激光辅助增材制造CoCrNi中熵合金的纵向力学性能研究*
2022-07-13 08:39张理曹立超
自动化与信息工程 2022年3期
张理 曹立超
学术研究
激光辅助增材制造CoCrNi中熵合金的纵向力学性能研究*
张理1,2曹立超2
(1.广东中科德弗激光科技有限公司,广东 佛山 528000 2.广东省科学院智能制造研究所,广东 广州 510070)
针对钴铬镍(CoCrNi)增材制造过程中,因热传导具有方向性,且受层间结合强度和材料显微结构影响,导致CoCrNi的纵向(平行于材料沉积方向)力学性能(屈服强度、抗拉强度、延伸率)较差的问题,采用激光辅助增材制造方法制备CoCrNi中熵合金。实验结果发现:随着打印工件沉积高度增加,散热性变差,出现较大的外延晶,且产生热裂纹;制备的CoCrNi纵向力学性能明显低于文献[9]的横向力学性能,但保持了相对较好的强度和韧性。
CoCrNi;中熵合金;激光辅助增材制造;纵向;力学性能
0 引言
CoCrNi中熵合金由Co、Cr、Ni三种元素以等原子比组成,是一种具有较好低温性能和单一面心立方结构的新型中熵合金,其强度和韧性优于大多数单元合金及高熵合金[1]。当前,CoCrNi及其合金主要通过铸造、粉末冶金等方法制造[2],需经过一系列的后处理过程才能获得较好的力学性能,如LIU等[3]用铸造法得到的CoCrNi屈服强度仅有230 MPa;SHANG等[4]经过再结晶处理获得的CrCoNi屈服强度仅有242MPa;高翔等[5]对铸造的CoCrNi进行热锻造,分别得到380 MPa的屈服强度、850 MPa的抗拉强度、92%的延伸率;薛雨杰等[6]对铸造的CoCrNi进行热轧,获得超过700 MPa的抗拉强度、80%以上的延伸率;ZHAO等[7]以CoCrNi为基体设计(CoCrNi)Al3Ti3合金,经过固溶、冷轧、淬火、时效等一系列处理,获得较高的抗拉强度和较好的力学性能。
铸造的CoCrNi屈服强度较低,限制了该种材料的进一步发展。增材制造是一种新型材料近净成型技术,基于逐层累积的方法获得设计工件的形状及尺寸。与传统制造技术相比,该方法具有数字化、智能化、制造周期短等特点[8],如WENG等[9]通过激光辅助增材制造方法制备的CoCrNi中熵合金,在室温下横向(垂直于材料沉积方向)的屈服强度、抗拉强度和延伸率分别达到620.5 MPa、873.5 MPa、44.8%。
增材制造过程中,由于热传导具有方向性,导致晶粒的生长也有一定的方向性,材料的各向异性是增材制造过程的主要问题之一。此外,打印工件纵向的层与层之间结合性较差,影响其纵向拉伸性能。当前文献关于增材制造CoCrNi中熵合金在纵向(平行于材料沉积方向)上的研究较少。本文利用激光辅助增材制造方法,对激光增材制造CoCrNi中熵合金纵向的力学性能进行探究。
1 实验材料及测试方法
实验材料采用粒径为15~53 μm的CoCrNi粉末,其中,Co、Cr、Ni的含量分别为34.14%、30.14%、35.72%。激光辅助增材制造实验设备包括:德国IPG公司的掺镱(Yb)稀土离子YLS-6000-S2T型光纤激光器,最大功率为6 000 W;德国普雷茨特公司的YC52型激光头,可搭载环形同轴喷嘴;瑞士美科(Metco)公司的Twin-150送粉器,最小送粉速率为2 g/min,最大送粉速率可达150 g/min。采用纯氩气(纯度为99.999%)作为熔池保护气以及送粉的载气,具体实验参数如表1所示。

表1 激光辅助增材制造CoCrNi的参数
激光辅助增材制造CoCrNi的打印策略及组织、性能测试方法和拉伸试样尺寸如图1所示。

图1 激光辅助增材制造CoCrNi的打印策略及组织、性能测试方法和拉伸试样尺寸
CoCrNi打印过程中,需保持相邻两层的打印方向为90°,单道打印宽度为1.3 mm,搭接率为50%。随着打印层数及高度增加,工件整体散热变差。为减少打印工件因过热而产生较大热应力及热裂纹,可分为多段、多次打印。每次待打印工件表面温度降至约120℃时再继续打印,打印工件尺寸为50 mm×50 mm×120 mm。拉伸试样的尺寸如图1所示,平行段长度为32 mm,原始标距为25 mm。
2 实验方法及结果分析
将打印工件进行线切割,分别进行金相组织观察、显微硬度测试、抗拉强度测试。
首先,分别用粗细SiO2砂纸对金相试样研磨并用抛光机抛光;然后,对研磨、抛光后的金相试样用 HCl + CuCl2溶液腐蚀4 min;最后,利用莱卡金相显微镜进行金相组织观察,结果如图2所示。
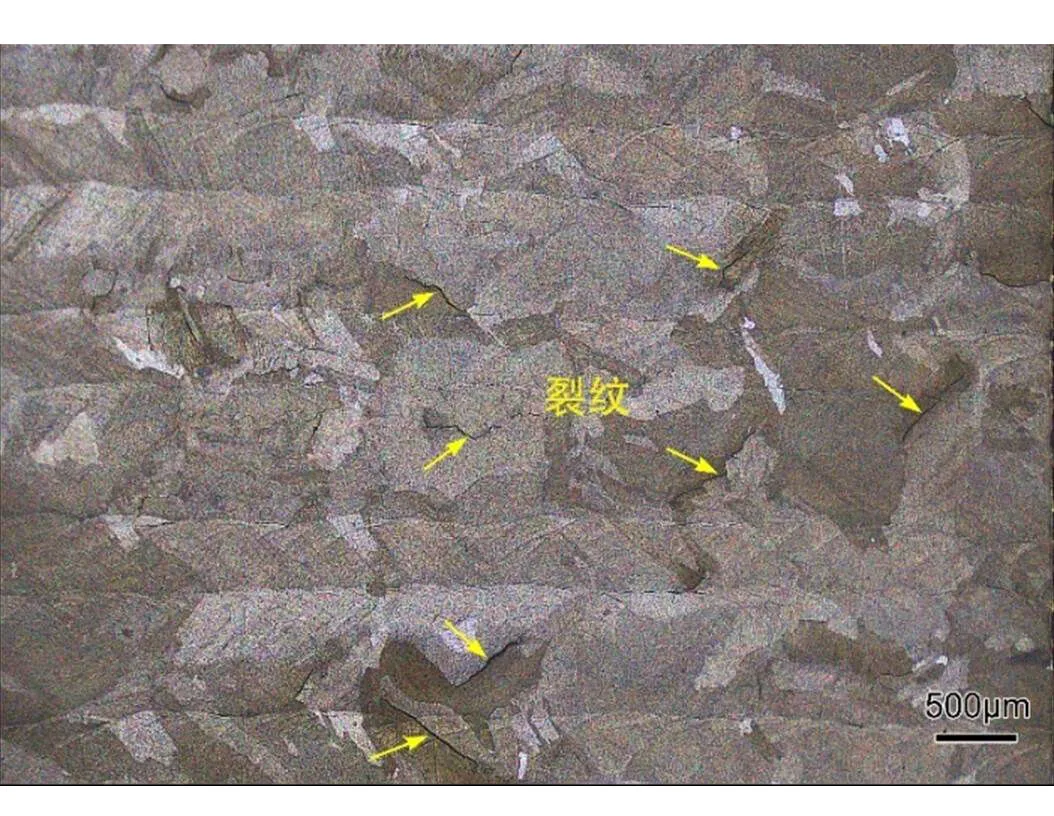
图2 激光辅助增材制造CoCrNi的光学金相组织
由图2可以看出,层与层之间的边界、热裂纹、外延晶清晰可见。
本文工件采用逐层堆积的方式打印,在层与层的结合处,可以观察到由于CoCrNi粉末未完全熔化、熔池凝固不好、材料填充不及时等原因导致的未融合现象。未融合导致层与层之间的结合性较差,在拉伸过程中,容易成为裂纹源,使断裂进一步扩展。
在打印工件过程中,初始堆积阶段热量主要通过基板疏散;随着打印工件高度增加,热量主要集中在打印工件的端部,散热面积小、效率低、冷却速率慢,导致工件内晶粒粗大并产生较大热应力,使其产生热裂纹,从而影响力学性能。
打印工件内晶粒沿打印方向生长,即沿热传导方向生长。部分晶粒呈长轴状,长度可达几层,这种晶粒被称为外延晶。在打印工件过程中,激光将前一层部分组织融化,形成熔池,并通过喷嘴向熔池内添加CoCrNi粉末,该层部分晶粒会沿热量传递方向继续长大,形成外延晶。
通过莱卡金相显微镜在更高倍数下进一步观察激光辅助增材制造CoCrNi的显微金相组织,如图3所示。

图3 激光辅助增材制造CoCrNi的显微金相组织
从图3(a)可以看到明显的外延晶,其长度跨越2条熔池边界;从图3(b)可以看到热裂纹,该裂纹属于晶间裂纹,沿晶粒边界方向扩展。
随机选取试样区域的26个点进行显微硬度测试(硬度计型号为HVS1000),加载荷300 g,保载时间15 s。采用ONH836型氢氧氮分析仪对打印工件进行氧含量测试,取样位置与金相观察位置相同,如图4所示。
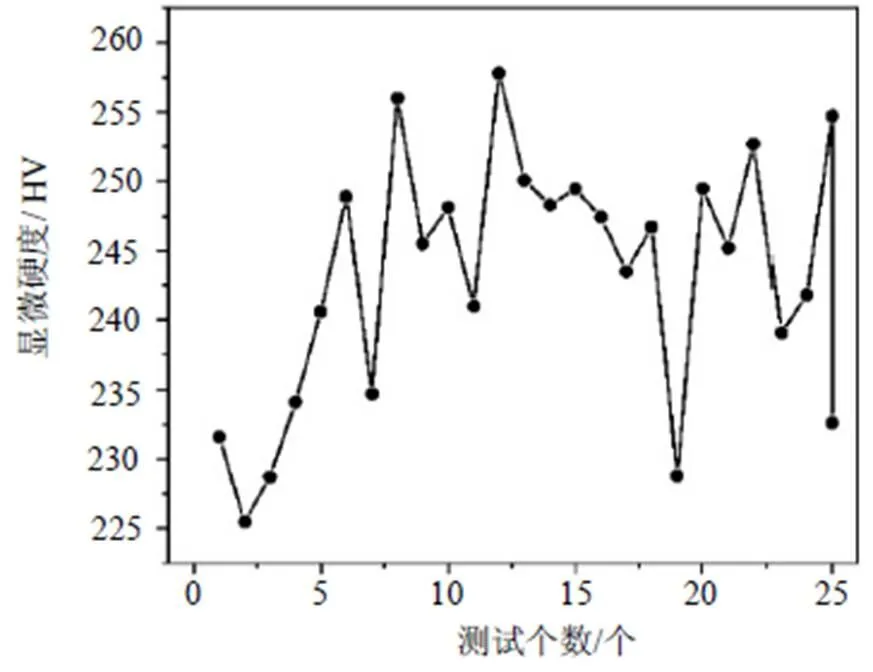
图4 激光辅助增材制造CoCrNi的显微硬度
由图4可知,激光辅助增材制造CoCrNi的平均显微硬度为243.2 HV。由于打印过程中出现重熔、熔化边界等区域,各区域显微组织的差异性导致其显微硬度出现较大波动。
拉伸试样的选取位置及尺寸如图1所示。利用INSTRON 5982万能力学试验机进行拉伸性能测试,拉伸过程保持应变速率为10-3/s-1不变。试样拉伸后采用TESCAN MIRA LMS扫描电子显微镜拍摄样品的断口形貌,并进行能谱线扫描测试,以分析断口处的化学成分及含量。断口形貌拍摄时加速电压为3 kV,能谱线扫描拍摄时加速电压为15 kV,探测器为SE2二次电子探测器。为减小误差,降低偶然因素的影响,实验选取3组拉伸试样进行测试,拉伸结果如表2所示。激光辅助增材制造CoCrNi的纵向抗拉强度-延伸率曲线如图5所示,纵向拉伸断口形貌如图6所示。
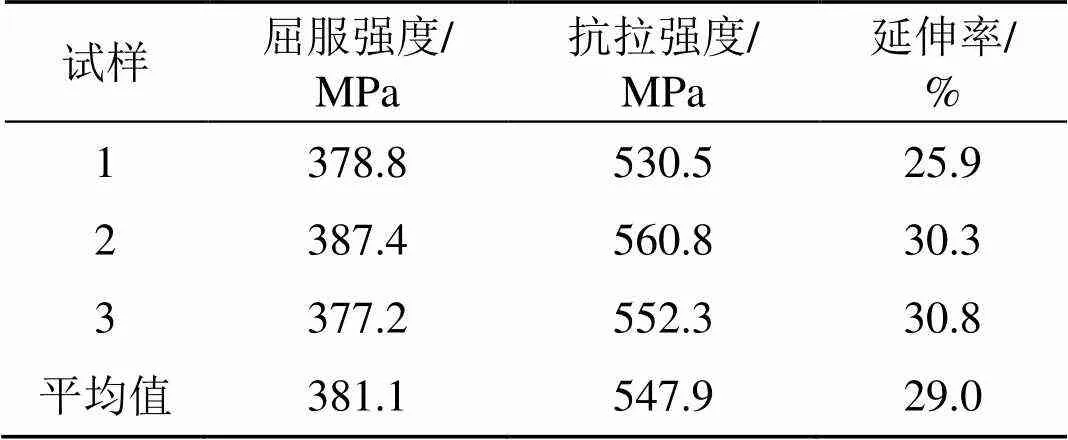
表2 激光辅助增材制造CoCrNi的力学性能

图5 激光辅助增材制造CoCrNi纵向抗拉强度-延伸率曲线

图6 激光辅助增材制造CoCrNi的纵向拉伸断口形貌
由表2可知,激光辅助增材制造CoCrNi的平均屈服强度为381.1 MPa、平均抗拉强度为547.9 MPa、平均延伸率为29.0%。与文献[9]横向激光辅助增材制造CoCrNi的力学性能(屈服强度620.5 MPa、抗拉强度873.5 MPa、延伸率44.8%)相比,纵向力学性能明显降低,主要原因是裂纹、未融合等缺陷的影响,但利用该方法制造的CoCrNi中熵合金在纵向上获得了明显优于铸造CoCrNi的屈服强度[6-7]。
由图6可以观察到:激光辅助增材制造CoCrNi的纵向拉伸断口均匀分布大量的细小韧窝,表明材料具有较好韧性;进一步放大可以看到,韧窝内部存在数量较多的球形颗粒,这是由于激光辅助增材制造在开放环境中进行,虽然同轴喷嘴中的保护气和送粉气可防止粉末及打印工件被氧化,但打印工件仍会出现氧化现象,球形颗粒即为氧化物颗粒。氧含量的测试结果显示,打印工件的氧含量为0.031%。
采用能谱线扫描方法进一步分析断口处的元素及含量,如图7所示。
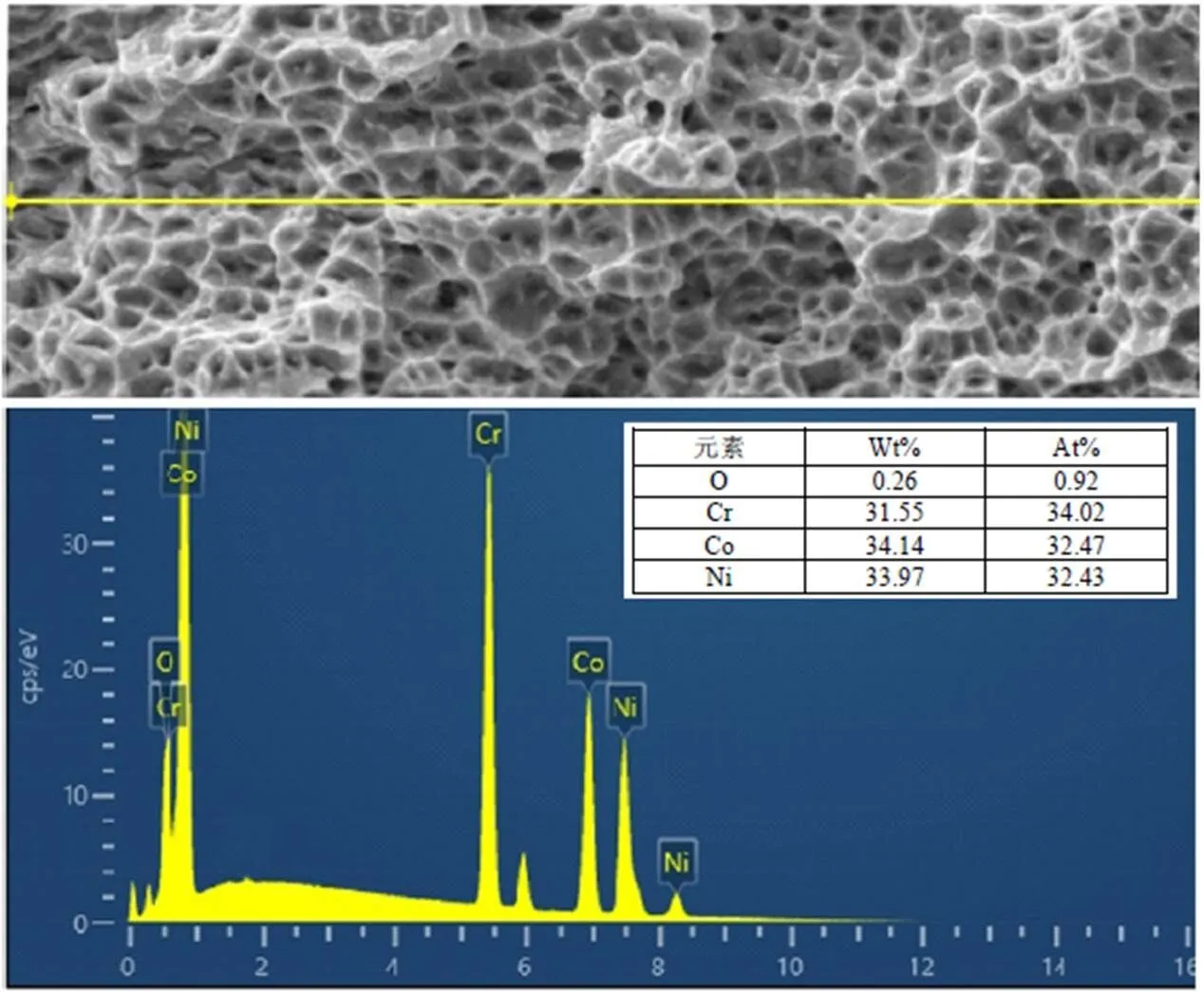
图7 断口处能谱线扫描及元素含量分析
由图7可以看出;断口处的主要元素为Co、Cr、Ni,含有少量O元素;WENG等[9]研究表明,Cr更容易被氧化,断口处的氧化物主要是Cr2O3,且颗粒尺寸小于200 nm,表明打印工件过程中虽然出现了氧化现象,但氧化程度并不高。
3 结论
本文采用激光辅助增材制造方法制备CoCrNi中熵合金过程中:
1)随着材料沉积高度增加,散热性变差,出现较大外延晶,产生热裂纹、未融合等缺陷;
2)粗大晶粒、热裂纹及层间结合强度弱于横向打印的结合强度,使激光辅助增材制造CoCrNi的纵向力学性能明显比横向差;
3)出现氧化现象,氧化物颗粒主要是Cr2O3,在喷嘴防护作用下,氧化颗粒细小,氧含量较低;
4)虽然有热裂纹等缺陷产生,其纵向力学性能仍比铸造CoCrNi好,平均屈服强度达381.1 MPa,平均抗拉强度达547.9 Mpa,延伸率为29.0%。
[1] 江宇,陈小红.Cu、V对于CoCrNi中熵合金组织与性能影响[J].广州化工,2021,49(17):50-53.
[2] 张星,李志新,杨名超,等.CoCrNi基中熵合金研究进展[J].河北科技师范学院学报,2021,35(3):77-80.
[3] LIU X W, LAPLANCHE G, KOSTKA A, et al. Columnar to equiaxed transition and grain refinement of cast CrCoNi medium-entropy alloy by microalloying with titanium and carbon[J]. Journal of Alloys and Compounds 2019,775:1068-1076.
[4] SHANG Y Y, WU Y, HE J Y, et al. Solving the strength-ductility tradeoff in the medium-entropy NiCoCr alloy via interstitial strengthening of carbon[J]. Intermetallics. 2019,106: 77-87.
[5] 高翔,段国升,畅海涛,等.热锻态CoCrNi中熵合金组织及力学性能的研究[J].热加工工艺,2022(3):66-68,72.
[6] 薛雨杰,李双元,王正品,等.热轧对CoCrNi中熵合金微观组织和性能的影响[J].西安工业大学学报,2019,39(2):179-184.
[7] ZHAO Y L, YANG T, TONG Y, et al. Heterogeneous precipi-tation behavior and stacking-fault-mediated deformation in a CoCrNi-based medium-entropy alloy[J]. Acta Materialia, 2017, 138:72-82.
[8] 王长军,刘雨,周健,等.金属增材技术在钢铁领域的研究进展[J/OL].中国冶金,2022,32(5):7-15[2022-04-06]. https://doi. org/10.13228/j.boyuan.issn1006-9356.20210751.
[9] WENG F, CHEW Y, ZHU Z, et al. Excellent combination of strength and ductility of CoCrNi medium entropy alloy fabricated by laser aided directed energy deposition[J]. Additive Manufacturing, 2020:101202.
Research on Longitudinal Mechanical Properties of CoCrNi Medium Entropy Alloy Fabricated by Laser Aided Additive Manufactured
ZHANG Li1,2CAO Lichao2
(1. Guangdong, CAS Dofortune Laser Technology Co., Ltd. Foshan 528000, China 2. Institute of Intelligent Manufacturing, GDAS, Guangzhou 510070, China)
In view of the poor longitudinal (parallel to the material deposition direction) mechanical properties (yield strength, tensile strength and elongation) of CoCrNi due to the directionality of heat conduction and the influence of interlayer bonding strength and material microstructure during the manufacturing of CoCrNi additive, a laser aided additive manufacturing method was used to prepare CoCrNi medium entropy alloy. The experimental results show that with the increase of the deposition height of the printing workpiece, the heat dissipation becomes poor, large epitaxial crystals appear, and thermal cracks occur; The longitudinal mechanical properties of the prepared CoCrNi are significantly lower than the transverse mechanical properties of reference [9], but maintain relatively good strength and toughness.
CoCrNi; medium entropy alloy; laser aided additive manufacturing; longitudinal; mechanical properties
张理,曹立超.激光辅助增材制造CoCrNi中熵合金的纵向力学性能研究[J].自动化与信息工程,2022,43(3):15-19,30.
ZHANG Li, CAO Lichao. Research on longitudinal mechanical properties of CoCrNi medium entropy alloy fabricated by laser aided additive manufactured[J]. Automation & Information Engineering, 2022,43(3):15-19,30.
TG174.44
A
1674-2605(2022)03-0003-06
10.3969/j.issn.1674-2605.2022.03.003
佛山市科技创新项目(S0AA-KJ919-4402-0101)
张理,男,1990年生,博士研究生、助理研究员,主要研究方向:激光增材制造。E-mail: l.zhang@giim.ac.cn
曹立超,男,1991年生,硕士,工程师,主要研究方向:爬壁机器人、增材制造。
猜你喜欢
全面腐蚀控制(2022年7期)2022-08-12
北京航空航天大学学报(2022年6期)2022-07-02
航天制造技术(2022年2期)2022-05-16
宁夏电力(2022年1期)2022-04-29
湖北农机化(2021年7期)2021-12-07
包头职业技术学院学报(2021年3期)2021-11-18
智能制造(2021年4期)2021-11-04
天津冶金(2021年3期)2021-06-28
表面工程与再制造(2019年1期)2019-05-11
中国新技术新产品(2018年17期)2018-08-31