路器或熔断器额定电流(一般在32~630 A)而言,都无法触发脱扣,漏电电流长期存在。此时,电焊机所带对地电压U=I×R=27.5 A×4 Ω=110 V,远高于人体所能承受的36 V 安全电压,不仅对可能触碰到该设备的人员造成危险,而且长时间还会对电气设备造成损坏。解决该问题的重要手段就是在电焊机和断路器(或熔断器)之间加装漏电保护器,或直接将断路器更换为具有漏电保护功能的漏电断路器,如图2 所示,漏电断路器的动作电流为毫安级别,一旦发生单相触壳漏电,足以通过其予以切断。
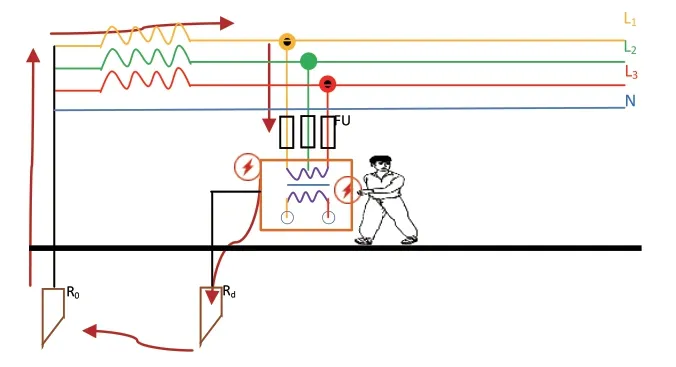
图1 电焊机未使用漏电保护装置时采用保护接地触电后果
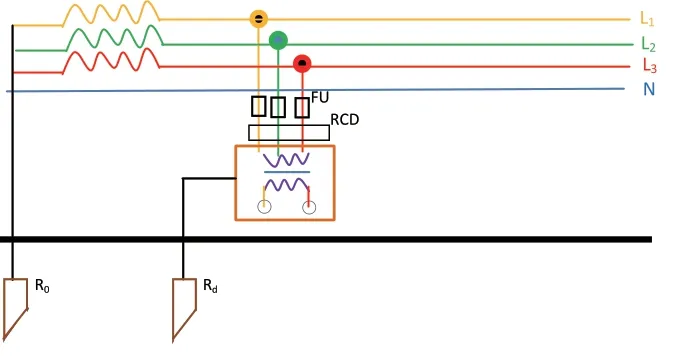
图2 正确使用漏电保护器情况下采取保护接地措施的电焊机线路图
对于施工现场而言,如果对所有电气设备采用保护接地的方式,就必须确保每台电气设备的控制回路都加装了性能良好的漏电保护装置,同时,为了在漏电保护装置失效的情况下,也能最大程度地降低电气设备单相触壳漏电后的危险,还要采取良好接地保护,这需要耗费大量的接地钢材,费工、费料、难回收重复利用,这在施工现场是不经济的,在用电设备较多的情况下,日常对漏电保护器的巡检管理难度也较大,所以在施工现场不建议采取接地保护的方式。
TN-S 系统
TN-S 方式供电系统是指将电气设备的金属外壳与一根专属保护线(PE 线,又称保护零线)连接,该线与工作零线(N 线)严格分开,并在敷设过程中不允许断开,在变压器处做接地并在敷设过程中按要求做重复接地,成为保护接零系统,也称TN-S 系统。
TN-S 保护接零系统的优点就是由于其设置特点,如图1 所示,假设相线L触壳电焊机漏电,如图3 所示,电流将通过保护零线PE线回到中心点,相当于造成单相短路,保护零线(PE 线)电阻很小,根据规范要求,PE 线截面积不得小于5 mm,截面积越大,电阻越小,以100 m 长,截面积为5 mm作为PE 线的铜线为例,其电阻R=(ρ×L)/S=(0.017×100 m)/(5 mm)=0.34 Ω,则漏电电流(即短路电流)I=220 V/R=220 V/0.34 Ω=647A,可见电流非常大,足以瞬间使施工现场常见的所有断路器跳闸或熔断器瞬间熔断,从而使设备与电源脱离,避免人身触电造成触电事故的可能性。相比保护接地的措施,保护接零的保护零线(PE 线)为三相四线制(国际电工委员会IEC 规定:对于三相几线中的“线”,指的是在正常运行状态下有电流流过的“线”,由于PE 线在正常状态下没有电流流过,因此它不能称为“线”。所以,不存在所谓的三相五线制。三相五线制是国内的错误称呼,国际与IEC 都不承认三相五线制的定义)中五芯线中的一芯,可以周转使用,降低了保护接地系统中每台电气设备都需处处接地的人工和费用,是目前施工现场推荐的电气设备保护方式。同时,根据规范要求,三级配电两级保护,在总配电箱(一级配电箱)和开关箱(三级配电箱)处还设置漏电保护装置,进一步增加了防触电的安全性,使得电气设备一旦出现单相触壳漏电,将处于断路器和漏电保护装置的双重保护之下。
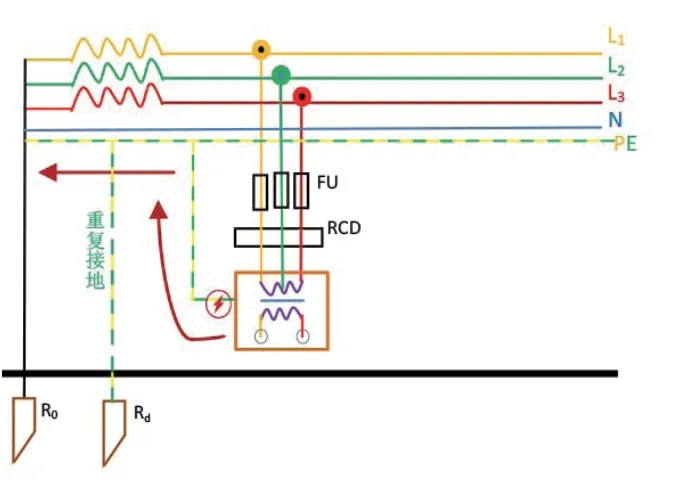
图3 电焊机采取保护接零方式漏电后单相漏电电流走向示意
在规范中要求,保护零线(PE线)在敷设过程中,除必须在配电室或总配电箱处做重复接地外,还必须在配电系统的中间处和末端处做重复接地,这是考虑到一旦保护零线(PE 线)在某处断线(非人为造成),而其后的电气设备出现单相触壳漏电,如图4 所示,该电气设备与重复接地处事实上变成了保护接地系统(TT 系统),虽然施工现场不建议采取该漏电保护方式,但采取该措施的目的是在出现PE 线断线的最坏情况后,最大程度降低漏电电气设备所带的漏电电压,这也是规范中要求即便TN-S 系统正常情况下漏电电流足以使断路器脱扣或熔断器熔断,仍然要求必须设置漏电保护器的原因。
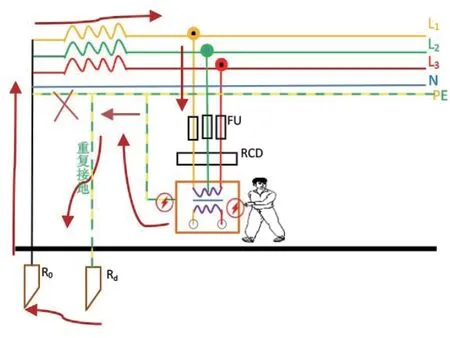
图4 电焊机保护零线断开后,单相漏电电流走向示意
在TN-S供电系统中的习惯性违章
施工现场电焊机在TN-S 供电系统中,具有可靠性强,漏电保护灵敏,节省钢材等特点,但在实际使用过程中,常会因一些设置错误或缺陷,导致出现安全隐患,以下列出施工现场实际使用过程中的常见问题。
1.保护接地与保护接零混用
电焊机在施工现场实际使用过程中最为常见的错误,是施工现场配电为TN-S 系统,电焊机已通过PE 线进行了保护接零,但依然有个别对接零保护与接地保护的区别和特点不清楚的管理人员要求电工对电焊机外壳进行保护接地,此种做法,不仅费工、费料,有时还会对其他正常工作的电气设备造成威胁,并非一接了之,需要慎重考量。
当电焊机同时做保护接零和保护接地时,一旦出现单相触壳漏电,漏电电流并不会流经保护接地,依然是单相短路电流引发断路器脱扣,保护接地是无效的,造成材料和人工的浪费。如果是考虑保护零线在连接电焊机时出现了断线,电焊机的漏电保护变成保护接地的方式,若此时电焊机出现单相触壳漏电,且恰好该电焊机未装漏电保护装置或漏电保护装置损坏,漏电电流无法使断路器或熔断器切断,这样一来,不仅电焊机出现漏电并产生对地电压,其他与PE 线连接的电气设备和电焊机等电位而带有同样的对地电压,漏电故障不仅没有消除,反而进一步扩大了漏电故障范围。在这种条件下,做了保护接地,不仅漏电故障未能完全消除,同时扩大漏电故障范围;若不做保护接地,只有故障电焊机带有相电压220 V,是前者能够接受还是后者能够接受,这是对电焊机是否要做保护接地的根本考量。在这里仍要强调的是:保护零线与漏电保护装置同时出现问题的情况概率非常小,如果能够确保漏电保护器和保护零线二者之一是正常的,就没必要再做重复接地,这是因为漏电保护器故障,保护零线正常的情况下,单相触壳漏电的电流足以使断路器脱扣或熔断器熔断从而切断电源;而保护零线断开,漏电保护器正常的情况下,单相触壳漏电使得漏电保护器检测到三相电源中出现不平衡,有漏电的情况发生,将立即脱扣断电。
2.TN-S 系统下工作零线重复接地
TN-S 系统下,重复接地仅是指保护零线(PE),而工作零线(N线)在从中性点引出后,就不允许再做重复接地,有个别管理人员对TN-S 配电系统不了解,也要求对工作零线进行重复接地,造成做了重复接地的工作零线前端配电箱中的漏电保护器经常误动作,干扰了施工现场正常供电。
漏电保护器动作的原理就是进出电流的矢量和为零,在TN-S 系统中,如果工作零线接地,就会有部分零线电流在回流至中性点时,一部分通过工作零线流回中性点,由于工作零线进行了重复接地,将导致另一部分零线电流通过大地(地网)流回中性点,从而造成接有工作零线的前端漏电保护器中进出电流的矢量和不为零,其误判有漏电产生,差值达到额定漏电动作电流后,立即脱扣断电,该动作属于误动作,事实上并未发生漏电,只是该部分电流差值是由于工作零线接地造成部分零线电流经由大地(地网)流回中性点造成的。
3.电焊机搭铁线随意代替或连接
电焊机的二次线(搭铁线)应使用导电率高的专用线(铜线),且需要有足够的截面,不宜过长。二次线(搭铁线)应使用专用钳夹直接接在焊件上,从而减少接触点,降低接触电阻,保证焊接电流及最短的焊接电流回路路径。
但在施工现场,一些焊工为了图省事或是地线不够长,常将二次线(搭铁线)使用铝线或是通过金属结构进行引流,这样不仅会引起代替线或结构由于导电不良而造成的本体发热和电流损耗,还会引起较大的压降,无法保证正常的焊接电流,影响焊接质量。在钢结构安装过程中,如果通过钢结构代替二次线(搭铁线)引流进行焊接,容易造成没有绝缘保护捆绑在钢结构上的生命线打火烧断,对使用生命线的高空作业人员埋下严重的安全隐患。同时,如果焊接电流流经路径中有仪表接地电缆、仪表风管道等,则容易烧毁仪表。
4.焊件本体与保护零线相连
使用交流电焊机时,若焊机二次线圈一端接地或接零,焊件本身不应接地或接零;若此时焊件再接地或接零,部分较大的电焊回流电流将会流过接地或接零线,很容易将保护地线或零线熔断。假如此时搭铁线回路接触不良,将使该部分的电焊回流电流进一步升高,不但易引发火灾,同时造成保护零线或地线的熔断,一旦电焊机发生单相触壳漏电,失去保护零线或地线的焊机将对附近作业的人员产生安全威胁。
5.焊件直接放在金属平台上焊接
在一些施工现场,需要在一些花纹钢板或钢格栅板的金属平台上进行焊接作业,有些焊工为图省事或节省二次线长度,就近将二次线线夹直接夹在金属平台或与金属平台连接的栏杆、钢结构上,焊件放在金属平台上,通过金属平台引流,焊件与金属平台之间易出现间隔,在焊件挪动时,容易出现打火现象,会对焊件造成损伤。当焊工触及焊钳金属裸露部分时,由于焊工站立在金属平台上,如果焊接电流回流不畅,会有回流电流通过人体的可能性,尤其是在高温、潮湿和多雨地区,焊工身体出汗时,人体电阻大大降低,更增加了触电的可能性。
6.电焊机二次侧未配装防二次侧触电保护装置
虽然交流电焊机在焊接过程中是高电流(50~600 A)、低电压(工作电压是30 V 左右),但未进行焊接作业即空载时,电压在50~90 V 之间,高于36 V 安全电压。如果焊工在未焊接时,未戴绝缘手套而直接接触焊把的导体裸露部分,就会有触电风险。此时,需要在电焊机二次侧加装触电保护装置,其工作原理是:当电焊机未施焊空载时,保护装置会通过降低一次侧电源电压的方式使二次侧电压降低,通常会降低至24 V以下。当开始焊接作业时,保护装置会将一次侧电源电压恢复,此时二次侧的电压也会相应升高并达到引弧电压,引弧完成后,二次侧电压迅速降低。当停止焊接作业时,电焊机恢复空载状态,二次侧电压再次升高,“激发”保护装置再一次降低一次侧、二次侧电压,从而大大降低电焊机二次侧超出“安全电压”的机会,所以,装配防二次侧触电保护装置是很有必要的。
7.施工现场电焊机常见习惯性违章图例(见图5)

图5 施工现场电焊机常见习惯性违章
总结
综上所述,电焊机在TN-S 系统与TT 系统中使用基本原则和要求有以下几点:
一是电焊机防触电保护方式必须和供电系统保持一致,即供电系统若是TN-S 系统,外壳则需采取接零保护方式,不应做接地保护,也没必要同时做接零保护和接地保护。
二是在TT 系统中,电焊机前端必须装有漏电保护装置,并经常检查其功能是否正常;在TN-S 系统中,电焊机前端应装有断路器或熔断器。
三是电焊机保护零线任何时候不能断开,所以既不能独立敷设,也不允许通过任何可以断开的开关或控制器,要使用四芯(三根相线+PE 线)对电焊机供电侧进行接线。
四是在配电箱处保护零线(PE线)做重复接地,工作零线(N 线)不允许做重复接地。
五是电焊机二次线(搭铁线)随意代替或连接,禁止通过金属平台引流。
六是交流电焊机前端要加装防二次侧触电保护装置,并要注意加强对焊工的教育和监督,让其理解保护装置使用的必要性。
电焊作业是施工现场最常见的施工作业,在工程建设领域发挥着不可替代的作用,做好电焊机防触电保护工作,是施工现场安全管理中极其重要的工作之一。在管理过程中,作为工程管理人员,对电焊机和焊接作业的管理要秉持科学、有效的原则,抓住电焊机防触电保护管理的关键点,切不可不懂装懂、瞎指挥、乱管理,否则不仅不会降低或消除安全隐患,甚至还有可能扩大和提升风险,造成更为严重的后果。
猜你喜欢
通信电源技术(2022年9期)2022-09-01
江苏安全生产(2020年3期)2020-04-21
通信电源技术(2016年4期)2016-04-04
电测与仪表(2015年11期)2015-04-09
电测与仪表(2014年11期)2014-04-04
电焊机(2014年4期)2014-03-12
电焊机(2014年3期)2014-03-12
电焊机(2014年2期)2014-03-12
河南科技(2014年24期)2014-02-27
家电科技(2013年12期)2013-11-15