大型钛合金强力切削五轴机床应用与性能分析*
2022-06-24 03:10周元莉刘本刚倪家强白玉珍
机械工程与自动化 2022年3期
周元莉,刘本刚,倪家强,锁 聪,刘 乐,白玉珍
(沈阳飞机工业(集团)有限公司,辽宁 沈阳 110850)
0 引言
钛合金因其良好的综合性能被广泛地应用于飞机结构部件、起落架、发动机零部件等,近年来在新型飞机上,钛合金材料所占的比例已经由5%提高到14%以上[1]。然而由于钛合金化学亲和力大、导热性差且强度高,采用传统的加工机床加工效率低[2]。尽管国内机床厂商针对飞机钛合金结构件的加工研制出了相应型号的机床,但是针对大型复杂钛合金结构件的加工机床国内尚属空白。目前,大型钛合金强力切削机床全部依赖进口,经常受到发达国家的技术限制和封锁[3]。为满足航空领域关键零件的加工需求与国家安全要求,沈阳飞机工业(集团)有限公司联合北京北一机床股份有限公司共同研制了大型钛合金复杂结构件强力切削五轴龙门机床,能够满足钛合金大型复杂结构件高效、高精度的加工要求。
1 钛合金强力切削机床
针对航空钛合金复杂梁、框类结构件加工和航空工业新产品研发的需要,通过研究钛合金复杂构件强力切削工艺系统的动刚度与抑振、精度建模与误差补偿、动静态特性与热分析等关键技术,研制了适合于航空钛合金复杂梁、框类结构件加工的大型、大扭矩、高刚度的五坐标联动数控机床,机床结构如图1所示。研制的五轴机床在沈飞现场完成了安装与调试,经S试件试切合格后,已投入正式生产,S试件试切效果如图2所示。

图1 大型强力切削五轴龙门机床 图2 S试件试切效果 图3 钛合金梁结构示意图
2 钛合金强力切削机床应用
如图3所示的钛梁为某型号飞机大型钛合金复杂结构件,毛坯状态为钛合金模锻件。从左侧弯边处将零件分成两大部分,分别为“头部”及“梁身”,头部又可分为航前和航后两部分;最深的型腔位于弯边处内形,实际切削需要的下刀深与机床及刀柄尺寸相关;头部槽口的宽度及深度均较大,工艺安排是否合理很重要。在生产加工过程中,采用传统钛合金加工机床进行加工,需经过多次装夹、多工位加工,加工周期长、效率低。将研制的大型钛合金复杂结构件强力切削五轴龙门机床应用于该梁的生产加工,在保障钛梁加工精度的同时,可大幅度缩短加工周期。
2.1 原始工艺方案
钛梁的传统加工方案涉及三坐标仿形铣床、五坐标龙门铣床;采用的刀具主要为浅切快进机夹端铣刀/刀片,整体硬质合金刀具。采用传统钛合金加工机床对钛梁进行加工的工艺流程如表1所示。

表1 钛梁的原数控加工工艺流程
2.2 改进后加工工艺方案
采用研制的大型钛合金复杂结构件强力切削五轴龙门机床对钛梁进行加工的部分工艺流程如表2所示。
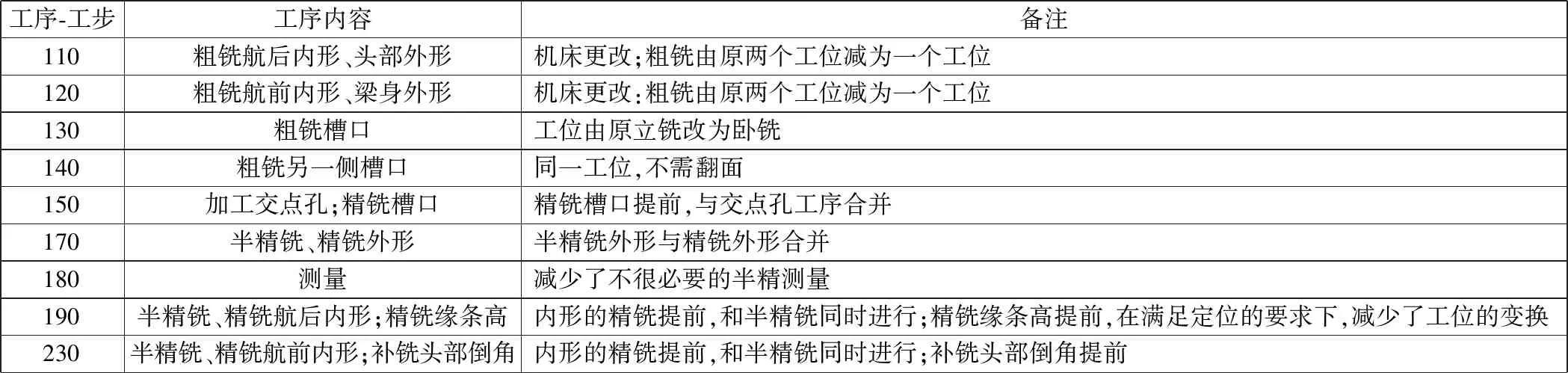
表2 钛梁的改进后数控加工工艺流程
2.3 改进前、后的加工工艺方案比较
比较改进前、后的加工工艺流程可知,改进后的钛梁加工方案简洁明了、干净利落,取消了不必要的中间测量工序,同时将重要的中间测量工序合并,并将内、外形的半精铣和精铣内容合并为一个工序,极大地减少了工位转换和零件周转的准备和等待时间,加工周期由原来的28天缩短为7天。
3 钛合金强力切削机床性能分析
为验证面向航空领域的国产高档数控机床的可靠性,借助车间DNC与MES系统对已投入生产的大型钛合金复杂结构件强力切削五轴龙门机床的运行情况进行了跟踪和统计。数据采集时间区间为2020年5月26日~2021年3月10日,期间共报警34次。其中包括工艺问题、机床故障、机床操作使用问题,以及添加清理切削液润滑油等,除因切削液突然中断、导轨静压油泄漏等问题而报警影响使用外,均能满足现场实际生产使用要求,所加工的零件能够按要求交付,各项加工精度指标正常,主轴径向和轴向跳动、各轴反向间隙、各轴垂直度和角度偏置等与交付时的精度一致,机床经过长时间运转能够保持良好的工作状态。
4 总结
在研究大型梁、框等钛合金复杂结构件加工工艺与切削参数优化的基础上,研制的适应大型钛合金复杂结构件加工的大扭矩、大摆角强力切削五轴龙门机床,其各项性能指标均达到国际先进机床水平,使国内航空工业大型钛合金复杂结构件加工具有自主保障能力,大幅度缩短了大型钛合金复杂结构件的加工周期。
猜你喜欢
世界有色金属(2021年22期)2021-12-04
纺织检测与标准(2021年3期)2021-07-06
河北书画研究(2020年1期)2021-01-18
文苑(2019年24期)2020-01-06
科学与信息化(2020年36期)2020-01-04
今日农业(2019年15期)2019-09-03
表面工程与再制造(2019年6期)2019-08-24
家庭影院技术(2019年4期)2019-04-17
棋艺(2016年6期)2016-11-14
北京航空航天大学学报(2016年12期)2016-02-27