
生物制药工业废水处理工艺改进分析
2022-07-16 11:04周业锋张亮亮眭光华
化工设计通讯 2022年6期
周业锋,张亮亮,眭光华
(1.吉安市生态环境技术服务中心,江西吉安 343000;2.吉安市青原生态环境局,江西吉安 343000)
当前的环境保护形势非常严峻,医药产业市场竞争比较激烈。生物医药企业生产废水CODcr 普遍都比较高,这也是该类型企业废水处理的难点所在。在高压的环境执法态势下,要不断改进污水处理工艺、进行技术改造,才能提升污水处理能力,确保污水处理达标率。本工作以某生物医药企业为例,分析其工业废水处理工艺改进方法。
1 公司废水主要来源及水质情况
该公司是一家现代化高科技生物制药企业。为提高企业竞争力,公司拟对污水处理站进行技术改造,同时,适当地扩大污水处理装置的处理能力,进一步提高污水处理装置的达标率。
公司生产废水大致包括:减压浓缩和提取过程中产生的废液、设备清洗废水、地面冲洗废水等。根据公司各环节产生废水量测算,类比相关企业的废水水质情况,公司污水水质及水量情况如表1。
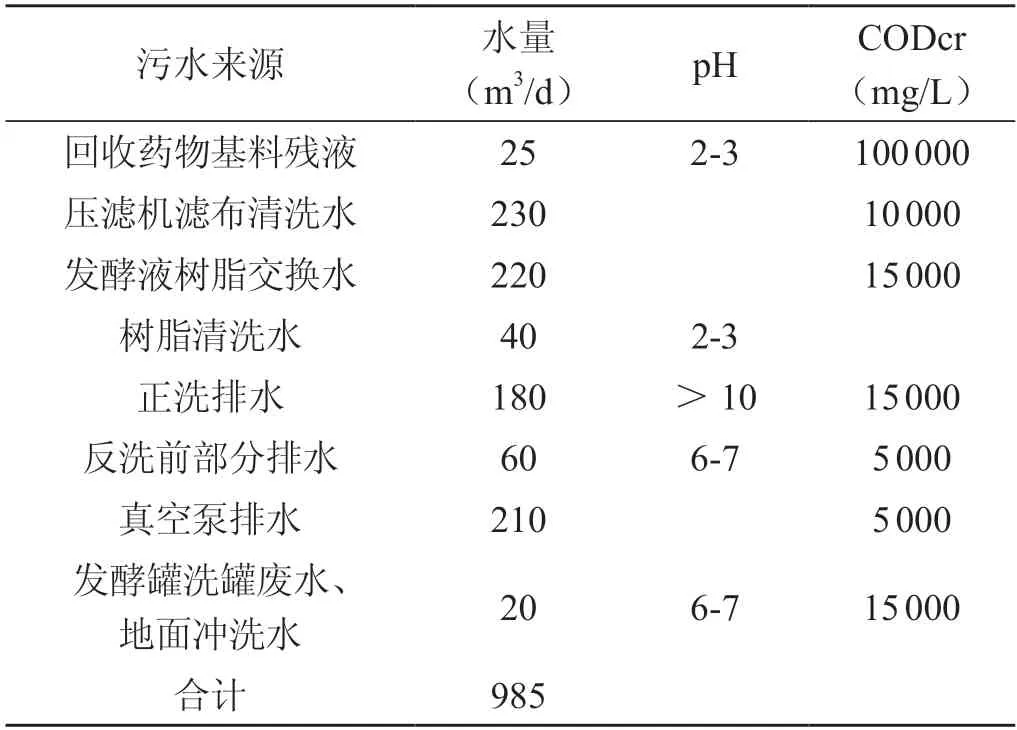
表1 废水水量、水质一览表
2 公司原有污水处理工艺情况
1)公司原有污水处理采用Fe/C 微电解处理工艺,其工艺流程如图1,该污水处理站处理能力为350m3/d。

图1 原工艺流程
2)原污水处理工艺存在的问题:
(1)未对碱性废水进行调节预处理。
(2)废水预处理更换填料、加药操作繁琐,并且后期经预处理的水难以达到生化处理单元的进水要求,致使整个系统的处理能力下降。
(3)废水预处理效能低,不能有效去除废水中的硫酸根离子,污水处理过程中易挥发出难闻气味,对厂区环境及企业形象造成负面影响。
(4)由于进入好氧系统的污水有机物浓度偏高,好氧处理效果不理想。
根据对污水处理站调试观测结果,污水处理站日处理流量在600t 时,A 池出水COD 可稳定在1 000mg/L 以下,由于O 池的曝气系统问题和运行中出现污泥膨胀等问题制约系统总处理量提升不上去。因此重点要通过改造,稳定A 池出水效果,提升O池处理效果。
3)拟采取以下处理措施:
(1)在酸化水解池后增加IC 反应器⑴。IC 反应器基建投资少,占地面积小,废水混合充分,进水有机负荷率高,出水稳定性好。
(2)核算系统的空气需要量,以达到节省能源的目标。
(3)通过开通O 池与二沉池的连接沟渠,加大酸化水解池与A 池之间的流通能力。
(4)对二级O 池底部连通部分封堵,从上部连通,增加A 池出水到第一级O 池和第二级O 池进水管,通过阀门调节进水。
3 升级改进工艺情况
本工程为升级改造项目,尽可能利用原有构筑物,升级改造后污水处理站的处理能力由原来的350m3/d 提高到1 200m3/d,处理后出水COD 浓度稳定在250mg/L 以下,符合园区污水处理厂纳管要求。在充分考虑生产污水来源及水质特点,通过对现有生产废水进行厌氧中试,对现有污水处理装置进行了详细的勘察后,在尽量节约公司成本的前提下,对污水处理站进行以下改进。
1)设计进水水质及排放标准:
设计进水水质为:CODcr ≤15 000mg/L,BOD5≤7 500mg/L,SS ≤300mg/L,PH:4~6。
排放标准为:污水经处理后均达到《污水综合排放标准》(GB8978—1996)表4 中三级标准,满足辖区工业污水处理厂进水水质要求,即:CODcr ≤250mg/L,BOD5≤150mg/L,pH:6~9。
2)设计处理规模:
根据公司生产废水实际产生量,确定其设计规模为1 000m3/d。
3)升级改进设计原则:
综合考虑以上因素,对比现有污水处理工艺和企业的目标需求,确定污水处理站污水处理工艺升级改进设计原则是:
(1)要保证在长期运转过程中,出水所要求的处理效果稳定,技术成熟。
(2)运行管理方便,运转方式灵活,并可根据不同的进水水质调整运行方式和参数,最大限度地发挥处理装置处理能力。
(3)自动控制系统根据工艺控制需要设置,实现处理工艺运转的自动控制,以降低劳动强度,确保系统稳定运行。
(4)减少污水处理站内废水提升次数,各处理单元运行流畅。
(5)尽可能减少新增投入。
4)主要工艺单元
(1)碱性污水调节池(新建)。作用:贮存污水,便于后续稳定运行。数量:1座;设计水量:1 300m³/h。
(2)综合污水调节池(完全利旧)。作用:贮存污水,便于后续稳定运行。
(3)石灰石曝气床(利旧改造)。作用:石灰石在酸性条件下,经空气充分搅拌,溶出的钙离子与污水中的硫酸根充分反应生成硫酸钙沉淀,污水基本达到中性。有效容积:175m³。
(4)集水池(利旧改造)。作用:贮存污水,便于后续稳定运行。有效容积:35m3。
(5)混凝沉淀池(利旧改造)。作用:对混凝反应后的污水进行固液分离。设计水量:1 300m3/h。
(6)酸化水解池(利旧改造)。作用:在厌氧菌胞外酶的作用下,将大分子有机物水解酸化变成小分子,将大部分不溶性有机物降解为溶解性物质。设计水量:1 300m3/h。有效容积:528m3。
(7)中间水池(新建)。作用:贮存污水,便于后续稳定运行。设计水量:1 300m3/d。数量:1 座。有效容积:38m3。
(8)A 池(完全利旧)。作用:在无氧的条件下,污水中的厌氧细菌把碳水化合物、蛋白质、脂肪等有机物分解生成有机酸,然后在甲烷菌的作用下,进一步发酵形成甲烷、二氧化碳和氢等。有效容积:1 800m³。
(9)O 池(利旧改造)。作用:微生物在好氧环境下大量去除水中有机物。有效容积:6 000m³。
(10)二次沉淀池(利旧改造)。作用:对O 池的出水进行固液分离。设计水量:1 300m³/h。
(11)厌氧反应器。作用:强化A 池的作用,COD 去除效率更高。数量:1座。尺寸:φ6 000mm×24 000mm(高径比4∶1)。
5)升级改进工艺流程
按照以上原则,本升级改进设计方案采用石灰石预处理+混凝沉淀+酸化水解+厌氧+A/O 处理工艺,污水处理工艺流程见图2。

图2 改进后工艺流程
污水处理站升级改进后,经过半年的运行调试,水质稳定后,各处理工序出水监测数据如表2。

表2 各处理单元出水COD监测情况
生产废水经混合后进入综合调节池,经泵提升到石灰石曝气床,污水在石灰石曝气床中反应后,pH会上升到6~8,污水中的硫酸根与钙离子反应,生成硫酸钙沉淀,石灰石曝气床的出水自流入集水池,经泵提升到混凝沉淀池(加碱、PAC、PAM),沉淀池出水经酸化水解池流入中间水池,经泵提升到厌氧反应器,进入厌氧反应器的污水通过蒸汽调节水温(33~37℃最佳),提升反应速度和有机物去除率,厌氧反应器出水依次流入A 池、O 池,最后经二次沉淀池进行泥水分离后达标排放。混凝沉淀池和二次沉淀池污泥经带式压滤机脱水后外运安全处置。带式压滤机滤液和清洗废水流回到中间水池重新处理,确保污水完全处理。
4 结束语
生物制药废水酸碱度和温度变化比较大,需要充分的收集和调节,废滤液和母液残渣等高浓度废液量导致COD 浓度和总量比较大,废水C/N 比比较低,难以满足微生物的生长和代谢能力弱,有机物分解难度大,不利于提高废水生物处理的复核和效率。废水含氮量高,在一定程度上影响COD 去除效率。大量使用硫酸铵和硫酸,造成制药废水中硫酸盐浓度高,硫酸根离子难以去除,给废水厌氧处理带来困难。部分废水中还含有抑制微生物生长的物质。这些特点,是生物制药废水治理难度大的主要原因。本文结合生物制药废水的这些特征,利用内循环厌氧处理机理,通过加大废水调节和增加IC 厌氧反应器等路径,对原有生产污水处理系统进行改进升级,从而达到生产废水稳定达标排放的目的。从长远看,既节约了成本,缩短了建设工期,保证了企业的正常运转,也提高了处理效率,避免了工业污水外排污染环境的重大风险。
猜你喜欢
世界有色金属(2022年16期)2022-10-20
中国金属通报(2021年20期)2021-11-29
中国农业科技导报(2021年8期)2021-11-03
考试与评价·高二版(2021年2期)2021-09-10
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年11期)2021-07-28
信息技术时代·下旬刊(2020年5期)2020-09-10
皮革制作与环保科技(2020年14期)2020-03-17
表面工程与再制造(2019年6期)2019-08-24
山东工业技术(2016年15期)2016-12-01
