
MAPOSS测量头探针安装及精度控制方法
2022-07-16 11:54孙海峰夏焕金朱晓明
科学与财富 2022年4期
孙海峰 夏焕金 朱晓明
摘 要:测量头的安装、标定及其自身的精度都会对产品尺寸造成影响,操作人员又难以操作,本文从测量头线下安装、校调,线上标定等方面进行分析和说明,有利于操作人员快速掌握MAPOSS测量头的安装及精度的控制方法。
关键词:测量头;探针;在线测量;补偿
1在线测量的优点
在生产进程中进行测量确实可以为生产带来一些好处,从而使得该测量方法成为了进行复杂机加工工作的设备的一项必不可少的特征。生产进程中的工件测量的主要优点:
1)如果有可能要进行测量切削加工,则第一个工件必须满足规定的要求,即使使用新刀具也是如此;
2)没有必要将工件松开(这样对于大重量工件来说,可以减少许多麻烦);
3)可实现全自动操作;
4)通过确定工件的特征(例如钻孔,沟槽或凸轮的特征),可以为后续的夹紧操作提供指导;因此就可以节省生产成本、和减少了对高度复杂的夹紧装置的使用;
5)可实现对刀具磨损的补偿,可获得最佳的机加工精度。
6)车铣加工中心设备上,实现对床头箱或车-镗-铣单元的热补偿,使车加工面和铣加工面之间的容许误差可达到非常小;
2.MAPOSS测量头的结构
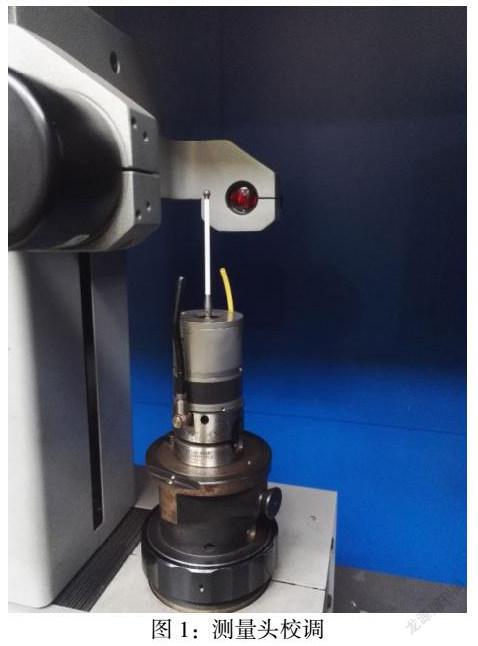
MAPOSS测量头主要由测量体、探针及刀柄组成,如图1所示,其中测量测量体与刀柄是通过拉针粗定位,四个可调节螺钉进行精定位和夹紧的,探针和测量体是通过螺纹联接的。
3.MAPOSS测量头的校调
测量头精度的校调主要是要利用高精度对刀仪,调节4个方向的可调螺钉来调节。安装探针的6mm的球头回转精度必须在对刀仪上进行检测,技术要求是调整刀柄上四个支紧螺丝,要求其回转精度不得大于0.005mm,同时检测刃口的选择必须是球心,第一次调好后,测量头从对刀仪的主轴拆卸后再安装,保证重复精度好。探针头直径误差为0.001mm,测量头在WFL车铣加工中心西门子数控系统中刀具参数输入时刀具类型为710。
4.MAPOSS测量头的标定
当测头刚刚与工件表面接触时,它不会立即产生切换动作;反之,在它与工件表面产生实际接触之前,它会略微转向外侧。根据跟踪方向的不同,该转动距离也会有所不同;但是,即使经过了较长的一段时间后,仍然可以再现该转动距离。为了获得正确的测量结果,必须知道正跟踪方向和负跟踪方向(开关滞后)的转动距离的和。为了得到该补偿值,要用一个精度已知的内径测量装置来对一个标定环进行测量,从而对测头进行标定。在标定前,必须先清洗标定环,为了避免由于温度因素而引起误差,标定环必须和机床底座具有相同的温度,标定环如图4所示。 测量头标定指令为PROBE (AX, DIS, MP, NUM),各参数含义如下:
AX :测量轴的名称,最多 2 个字符的字符串
DIS: 测量距离,增量,实数值
MP: 测量点编号(0 到 200),整数
NUM: 进行平均值计算时的测量次数,整数
测量头必须位于待测量的特征形貌的内部。在外部标定情况中,测头必须在特征形貌的外面。第一次测轨迹在靠近起始点的表面上进行。首先,测头以快速横移的方式定位到第一个测轨迹表面,并给测量球面半径和安全距离空出适当的留量。然后由 AX 定义的轴以很快的测量速度对工件进行测轨迹。测轨迹点必须在离开起始位置的测量距离之内,这个测量距离由两倍的安全距离定义。在第一次测轨迹之后,测量轴稍微回撤,然后以正常的测量进给率重复执行这个测轨迹循环三次。为了保证有充分的重复性,和第一次测量结果相比,单次测轨迹的结果必须在+/- 5 毫米的公差范围之内。一旦测轨迹完成,测量轴就回到它的初始位置。在外部标定情况中,第一次测 轨迹后面有一个补偿运动(补偿距离 “F”——带符号)以确保 第二次测轨迹的表面能安全到达。第二次测量然后以类似的方式执行。编程给出的实际值减去两次测量值之间的差值,就得到开关滞后,它被输入到程序给出的标定数据块中(1-10)。
对于 WFL 提供的切换测头,在安装或更换了探测点,或者如果发生了碰撞事故,那么至少要对之进行一次重新标定。由于在更换刀具时,测头容易受到振动,因此要将测量装置的调节螺钉牢固地拧紧,这一点也是非常重要的。在正常的工作条件下,切换偏差(其值大约为+/-1um)的可重复性是很高的,并且不会改变,也应当定期重新标定测头,一般一个星期标定一次。
5.探针标定程序及操作步骤
B轴0°标定时,标准环擦干净利用磁力吸在卡盘端面上
TLCH1(“PROBE”,0)
M0手动把探针球头移动标准环内
PRCALIB(2,0.01“Z1”,“Y1”)
M0 重复标定直到机床无尺寸差别报警显示
B轴-90°标定时,标准环擦干净利用磁力吸在中心架平面上
TLCH1(“PROBE”,-90)B軸9-0°时
M0手动把探针球头移动标准环内
PRCALIB(1,0.01“X1”,“Y1”)
M0 重复标定直到机床无尺寸差别报警显示
6.结语
机床测头在安装到CNC加工中心等数控机床上后,将会可以快速地完成工件的在机床上的检测和自动设定偏置补偿值,消除加工精度的分散变化。特别是在首件产品加工尺寸和位置的调试,及批量产品加工中的分中工序上将会节省大量的测量调试时间。同时,还将通过机床测头的部分功能(如零件精度自动补偿功能,加工件的深度、宽度、内径、外径等测量功能,机床返程间隙自动显示功能等)进一步提升机床加工的加工精度,实现了节省机床加工大量辅助时间,减少加工废品概率的产生。
猜你喜欢
山东冶金(2019年5期)2019-11-16
人生十六七(2016年14期)2016-12-01
现代检验医学杂志(2016年3期)2016-11-15
三峡大学学报(自然科学版)(2016年6期)2016-04-16
合成化学(2015年4期)2016-01-17
现代农业(2015年1期)2015-02-28
物理实验(2015年9期)2015-02-28
电测与仪表(2014年8期)2014-04-04
海峡姐妹(2014年5期)2014-02-27
储能科学与技术(2014年6期)2014-02-27
