
1 300/160 t水电桥式起重机卷筒的焊接
2022-06-13 07:54董志宏
科技与创新 2022年11期
董志宏
(太原重工起重机分公司,山西 太原030024)
三峡集团金沙江乌东德水电站左、右两岸电站主厂房内所使用的起重机就是由太原重工起重机分公司设计和生产的1 300/160 t型号起重机,该起重机单钩的最大承重量是1 300 t,可以负担起对于850 MW的地下混流式水轮发电机组安装与运行维护。本公司所制造的桥式起重机在国际中被评定为单钩起重量最大的机器,在乌东德水电站中是非常关键的一部分,其对于能否按照计划进行投产发电起着重要的作用,所以对于该起重机的质量把控有着极其重要的意义。而卷筒焊接质量的控制能有力地保证2 300 t转子的安全起吊,保证联合桥梁安全平稳运行。
1 材质及相关要求
1 300/160 t水电桥式起重机卷筒所采用的焊接卷筒钢板材料的力学性能不应低于GB/T 700—2006表2中规定的Q235B和GB/T 1591—2008表6中规定的Q345B,也可以采用力学性能和焊接性能均不低于上述材质的其他材料。下料前,为了保证钢板的力学性能和化学成分满足所规定的标准,除了要对钢板进行一系列对应的超声波检验以外,还需要对其表面进行抛丸、除锈等操作,这样就可以把表面的氧化渣、铁锈等其他杂质进行完全清理。卷筒体在压制或卷制前,需要打磨周围的棱角,有时需要进行提前退火处理。卷筒螺旋绳槽的槽底半径r是根据钢丝绳直径d的0.53~0.6倍确定的,其槽形分为标准槽形和加深槽形2种,本卷筒选用标准槽形。
结合1 300/160 t水电桥式起重机卷筒体的设计技术要求及尺寸特点,该卷筒体选择钢板分段整体卷制成型,其制造主要工艺流程如下:钢板抛丸—超声波探伤—下料—刨边—弯曲—纵缝焊接—纵缝检验—环缝坡口加工—环缝焊接—环缝检验—焊后处理。
2 落料
制造产品用的各种钢材的材质、力学性能、规格必须符合图样和工艺要求。若不符合要求,在使用之前必须经过正式的代用手续批准。各种钢材须有材质质量证书原件,或盖有销售单位公章的材质质量证书复印件,经检查人员验收合格后方可入库。落料前对钢板进行表面抛丸预处理和超声波探伤检验,分别达到Sa2 1/2级和GB/T 2970中的Ⅰ级要求。
钢板下料时轧制方向必须与卷筒体的展开方向相同,根据图纸要求和成型的类型来决定毛坯尺寸的大小。如果把卷筒体按照整体卷制时,对于卷筒体的整个展开长度的计算要把理论延伸量先去掉,并且也不用留下压头的剩余量。
卷筒轴落料:焊接卷筒短轴材料的力学性能不应低于GB/T 699—1999表3中规定的正火状态下硬度140~180 HBW的35钢,也可以采用力学性能和焊接性能均不低于上述材质的其他材料。短轴材料应进行化学成分检验、硬度检验和超声波无损探伤检验,无损探伤检验质量等级要达到JB/T 5000.15—2007表7中的Ⅲ级[1]。
3 焊接过程
焊接筒体的技术要求应符合JB/T 5000.3的规定。根据钢板规格或制造工艺的需要,筒体允许环向对接(焊缝)和纵向对接(焊缝)同时存在。接长的筒体在环向对接焊缝处的两相邻纵向对接焊缝应符合以下规定。
3.1 卷筒体装配对接要求
筒体纵缝的对口错边量b应符合b≤6%δ,且不大于2 mm。筒体纵缝处形成的棱角E,用弦长等于300 mm的样板检查,应符合E≤0.1δ+2,且不大于5 mm。筒体同一截面最大直径与最小直径之差e应符合e≤0.5%D。筒体环缝的对口错边量应符合b≤6%δ,且不大于2 mm。筒体环缝处形成的棱角E应符合E≤0.1δ+2,且不大于5 mm。钢板卷制成型的焊接筒体,其对接环缝处两相邻纵缝错开180°。
3.2 焊前准备
清理:清理焊接范围内的油污、锈、氧化皮等杂质,为了保证焊接的成功率,需要先把焊接区域表面存在的杂质等污物进行清理,比如,要在离焊缝边缘20 mm范围内的区域对铁表面存在的铁锈氧化物、油污和油漆等杂质进行清理。如果是在天气极其不好的情况下,比如下雪天和下雨天,若不对焊接环境和焊接物采取保护措施,那么就要中断焊接行为。
预热:正常环境温度下,一些低碳钢的焊接件不需要通过预热行为就可以直接进行焊接,但是如果出现环境温度在0℃以下的条件下,就要对焊接件按照工艺不同,采取不同的预热和换热方式。并且如果发现焊接件厚度较大影响焊接,那么也需要进行一定程度的预热。
低合金结构刚的焊接件有多种预热温度的条件要求,根据含碳量、焊接件厚度、焊接接头有何种的拘束度以及不同焊接材料所需要环境温度的不同,来确定对于焊接件的预热温度,表1给出了最常用的焊接件最佳的预热温度。
如果选用的焊接件是非低氢焊接材料,就要降低临界板的厚度或加大预热温度。虽然有一定的推荐温度,但是具体情况具体分析,对构件选用什么样的预热温度还是需要有经验的技术人员来确定。如果共同使用多种不同材质的焊接件,那么温度一定要按照焊接性最差的焊接件来选用。如果有同种材质但是不一样厚度的焊接件一同使用,那么温度应该是由最厚的地方来决定。预热区域为焊缝每侧距离焊缝中心不小于2倍板厚,且不小于75 mm。如果有一些不经常使用的焊接件材料或者是结构很特殊的焊接材料,那么它们的预热温度和层间温度就要按照规定的工艺来进行。根据参数表1选择相应的预热温度,如果有特别要求的工艺图纸,那么就按照图纸执行。
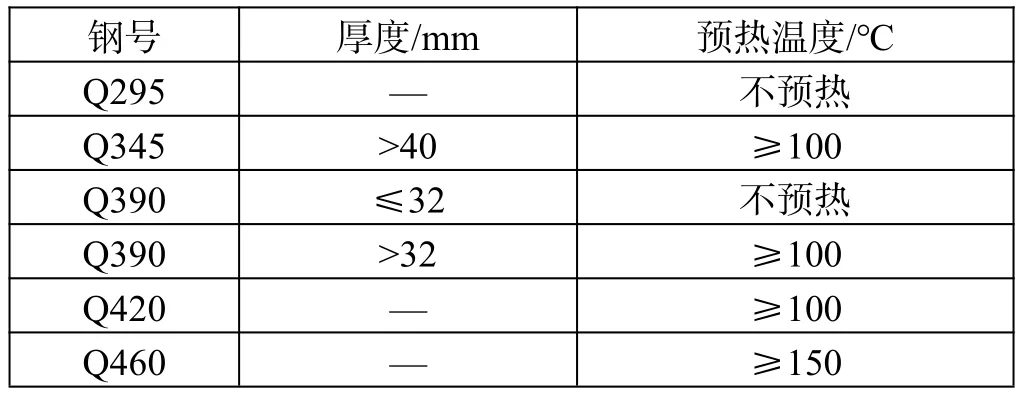
表1 预热温度参数表[2]
焊工应经过专门培训,合格后才能担任焊接工作。同时,纵向焊缝装点引弧板和收弧板。
3.3 焊接过程
筒体内侧使用混合气体保护焊,焊材型号为ER50-6,焊丝直径为1.2 mm,保护气体成分为80%Ar+20%CO2,筒体外侧使用埋弧自动焊,焊材型号为H08MnA,焊丝直径为4 mm,焊剂为HJ431,焊缝应进行外观检验,不应有弧坑、飞溅、熔渣、咬边、表面裂纹等影响性能和外观质量的缺陷。短轴与端板(含筋板和锥筋板)焊接时应根据其材料的焊接性能,必要时采取焊前预热和焊后缓冷的工艺措施。短轴与端板(含筋板和锥筋板)焊接时应根据其材料的焊接性能,必要时采取焊前预热和焊后缓冷的工艺措施。
3.3.1 纵缝焊接
纵缝坡口采用非对称型X形坡口,对接后采用混合气体保护焊80%Ar+20%CO2焊接,一个优秀的焊工不只要有产品相对应的焊接资格证书,在整个过程中更应该按照相应的安全规程来进行焊接。
3.3.2 环缝焊接
所有的焊接方法,预热和纵缝的焊接要求都是一样的,所以卷铜体环缝的焊接要求也是一样的。由于卷筒体是由钢板卷制成型的,所以对接环缝的两相邻纵缝应该错开180°。卷筒体环缝的错边量b应满足b≤6%δ,且b≤3 mm。采用埋弧自动焊及混合气体保护焊80%Ar+20%CO2焊接,焊工应当具备相关产品的焊接资质证书,焊接过程严格按照相应安全规程执行。制造与筒体内径相同的样板,样板长300 mm,用来检查压头后的弯曲半径,其间隙差控制在0.5~1 mm之间,并控制对角线差值小于2 mm。
焊接参数如表2所示。

表2 焊接参数
3.3.3 焊接装配定位焊
装配时用于焊接零件所必须的点焊缝(定位焊),是构成正式焊缝的一部分,应按下列要求执行:①装配电焊和正式焊接使用的焊接材料都是相同的,如果工艺规程允许,可采用具有相同功能的不同材料。②如果正式焊缝焊接需要预热,那么装配定位焊也需要预热,不仅如此,配定位焊还要比正式焊缝焊接温度要高30℃以上。当结构刚度较大或环境温度较低时,还应采取保温缓冷措施。③定位焊焊缝的长度和焊角大小应由工艺人员根据焊接结构件的具体情况确定。一般情况下定位焊的最小长度为50 mm;当材料的厚度小于12 mm时,定位焊的最小长度为板厚的4倍;当材料的厚度大于等于50 mm或使用强度级别为Q460以上的材料时,工艺必须适当增加定位焊的焊缝尺寸和长度。定位焊焊缝长度及间距如表3所示。④每个零件的厚板定位点焊缝都采取的是多层的焊接工艺,层与层之间都需要保持5~10 mm的距离。焊缝施焊前必须打磨点焊缝(定位焊)的起弧、收弧处,以保证焊缝质量。定位焊焊缝的弧坑必须填满,出现裂纹的定位焊缝必须清理后重新进行施缝。⑤重要结构件和主要件的定位焊缝可要求焊工进行装配定位焊接。担任定位焊的装配人员必须经相应的焊工考试,合格后方可上岗。禁止在工件上的非焊接区任意打弧。

表3 定位焊焊缝长度及间距
3.3.4 焊缝返修
碳弧气刨是一种清理焊缝根部或焊接缺陷的工艺方法,它具有简单、易操作的特点,但气刨后容易在焊缝中残留气刨残渣或形成夹碳物,因此刨后应对刨槽进行修磨,使焊缝表面露出金属光泽后再进行焊接。碳弧气刨清根或返修焊缝时须按焊接时的预热温度进行预热。碳弧气刨采用直流电源极性反接法,压缩空气压力为0.4~0.6 MPa,且空气中水分不得过大;一般电弧长度为1~3 mm,过长电弧不稳,过短则易“夹碳”等缺陷;碳棒伸出长度为80~100 mm,当烧损至20~30 mm时,应进行调整[3]。
3.4 探伤检验
纵缝外观质量检验合格后,进行探伤检验,探伤的比例应不小于20%,包括筒体两端各160 mm,探伤的级别为GB 3323的Ⅱ级或GB/T 11345的Ⅰ级,或按图纸要求进行探伤检验。环缝100%探伤,探伤的级别为GB 3323的Ⅱ级或GB/T 11345的Ⅰ级验收,或按图纸要求进行探伤检验[4]。
3.5 卷筒热处理
对卷筒体的纵向与环向接焊缝进行检验合格以后,再将相关法兰及轴后组装完毕,所有完成以后要进行整体的退火热处理,释放卷筒的焊接应力,这样就可以对卷筒体的性能进行改善,也可以保证卷筒加工尺寸的精度。
3.6 卷筒加工后处理
需配合的部位应涂抗腐蚀的防锈油,其余应涂防锈漆,在贮存过程中,不应与酸、碱性等腐蚀性物质接触,防止被水侵蚀和在阳光下长期暴晒。
4 结语
卷筒是1 300/160 t水电桥式起重机的重要部件,通过对卷筒体的多方面分析,确定了非常完善的焊接工艺操作重点,确保了卷筒的可靠性和安全性,对于产品质量的提升有着非常重要的影响和意义。
猜你喜欢
航天制造技术(2022年1期)2022-03-07
建材发展导向(2021年20期)2021-11-20
散文诗(青年版)(2021年6期)2021-08-09
科学与财富(2019年8期)2019-10-21
中国科技纵横(2018年18期)2018-10-27
科技经济市场(2017年4期)2017-07-06
大家健康(2016年8期)2016-12-26
计算机辅助工程(2016年1期)2016-03-15
计算机辅助工程(2015年4期)2015-09-16
科技与创新(2015年7期)2015-05-05
