
提高卷烟厂制丝生产线回潮机物料出口温度
2022-03-22 01:56魏崴
科技研究·理论版 2022年5期
魏崴

摘 要: 本文针对卷烟厂制丝生产线超级回潮机物料出口温度偏低达不到工艺要求的情况,提出了改进措施。
关键词: 制丝线;回潮机;出口温度;控制图
1 现状分析
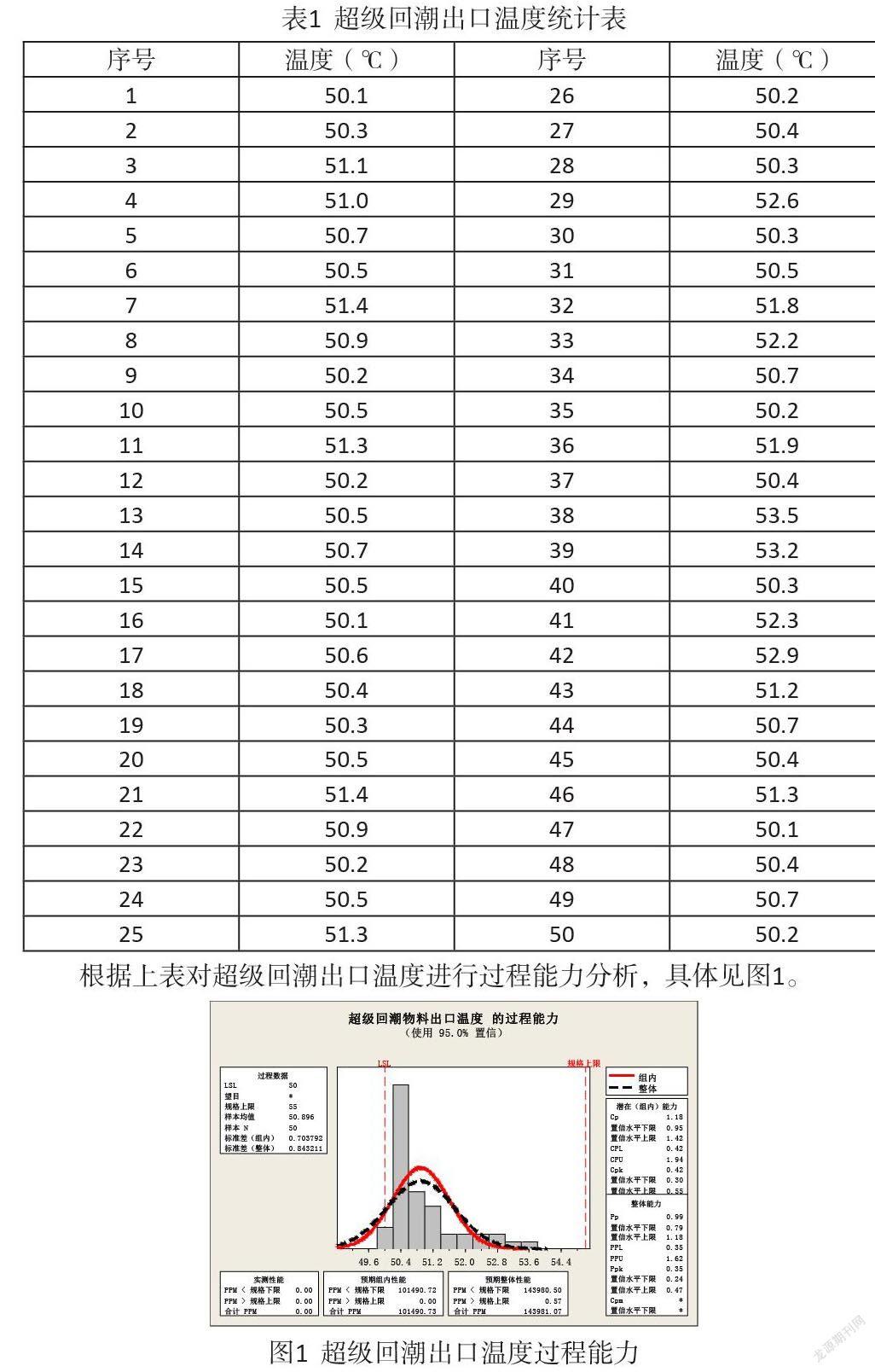
根据上表对超级回潮出口溫度进行过程能力分析,具体见图1。
从图中可以看出,超级回潮物料出口温度均值为50.9℃,过程能力 CPK仅为0.42,标准差为0.8432,出口温度虽然未超标,但是均值偏低,批 次间温度存在波动,过程控制水平有待进一步改进和提高。
2 原因分析
从“人、机、料、法、环、测”等环节进行全面的分析,对影响要因 进行逐条确认,最终得到以下四个关键要因:( 1 )散热器的工作蒸汽压 力低。( 2 )散热器出口过滤网堵塞。( 3 )散热器冷凝水排放不畅。这些 因素严重影响物料出口温度的稳定性,影响后工序的加工质量,因此需要 对其进行改进。
3 改进措施
( 1 )调整散热器的工作蒸汽压力。调整总蒸汽管路减压后的压力,加大进入散热器的压力,由原来的0.1Mpa 增加至0.25 Mpa,散热器的工作 蒸汽压力增大后,提高了散热器的热交换率,切压力稳定,调整后效果良 好。( 2 )定期清理热交换器出口滤网。对热交换器出口滤网堵塞现象进 行了定期清理,热交换器出口滤网定期清理后,过滤网粘附的烟尘现象消 失,减少了散热器出口热风风速的阻力和温度的损耗。( 3 )更换散热器 冷凝水排放管道疏水阀对疏水阀进行了更换,更换散热器冷凝水排放管道 疏水阀,保证散热器冷凝水管道排放正常。
4 实施效果
实施完成后,物料出口温度趋于稳定,抽取了12月份产品的50个温度 数据进行分析,具体如下。
由上表绘制过程能力分析图。
结束语: 从图中可以看出,改进后的超级回潮物料出口温度均值 为54.82℃,且CPK为2.38 ,较改进之前的0.42提升了1.96 ,标准偏差为 0.7931 ,比改进之前的0.8432下降了0.0501 ,改进效果明显,变异得到有 效的控制。超级回潮物料出口温度55 ±5℃且处于受控状态,过程能力CPk 值均能达到1.33以上。
参考文献:
[1]黄德良,ZB25型包装机组[M].北京:中国科学技术出版社,2001. [2]姚二民,除国海,卷烟机械[M],北京:中国轻工业出版社,2005.
1263501705229
