催化裂化装置未汽化油的模拟计算和解决措施
2022-06-30 06:07吴寰
炼油与化工 2022年3期
吴 寰
(中国石油大庆炼化公司炼油生产二部,黑龙江大庆163000)
催化裂化装置是炼油厂加工重油的核心装置,由于常减压装置的深拔和酮苯脱蜡等装置对催化裂化原料的影响,原料中的减压渣油比例逐渐上升,蜡油比例逐渐减少。因此,原料中的饱和烃含量逐渐下降,沥青质、胶质含量逐渐升高,使原料在催化裂化提升管内的汽化温度升高而不易完全汽化,在产品分布变差的同时,也为装置的长周期运行埋下了隐患。
某炼化公司的催化裂化装置沉降器的旋风分离器为粗旋+顶旋形式,防结焦能力较差,曾多次因沉降器结焦被迫停工检修。未汽化油的冷凝是沉降器结焦的内因,油气所在的环境是结焦的外因[1]。未汽化油是3 级旋风分离器、烟机结垢的原因[2],会造成大油气管线、油浆系统的结焦。装置管理人员一般只对未汽化油有概念上的认识,未完全掌握未汽化油的计算方法,很难将该理论在实际生产中进行验证。文中以流程模拟软件为基础进行计算,详细阐述了未汽化油的计算方法,运用到装置的实际生产中,指导装置长周期运行。
1 工业实验证明未汽化油的存在
钮根林[3]等人在某重油催化裂化装置,沿提升管的轴向高度进行了分段采样。发现待生剂孔隙内除吸附了1部分氢含量较高的轻质烃类外,还有部分氢含量较低的重质油品进入了催化剂的孔隙内,即存在部分未汽化的原料组分仍停留在催化剂孔隙中。实验同时发现,催化剂活性在接触原料的短时间内降至最低值。原料中的重组分在开始与催化剂接触时是未完全汽化的,未汽化组分沉积在催化剂的活性中心上随着催化裂化、热裂化[4]等反应的进行,未汽化组分反应生成的气体离开催化剂的活性中心,扩散到提升管的主气流中,催化剂恢复了部分活性。从工业实验对油气和催化剂的化验分析结果来看,未汽化油是真实存在的,此部分未汽化组分最终会脱氢缩合形成液焦。
2 未汽化油的计算
计算以Aspen HYSYS 模拟软件为基础,组分包选择软件自带的Assay Components Celsius to 850 C,物性包选择Peng-Robinson,选择装置标定化验数据和操作参数进行计算。
2.1 组分的表征
原料和油浆的减压馏程、密度化验分析结果见表1。

表1 原料和油浆减压馏程、密度化验分析结果
汽油和柴油的常压馏程、密度化验分析结果见表2。

表2 汽油和柴油的常压馏程、密度化验分析结果
在物性环境中,使用石油化验数据模块,手动输入单流股物性,将以上油品进行表征。
干气和液态烃化验分析结果见表3。

表3 干气和液态烃化验分析结果
在模拟环境中,将干气和液态烃化验数据输入流股的组分列表中,完成对气体的表征。干气中的非烃组分实际是由再生剂夹带而来,实际组分是再生器内的烟气,再生剂刚与原料接触时该组分即存在,需根据标定期间的干气流量,将非烃组分单独进行表征,用以进行原料在提升管内汽化温度的模拟计算。
2.2 原料完全汽化温度的模拟计算
原料在接触再生剂时,提升管内的物料有预提升蒸汽,提升蒸汽,LTAG 喷嘴雾化蒸汽,原料雾化蒸汽,再生剂携带的非烃和再生剂,模拟计算时只考虑气相混合物,不考虑再生剂,见表4。
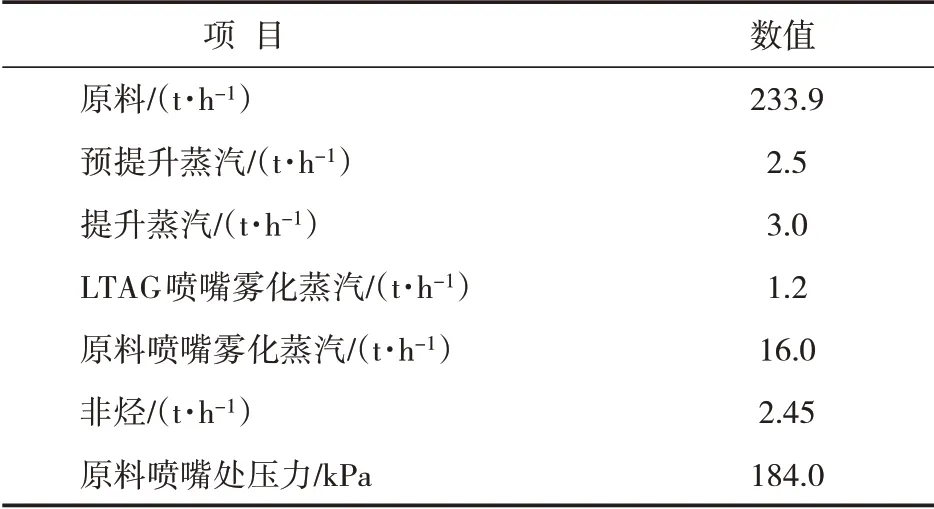
表4 计算原料完全汽化温度所需参数
利用软件的混合器工具,将表4中已表征的各流股使用混合器进行混合,在混合器工作表中,将出口混合流股的汽化分率调为1(代表100%汽化),将压力调整为原料喷嘴处压力184.0 kPa,软件自动解算在该压力下混合物料完全汽化时所需的温度为612.9 ℃,此部分热量需由再生剂提供。
2.3 计算原料汽化段平衡温度
使用公式计算原料在汽化段的平衡温度时,需先假设1个平衡温度,最后使用单变量求解工具进行收敛计算。原料经原料喷嘴进入提升管时,提升管内的气相物料与表4中一致,但这些物料都需再生剂的热量进行升温,该步计算需考虑再生剂的传热[5]。
因Aspen HYSYS 无法表征固体物料,所以在计算催化剂的传热时,需使用软件自带的表格工具,将下式输入表格工具中。
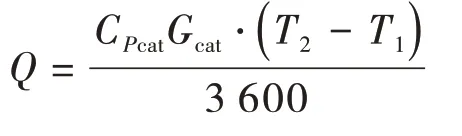
式中Gcat—催化剂循环量,t/h;Q—催化剂降温热,MW;CPcat—催化剂平均热容,kJ/(kg·K);T2—再生器密相温度,K;T1—汽化平衡温度,K。
将原料,蒸汽,非烃使用混合器混合后,将混合器出口物料连接加热器工具,将加热器出口温度(即平衡温度)输入1个假设值,得到混合物料升温至假设值所需的热量。使用调整模块,将平衡温度设置为可调变量,将加热器所需的热量和催化剂降温热量的差值设为目标变量,制定的目标值设置为0(即混合物料升温热与催化剂降温热相等),得到平衡温度为550.2 ℃。
公式法求得原料在汽化段的汽化平衡温度为543.3 ℃。软件的计算结果比公式法计算结果略高,因为公式法是在假定原料完全汽化的情况下进行计算,实际原料在汽化段无法完全汽化,软件在计算时会将该因素考虑在内,而液体汽化为气体的气化潜热是较大的。原料在升高相同的温度情况下,液相状态比气相状态需要的热量少,所以软件计算的平衡温度比公式法高。
模拟计算得到原料完全汽化温度为612.9 ℃,可判断原料在汽化段的传热条件下是不能完全汽化的,即存在部分未汽化油。虽然原料的完全汽化温度与汽化段内实际能达到的平衡温度相差近70 ℃,但通过模拟计算,原料在550.2 ℃时,原料中有3.46%的组分未汽化,占比不大。有研究指出[6],某催化装置提升管的采样结果有11.4%的原料未汽化,未汽化组分主要是混合原料中的减渣。
2.4 油浆完全汽化温度的模拟计算
该装置油浆收率为5%左右,油浆固体含量在4 ~5 g/L,相比同类装置较高,为降低油浆收率,有5~20 t/h 的油浆由原料喷嘴之上的油浆喷嘴进入提升管回炼。回炼油浆如果产生未汽化油,未汽化的组分较原料中的更重,在沉降器内更容易发生缩合生焦。原料在多产异构烷烃(MIP)提升管的第1 反应器出口,完成了70%~80%的转化。油浆喷嘴在原料喷嘴后5.73 m,原料到达油浆喷嘴时部分原料已发生转化。原料喷嘴至第1 反应器出口的距离为10 m,原料到达油浆喷嘴时,已经过第1反应器长度的57.3%。
按原料在第1反应器出口已转化80%推算,原料在油浆喷嘴处的转化率为45.84%,按该值进行后续模拟计算。原料在油浆喷嘴处的理论产品分布见表5。
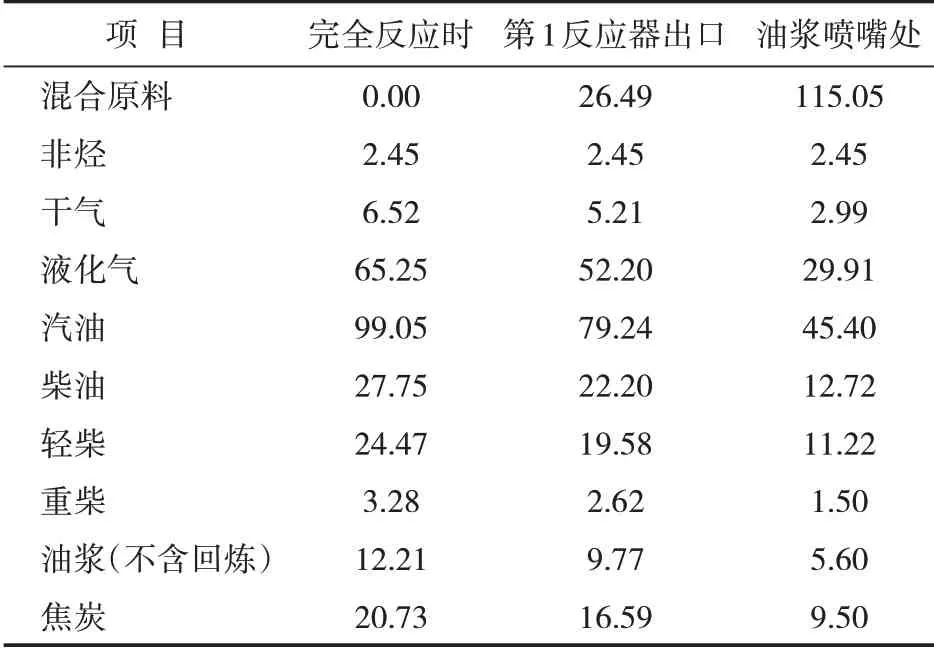
表5 原料在油浆喷嘴处的理论产品分布/(t·h-1)
由表5 可见,将6 t/h 的油浆回炼加入油浆中,使用混合器混合,将混合物料的汽化分率调整为1,压力调整为180 kPa,得到油浆喷嘴处的混合物料完全汽化温度为565.8 ℃。原料在汽化段的平衡温度为550.2 ℃,第1 反应器提升管主要进行的是吸热反应,催化剂到达油浆喷嘴时,温度要比550.2 ℃更低,所以油浆喷入提升管时已不具备完全汽化的基础条件,必然会产生大量的未汽化油。
2.5 提升管出口物料完全汽化温度的模拟计算
使用表5完全反应时的产品分布数据,将6 t/h的油浆回炼加入油浆中,使用混合器混合,将混合物料的汽化分率调整为1,压力调整为150 kPa,即得提升管出口混合物料的完全汽化温度为425.8 ℃,装置在标定期间提升管出口温度控制在528 ℃,在该产品分布的条件下,混合油气达到提升管出口时,是可以达到理论的完全汽化温度的。
回顾提升管各段的物料汽化状态,原料在开始接触催化剂时,存在约3%的未汽化油,油浆在进入提升管时,又产生了1部分未汽化油。随着主反应的进行,不断裂化生成气体、汽油、柴油等轻组分,提升管内未汽化组分的油气分压降低,这些未汽化组分也发生汽化,进而发生裂化反应,生成的气体回到提升管的主气流之中,与工业试验的结果吻合。
3 未汽化油对装置的影响
通过工业试验和模拟计算,说明未汽化油的产生是原料逐渐变重的情况下普遍存在的问题,原料越重,汽化程度越低。催化剂黏附了未汽化油形成“湿”催化剂,如果它们黏附在提升管喷嘴对面器壁上或沉积在沉降器和旋风分离器的死区内,就会形成“液焦”。未汽化组分一般是原料或油浆中的重芳烃组成,高温下很难打开,发生侧链断裂后,脱氢生成稠环结垢,并最终在高温作用下缩合成固体焦炭[7]。
国内催化裂化装置约有60%非计划停工由装置结焦所致[8]。装置结焦部位有提升管区、沉降器及旋风分离器系统、反应油气管线和分馏塔油浆循环系统。
沉降器内汽提段顶料面以上稀相空间庞大,流速低,旋风分离器入口以上到拱顶的广大空间更是油气流动盲区。在此积聚的油气接触到较低温度的器壁时,油气中未汽化的雾状油滴和反应产物中重组分达到其露点,凝析出来的高沸点组分很容易黏附在器壁表面形成“焦核”,并逐渐长大炭化结焦。如果未汽化组分进入到大油气管线,则会继续在大油气管线和油浆系统结焦。
4 应对未汽化油的措施
4.1 旋风分离器和提升管的设计
目前相对成熟的旋风分离防结焦技术主要有旋流快分和直连技术,改造后的装置基本解决了沉降器结焦的问题,缺点是操作弹性较传统旋风分离小,操作波动时易发生跑剂情况。
该炼化公司的催化裂化装置曾因晃电切断进料后,沉降器焦块掉落,堵塞待生斜管而被迫停工抢修。大检修期将旋风分离原设计粗旋+顶旋不连接的形式,改为带隔流筒预汽提旋流式快分系统(SVQS),沉降器结焦问题基本解决,但带来了油浆固体含量高的问题。检修时发现沉降器内虽未出现明显结焦,但集气室出现了大量黑亮焦块,推测是因为未汽化油在旋流快分系统内没有长时间停留的条件,但在进入集气室时,线速大幅度降低,少量的未汽化组分在集气室冷凝从而结焦。
某装置提升管出口快分型式改为直连后,沉降器顶部结焦有所减轻,但分馏塔油浆系统发生了结焦,最严重时油浆换热器运行半个月就必须切除切换[9]。即发生了结焦部位后移。出现此现象的原因是采用直连后,油气在沉降器内停留时间缩短,热裂化反应减少,沉降器顶及旋风分离器结焦减少,单级顶旋的催化剂质量流率增加,减轻了原旋风分离器易结焦的状况。而油气中的重组分及未汽化油滴,在油气管道较长时间停留和管壁较低温度下,在大油气管线和分馏油浆系统冷凝结焦。直连技术搭配再生斜管冷再生剂循环技术(CRC)时,该情况更加明显,因为CRC 技术使进入提升管底部的再生剂温度降低,产生了更多的未汽化油,严重时未汽化油随少量催化剂进入顶旋料腿,会导致顶旋料腿、翼阀结焦。料腿内径缩小,翼阀结焦工作不正常,都会使催化剂在料腿内下料不畅,最终造成沉降器跑剂。
当提升管采用MIP 工艺时,第1 反应区在较高温度下进行裂化反应,反应时间为1 s,第2反应区在较低温度下进行烯烃转化等2次反应,停留时间为5~6 s,空速为20 h-1。采用MIP 工艺技术后结焦情况普遍缓解,主要是在第2反应区催化剂与油气的反混比常规提升管更为充分,未汽化的重质组分有更多机会与催化剂接触并发生传热和反应,抑制了未汽化油向下游的转移。
4.2 优化原料的雾化效果
原料喷嘴的雾化效果会直观地在产品分布的变化中体现。如原料的雾化效果不好,达不到理想的传热条件,会有更多的未汽化油产生。
微观上,催化裂化装置平衡剂的平均粒径一般在50~60 μm。有文献计算[10],原料油滴平均粒径一般为60 μm,质量约8.82×10-11kg。1 个粒径为60 μm 的油滴需3.37 个粒径为60 μm 的催化剂传热后才可完全汽化,而1 个粒径为80 μm 的油滴则需要吸收7.99 个粒径为60 μm 的催化剂颗粒提供的热量才能完全汽化。但是在提升管汽化段中,1 个油滴与8 个催化剂颗粒进行接触传热几乎不能实现。所以原料油液雾粒径大小会直接影响原料的升温和汽化速率以及裂化反应。
4.3 优化提升管汽化段的操作条件
在再生器密相温度≥690 ℃的前提下,提高反应温度,增大剂油比,使催化剂颗粒与原料油滴的接触更加充分。采用CRC 技术时,要注意催化剂进入提升管底部的温度不能过低,尤其是没有MIP第2反应区且旋风分离器系统为直连时,更要注意CRC的操作。
4.4 提高单程转化
采用较高的单程转化率,可增加原料和油浆中重组分的转化深度。回炼油与油浆中芳烃与原料中的芳烃是不同的芳香烃物质,具有多环、短侧链、较小分子结构的特点,在催化裂化工艺条件下很难继续裂化,绝大部分缩合成焦炭。油浆进入提升管内是不能完全汽化的,所以,降低油浆回炼或不回炼油浆,是抑制结焦的重要手段之一。采用适当排油浆的生产方案可以控制油浆的质量,以减轻分馏油浆系统的结焦倾向,改善提升管总进料的质量。
4.5 平衡剂的筛分组成
平衡剂筛分中,<40 μm 的细粉对催化裂化装置流化有重要作用,质量分数在15%~20%时,流化效果最好。细粉含量过少,不利于装置平稳操作;细粉含量过高,则会影响原料油的汽化。催化剂粒径越大,携带的热量越多,汽化相同油滴所需催化剂颗粒数越少。刘新林[11]发现粒径40~80 μm的催化剂对干气、焦炭和汽油的选择性最好,粒径<40 μm 的催化剂重油转化能力最差,细粉不易使原料汽化,增加了因未汽化油产生的干气和焦炭。
5 结束语
(1)随着催化裂化装置原料逐渐重质化,原料更难以汽化,未汽化油的产生增加了装置的结焦倾向,给装置的正常运行带来了危害。
(2)油浆进入提升管回炼无法完全汽化,对装置长周期运行和产品分布都有不利影响,采用增加油浆外排,少回炼或不回炼油浆的方案控制油浆固体含量。
(3)通过提高剂油比,提高反应温度,控制合适的平衡剂筛分组成;采用相互匹配的提升管和旋风分离器、雾化效果良好的进料喷嘴,可有效减少未汽化油对装置的不利影响。
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
科技风(2019年21期)2019-09-04
安徽农业科学(2018年36期)2018-05-14
中学物理·初中(2017年12期)2018-03-07
科技创新导报(2017年16期)2017-08-23
科技与创新(2017年7期)2017-05-13
科学与财富(2016年32期)2017-03-04
中国高新技术企业(2015年8期)2015-04-13