
大型轴流转桨式机组轴线调整现场施工方法浅析
2022-05-30 06:59李传法
大众标准化 2022年9期
张 浩,李传法
(中国水利水电第七工程局有限公司,四川 成都 610213)
1 施工流程
大型轴流转桨式机组轴线调整程序见下图1。

图1 大型轴流转桨式机组轴线调整程序图
2 操作要点
2.1 施工准备
参加机组轴线调整人员熟悉相关规范标准和图纸资料,了解整个轴线各个参数及其关联,提前作好机组轴线调整准备工作。
准备好所需的专用工具、吊具、量具。清理整个轴线设备,去毛刺、油污、高点,同时对重要的尺寸进行复测,并作好记录,并对其零部件进行分类整理,以便安装时使用。
水轮机轴及转轮已吊入机坑内就位,通过转轮支撑工具固定在中心位置。发电机轴、下机架、推力轴承部分已吊入机坑安装就位,水轮机轴与发电机轴联轴螺栓已拉伸至设计伸长值。转子已吊入机坑,放置在高程等已调整好的制动器上。
2.2 转子与推力头连接
清扫、检查转子与推力头把合面,应清洁,无任何杂物。推动或旋转推力头,使推力头上螺栓孔与对应转子下法兰上的连接螺栓孔对正,对称传入轴向方向对应位置的4颗连接螺栓,利用转子与推力头的连接螺栓将推力头和镜板提起,并对称把紧连接螺栓。安装剩余其他螺栓,并初步把紧。用高压油顶起装置顶起制动器高度约5 mm,将制动器螺塞全部旋至最低位置,缓慢释放油压,使转子和推力头缓慢落至推力瓦上。检查各制动器是否全部落到位,就位后将转子和推力头之间的调整制动器高程用的垫板全部取出。
2.3 转子与发电机轴连接
清扫、检查转子与发电机轴把合面。利用高压顶起装置,在推力油槽辅以千斤顶等工具,调整转子中心体下法兰与发机大轴法兰上的连接螺栓孔对正。穿入轴向方向对应的4颗联轴螺栓,利用液压拉伸器对称拉伸联轴螺栓,用于提升发电机主轴。发电机轴提升过程中,分多次对称提升,每次提升的高度不得超过液压拉伸器的行程,直至提升就位。发电机轴提升过程中,随时检查主轴与转子中心体法兰内圆的错边量,保证主轴与转子下法兰止口的同心度,直至止口全部进入。发电机轴提升就位后,即液压拉伸器压力值开始增大时。复测主轴与转子下法兰同心度应满足要求,同时检查各螺栓孔的对应情况,应保证每个螺栓孔的最大错边量不大于现场加工量,然后对称把紧联轴螺栓。
按照其他剩余联轴螺栓,并对称把紧。转子与发动机轴螺栓把紧后,拆除水轮机转轮支撑工具并运出。
2.4 转子以下部分盘车即第一次轴线动态检查调整
沿机组轴系从上到下分别在推力头、镜板外圆、下导、发电机轴、水轮机轴联接法兰以及水导轴承处,将其圆周等分成8等份,并分别按俯视逆时针方向从1~8依次进行编号,各部位所对应的同一编号点应位于同一轴截面上。
以水轮机转轮室中心为基准,利用高压油顶起装置将机组转动部分调整至机组理论最佳中心位置,检查并确认机组转动部分处于完全自由状态。在各测量部位以及镜板轴向的X、Y方向上各架设一块百分表,表头应垂直于测量面且动作灵活。在下导轴承瓦工作面上抹上干净的透平油,利用百分表监视,按单边间隙0.03~0.05 mm对称抱紧4块下导瓦,相邻瓦间互成90°夹角。在转子上法兰面上+Y方向沿圆周切向放置一个合像水平仪,利用在水平仪下加垫的方式调整合像水平仪的水平在0.10 mm/m以内,盘车过程中切勿碰撞或移动该合像水平仪。启动推力轴承高压油顶起装置,施工人员站在下机架盖板上或利用桥机+地锚的方式推动转子,并使其旋转方向与机组运行时的旋转方向一致,每转动至一个等分点,应使转动部分静止下来,撤去油压,读取并记录百分表和水平仪的读数。每旋转至一等分点,均应利用水导轴领处百分表监视,并X、Y两个方向分别对称推动大轴,检查主轴是否灵活,满足要求后方可进行下一点盘车检查;否则应仔细检查,找出原因。如此旋转一周,回到起始点时,百分表回零误差一般不大于0.03 mm,否则应查明原因,重新盘车。
根据各测点读数,计算各部位的全摆度和净摆度。以下导摆度为基准,水导部位的相对摆度应不大于0.02 mm/m(最大净摆度不大于0.20 mm);法兰部位的相对摆度不大于0.03 mm/m。否则应查明原因并对轴线进行适当调整,再重新进行轴线检查直到满足要求。根据合像水平仪读数,计算镜板的水平应不大于0.02 mm/m,且轴向跳动量应不大于0.20 mm。否则应通过适当升高或降低部分下机架支臂的方式调整镜板水平,再用上述方法进行检测,直到满足要求。
2.5 销套孔、定位销钉孔现场加工
(1)转子与发电机轴联轴螺栓孔现场同镗。
①测量销套孔加工前孔径分布尺寸,测量销套外径尺寸,采用对号入座的方法计算各销套孔实际加工量,做好加工及安装标记。②安装销套孔加工工具,调整加工工具与销套孔同心度,加工销套孔。加工过程随时检查加工尺寸、加工精度及光洁度。③销套孔加工应对称进行,加工完成后及时安装销套及连接螺栓,并进行螺栓拉伸,拆除临时连轴螺栓,按照同样方法进行销套孔的加工及销套、螺栓的安装。④销套及螺栓安装全部完成后,统一进行螺栓拉紧力矩检查,重新进行轴线盘车检查,合格后将连轴螺母固定。
(2)转子与推力头定位销钉孔钻铰。
①根据图纸要求,转子中心体与推力头之间钻铰定位销孔。②待定位销钉钻铰完成后,安装定位销钉。
2.6 上端轴、上机架安装
(1)上端轴安装。
①清扫上端轴,检查各加工面应干净,无毛刺、高点,尤其轴颈工作面应无加工缺陷或碰撞、划痕。对有绝缘要求的上端轴,应对绝缘进行检查,满足设计和规范要求,按照图纸安装励磁引线。②上端轴吊装前,先按照图纸安装转轮桨叶操作油管及附件。③利用专用吊具或吊索将上端轴吊入机坑,与转子上法兰面连接,按照设计方位将上端轴调整就位,调整与转子同心度满足要求后,对称安装、紧固4颗连轴螺栓,检查连轴法兰面间隙,把合面间隙用0.02 mm塞尺检查不能通过。然后安装剩余其他螺栓,预紧力矩为设计值得75%,待轴向调整合格后,再按照设计力矩紧固所有连轴螺栓。④按照设计图纸,安装上操作油管等部件。
(2)上机架安装。
①安装上机架专用吊具或吊索,按照设计图纸的安装方位,将组焊合格的上机架吊入机坑进行安装。②调整上机架的高程、水平,与上端轴的同心度至合格。高程调整时,应考虑上机架自重、盖板、集电环罩、补气阀座等重量引起的中心体下挠度。③上机架中心调整应以转动部分为基准,调整其与水轮机部件的同心度应满足要求。④调整合格后,利用钢板、千斤顶等将上机架固定。⑤待机组轴线调整合格后,安装焊接与定子机座上支撑的定位装置,按照设计图纸安装或焊接基础附件,复测上机架中心、水平、高程等各数据合格后进行基础混凝土浇筑。
2.7 操作油管安装
按照设计图纸安装上操作油管及其附件,其安装应满足以下要求:
(1)操作油管应严格清洗,无毛刺、高点,管内无杂物存在。(2)所有密封件应安装正确,连接可靠,不漏油。(3)螺纹连接的操作油管,应有锁定、防松措施。
利用受油器操作油管精确调整固定装置实现操作油管精确定位,该装置由调整装置、夹紧装置和定位销钉组成,调整装置包括固定于支撑环的固定调整座、穿过固定调整座并螺旋配合的两根平行的调整螺杆、和两根调整螺杆端部转动配合的活动调整板,安装在分瓣的支撑环上方,用于调整固定支撑环内缘与操作油管外壁的间隙并精确定位固定操作油管。夹紧装置由两组夹紧法兰和联接固定螺栓构成,用于联接固定分瓣的支撑环。
受油器操作油管精确调整装置安装,调整装置安装在支撑环上X、Y轴线对应的方向,共4组,固定调整座通过焊接固定的支撑环上。夹紧装置安装在支撑环分缝位置,调整合格后焊接固定在支撑环上。定位销钉待轴线调整合格后沿X、Y轴线方向现场配钻4颗。详细安装见图2,图3。

图2 调整装置安装图
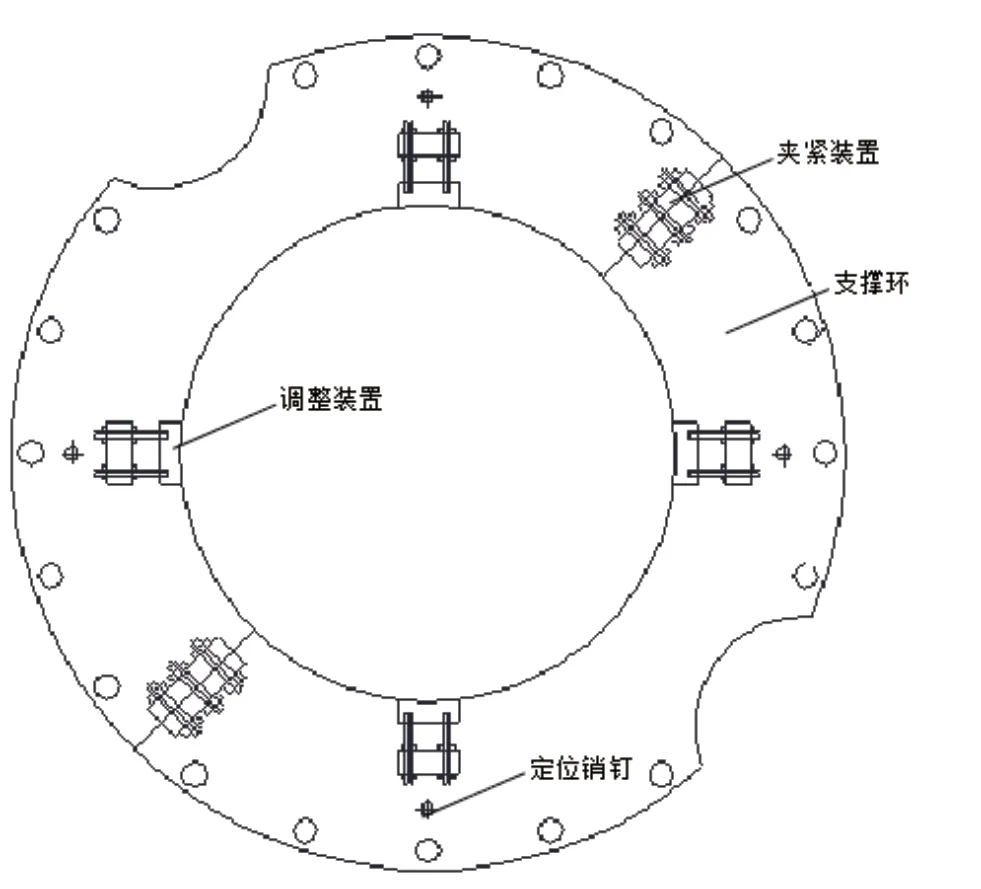
图3 受油器操作油管固定装置安装示意图
机组整体盘车时,利用高压油顶起装置,顶起转子,通过人力推动转子,检查发电机轴与操作油管同心度。通过调整固定装置顶丝,保证发电机轴与操作油管同心度,同心度满足要求后,将调整螺栓上的锁锭螺母点焊固定。根据推力头盘车点标记,分别将受油器(浮动瓦)、集电环、上导轴承部位进行编号,要求各部位所对应的编号点与推力头编号点相一致。
按照3.4的检查方法,记录各部位各表的度数。根据各部位盘车数据进行调整,上导轴承及操作油管绝对摆度超标处理方式主要为:
(1)上导轴承摆度不合格,则根据上导轴承的摆度数值,移动上端轴使其与旋转中心同心,移动时架百分表监视上端轴位移情况,合格后将联轴螺栓把紧。(2)操作油管绝对摆度不合格,则根据操作油管的摆度数值,通过调整操作油管固定装置的顶丝长度,进而调整操作油管中心与旋转中心同心,调整时架百分表监视操作油管的位移情况,合格后将调整螺栓锁定螺母拧紧锁定。
上述处理合格后,整体进行盘车,检查并记录各部位各表的度数。
根据合像水平仪读数,计算镜板的水平应不大于0.02 mm/m,否则应通过适当升高或降低部分下机架支臂的方式调整镜板水平。根据各测点读数,计算各部件的摆度值(双振幅)应符合规范要求。各部位摆度值满足要求后,在上端轴上钻销钉,固定上端轴,并将操作油管固定装置的锁定螺母点焊。
3 结束语
本施工方法为多段轴、高要求的大型轴流转桨式机组轴线调整,尤其为操作油管摆度调整提供了新的思路,实现了操作油管摆度精确控制,同时在轴线调整过程中,对发电机轴与转子之间联轴螺栓孔现场同镗和操作油管摆度调整的工序进行了新的规定,规范了机组轴线调整施工。经过工程实践表明,机组轴线调整质量得到有效保证,提高了施工效率,并极大地提高了安全系数,为机组安全稳定运行奠定基础,施工成本得到了有效控制,经济效益显著。
猜你喜欢
大电机技术(2022年2期)2022-06-05
中国农村水利水电(2022年2期)2022-02-23
水电与抽水蓄能(2021年2期)2021-05-14
疯狂英语·新阅版(2021年1期)2021-03-03
航空发动机(2020年3期)2020-07-24
水电站机电技术(2020年6期)2020-07-01
石油矿场机械(2020年1期)2020-02-27
家庭影院技术(2019年12期)2020-01-19
世界有色金属(2018年10期)2018-08-05
中国计算机报(2018年13期)2018-05-23
