
铁路货车数字化轮轴检修系统的研究
2022-04-22 06:57王晓倩
山西电子技术 2022年2期
王晓倩,王 经,杨 静
(1.中国电子科技集团公司第三十三研究所,山西 太原 030032;2.山西省知识产权保护中心,山西 太原 030006)
0 引言
为适应铁路现代化建设进程,贯彻“以装备保工艺、以工艺保质量、以质量保安全”的指导思想,满足铁路货车轮轴“检修及加工数控化、检测及组装自动化、过程管理信息化、生产组织集约化”的发展要求[1],采用数字化手段实现铁路货车轮轴检修质量的全面控制,成为铁路货车尤其是轮轴检修的必然趋势。
轮轴检修工作的特点是技术含量高、检修数据信息多、工序划分细且相互衔接紧密,同时,检修过程中需要填写和统计的表单较多,而大多数检修流水线都采用人工抄录数据信息的方式,存在以下问题:
1) 轮轴检修中的配件信息及检修信息等均采用人工抄录检修卡片和纸质形式传递,容易错抄、丢失或台帐污损,造成人工重复作业;
2) 针对检修流程的标准化控制,一些关键检修工位缺乏数字化、自动化工具,主要依靠人工测量,手动记录检修数据,容易引入人为误差;
3) 关键检修设备的检修数据,无法实现与HMIS系统的自动接入,需要人工抄录后再录入HMIS系统,易产生录入错误;
4) 缺乏涵盖工作统计、质量卡控及大数据分析等功能的信息化管理平台。
因此,针对某车辆段铁路货车轮轴智能化选配系统研究,采用机电一体化设计,结合数字化自动测量、数据传输工具,电子标签轮轴身份识别及计算机数据分析处理技术,能够实现轮轴从收入到支出检修的信息化管理[2],对提高检修指标和技术管理水平有重要意义。
1 系统方案
1.1 总体架构设计
系统由工位检修数据采集子系统(C/S)、检修质量分析子系统(B/S)和手持端APP混合架构模式组成。工位检修数据采集子系统的实现是通过采集关键工位检修数据,采集到的数据经局域网自动上传至数据服务中心;检修质量分析子系统通过对数据服务中心数据的检索和分析,得出相应的结论和意见供各级管理者远程浏览查询。手持端APP主要完成人员登录、条形码识别、各检修工位相关检修数据的录入、提交、修改等功能,其中数据录入后会直接提交至服务器。
1.2 子系统设计
工位检修数据采集子系统软件设计与实现依托于轮轴的检修工艺。该系统将实现对轮轴车间关键微控设备检修信息、轮轴身份信息以及轮轴检修过程中的测量信息等的采集,并同步将数据上传到数据中心服务器,为检修质量分析、轮轴检修状态的分析和预警提供数据依据,最终形成车统-51C等电子检修卡片,以及各类统计分析报表等。
该子系统包括7个功能模块,分别为系统登录、系统设置、收入工位、初探工位、轴颈轴承工位、压装磨合工位、支出工位。其中,轮轴检修中选配工作设计在轴颈轴承工位。
1.2.1 选配设计依据
目前段修主要是RD2型(60 t)和RE2B型(70 t)轴,与其配合的轴承包括352226X2-2RZ型、SKF197726型、353130B型轴承[1]。所以本系统测量设计的精度及软硬件功能都是依据上述的轴颈及轴承的段修技术要求而定的。根据轴承与轴颈测量尺寸选配最佳过盈量,并对轴承进行选配编号,确保轴承与轮对编号一一对应,防止错装。表1是轴承内径与轴颈过盈量限度表。
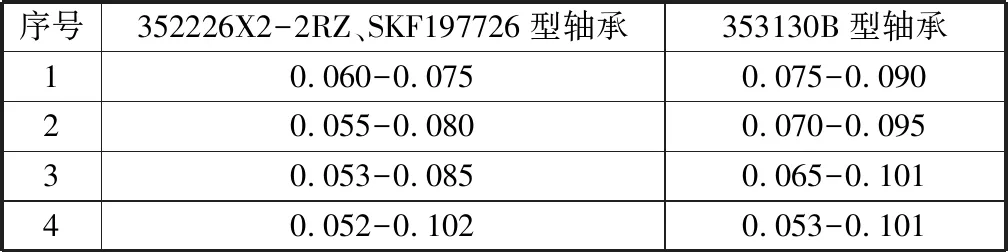
表1 轴承内径与轴颈过盈量限度表
1.2.2 设计思路
轴承压装前,检修人员已将轴承库分为了左右库,原则上左侧的轮从左库中匹配,右侧的轮从右库中匹配。根据流水号、轴型、轴颈直径,判断轮轴属于70 t(Φ150)或是属于60 t(Φ130),70 t轮轴匹配353130B型轴承,而60 t轮轴匹配352226X2-2RZ、SKF197726型轴承。
根据轮轴压装左右端需要,将轮轴以轴颈平均值从小到大存储为60 t左端、70 t左端、60 t右端、70 t右端。以单端60 t左端为例具体选配方法如下:
1) 从左库中选取全部352226X2-2RZ或SKF197726型轴承;
2) 获取以上轴承的编号、型号、内径平均值,并将其从小到大排序;
3) 等待选配的轮与符合条件的轴承遍历计算过盈量,根据表1过盈量范围验证有无合适的轴承,最终保证大小轮均能匹配上轴承。
轮轴双端压装时,对于353130B型轴承的选配,根据表1只要确保左右端轴承类型一致即可。对于352226X2-2RZ、SKF197726型轴承的选配,满足表1的同时,如果左右两端待压装轴承的轴承类型为新造或者大修时,要确保轴承类型一致、轴承型号一致。但如果左右两端待压装轴承的轴承类型为一般检修时,仅确保左右轴承类型均为一般检修即可。
1.2.3 选配过程
系统采用Microsoft Visual Studio 2010开发,实现轮轴从收入、探伤、加修、压装到最终支出[3]。经过收入等工序,检修轮轴到达压装区,采用无线传输量具得到轴颈及防尘板座的测量数据,有超限项的轴承、轴颈视为不合格,不能参加选配[1]。系统会根据条件查询出待选配的轮轴,然后按上文介绍的选配步骤,得到匹配的轴承、轴颈序号,并且系统会统计出本次选配成功与否的数量,未选配成功的轮轴流水号会显示界面上,方便检修工人观看记录,同时系统会自动将选配结果分别存储在数据库对应的数据表中,后续工位可直接使用。
每次选配都会有未匹配成功轮轴,等待着下次选配,被匹配上的轴承在库中做标记区分。选配记录以一辆车输出,总表、左右表分别可以打印存档。
2 结束语
系统贯穿货车轮轴收入、探伤、车轮加修、轴承压装、支出全检修管理过程,做到数据完整、准确、及时,为实现铁路货车轮轴检修工艺过程数字化、动态化技术状态管理和质量追溯提供基础信息。通过本系统,尤其弥补了车辆段依据人工经验选配轮轴的劣势,节省了人工录入测量数据的时间,并提高了轮轴各部件测量的精确度。本系统研究的不足之处是选配方法需要多个车辆段收集数据进行验证,这一问题将在下一步研究中验证并改进。
猜你喜欢
新能源进展(2022年3期)2022-07-02
装备维修技术(2022年7期)2022-07-01
机电信息(2022年9期)2022-05-07
科技创新与应用(2021年30期)2021-11-08
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
商品与质量(2020年7期)2020-06-13
汽车科技(2019年1期)2019-02-25
汽车零部件(2018年1期)2018-05-14
汽车与驾驶维修(维修版)(2017年5期)2017-09-03
科技视界(2017年1期)2017-04-20
