
GMAW(STT)和AUTO-FCAW组合焊接与GTAW+FCAW组合焊接对比试验
2022-08-12 03:12邵国庆孟秀文宫丽彦刘海仁
船电技术 2022年4期
邵国庆,孟秀文,李 军,宫丽彦,刘海仁
应用研究
GMAW(STT)和AUTO-FCAW组合焊接与GTAW+FCAW组合焊接对比试验
邵国庆,孟秀文,李 军,宫丽彦,刘海仁
(大连船舶重工集团舾装有限公司,辽宁大连 116013)
为分析管子对接焊半自动焊接工艺(手工GMAW(STT)和自动FCAW组合)的优劣,本文介绍了该半自动工艺与传统GTAW和FCAW手工组合焊接工艺的对比试验。对比分析两种焊接工艺的焊接质量、效率、人员工作强度等。为后续推广管子对接焊缝GMAW(STT)和自动FCAW组合焊接奠定基础,对推进高效焊、自动焊的应用有一定的指导作用。
GMAW(STT) FCAW GTAW FCAW 管子 对接焊 试验
0 引言
焊接作为制造的重要环节,要求高速高效。为提高现场焊接质量与效率,并降低人工劳动强度,引入了手工熔化及气体保护焊打底和自动药芯焊丝电弧焊填充盖面的新工艺[GMAW(STT)+AUTOFCAW]。
为本研究开展了传统与新引进焊接工艺的对比实验研究,以验证新工艺焊接质量与效果。

图1 焊接设备及焊接施工现场
1 试验原理方案
根据试验目的,策划具体试验原理方案如下:
1)应用“GMAW(STT)+AUTOFCAW焊接工艺”分别焊接1道Φ273×9.5 mm管子、1道Φ325×12.7 mm管子的对接坡口;
2)应用“GTAM+FCAW焊接工艺”分别焊接1道Φ273×9.5 mm管子、1道Φ325×12.7 mm管子的对接坡口。
具体管型及坡口形式如图2:
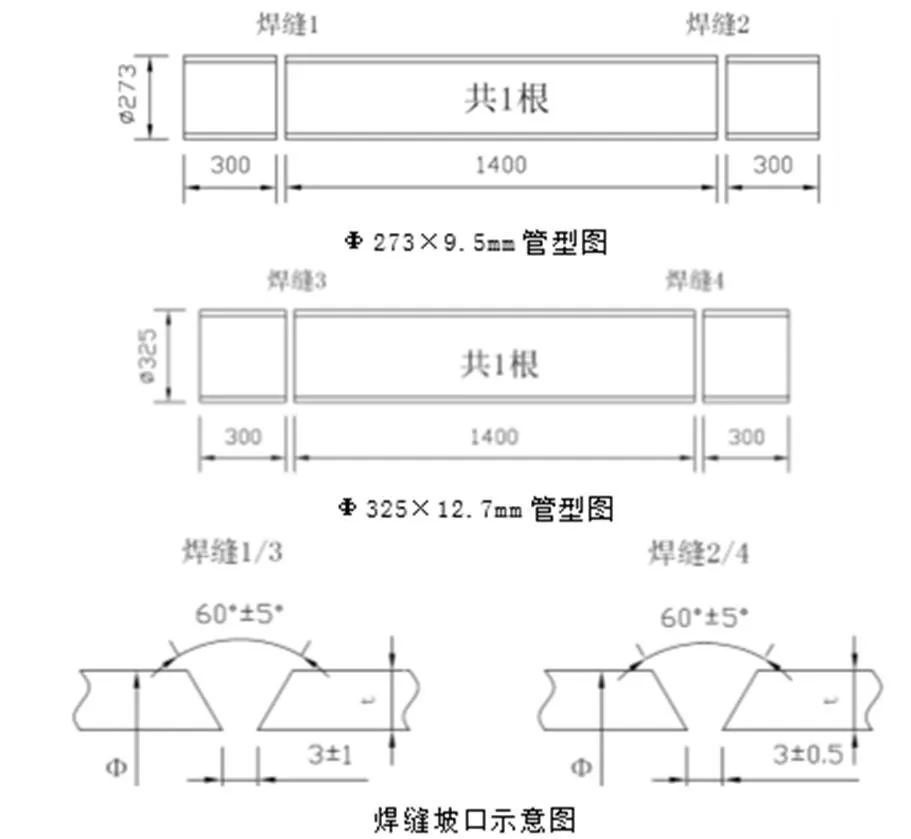
图2 试验管型及焊缝坡口形式示意图
焊缝1、3使用GMAW(STT)+AUTOFCAW焊接工艺进行焊接;焊缝2、4使用GTAM+FCAW焊接工艺进行焊接。
焊接后的Φ273×9.5 mm管子、Φ325×12.7 mm管子各1根,均按照Ⅰ级管要求进行质量检验,并出具相应的检验记录及探伤报告。
焊接过程中记录所有焊接人员、设备、材料、工艺参数、现场环境、焊接作业时间等数据信息,最终对比两种焊接工艺进行焊接作业的效率情况、对比焊缝质量情况,验证焊接工艺的可靠性、适用性。
要针对精装修施工的实际情况构建精细化管理制度,还应构建项目经理责任制度,从技术组织、材料使用、质量管理等多方面使相关措施与方案更加完善与优化,严格控制与管理精装修工程的各项节点,提升预控、监督等相关工作的质量。
2 试验过程
试验前按照焊前准备的要求检查焊接人员信息、焊接设备状态、焊接材料信息、焊接工艺内容、焊接现场环境、焊接工具仪器等均符合要求。
根据试验方案,检验装配质量合格后按照焊缝顺序分别进行4条焊缝的焊接作业。焊缝1、3使用GMAW(STT)+AUTOFCAW焊接工艺进行焊接;焊缝2、4使用GTAM+FCAW焊接工艺进行焊接。
每条焊缝进行焊接作业时,记录焊接焊缝信息、焊接人员信息、焊接使用设备信息、具体材料信息、焊接工艺及其具体参数、焊接作业时间等各项信息,记录在《焊接工艺试验记录表》。

图3 试验现场情况
3 试验结果及分析
3.1 试验结果
3.1.1焊接记录
3.1.2产品质量
焊接完成后,由质量检验人员对焊缝外观质量进行了检验,由专业无损检测人员进行射线检测。
试验管4条焊缝外观质量均符合要求,GMAW(STT)+AUTOFCAW的焊缝外观比GTAM+FCAW的焊缝更均匀。
射线检测报告显示:GMAW(STT)+AUTOFCAW的Φ273×9.5 mm焊缝1、3共12张底片,全部符合标准要求;GTAM+FCAW的Φ273×9.5 mm焊缝2、4共12张底片,其中3张有气孔,为Ⅲ级,不符合标准要求。因人工全位置焊接,底部仰脸焊位置存在焊缝缺陷。
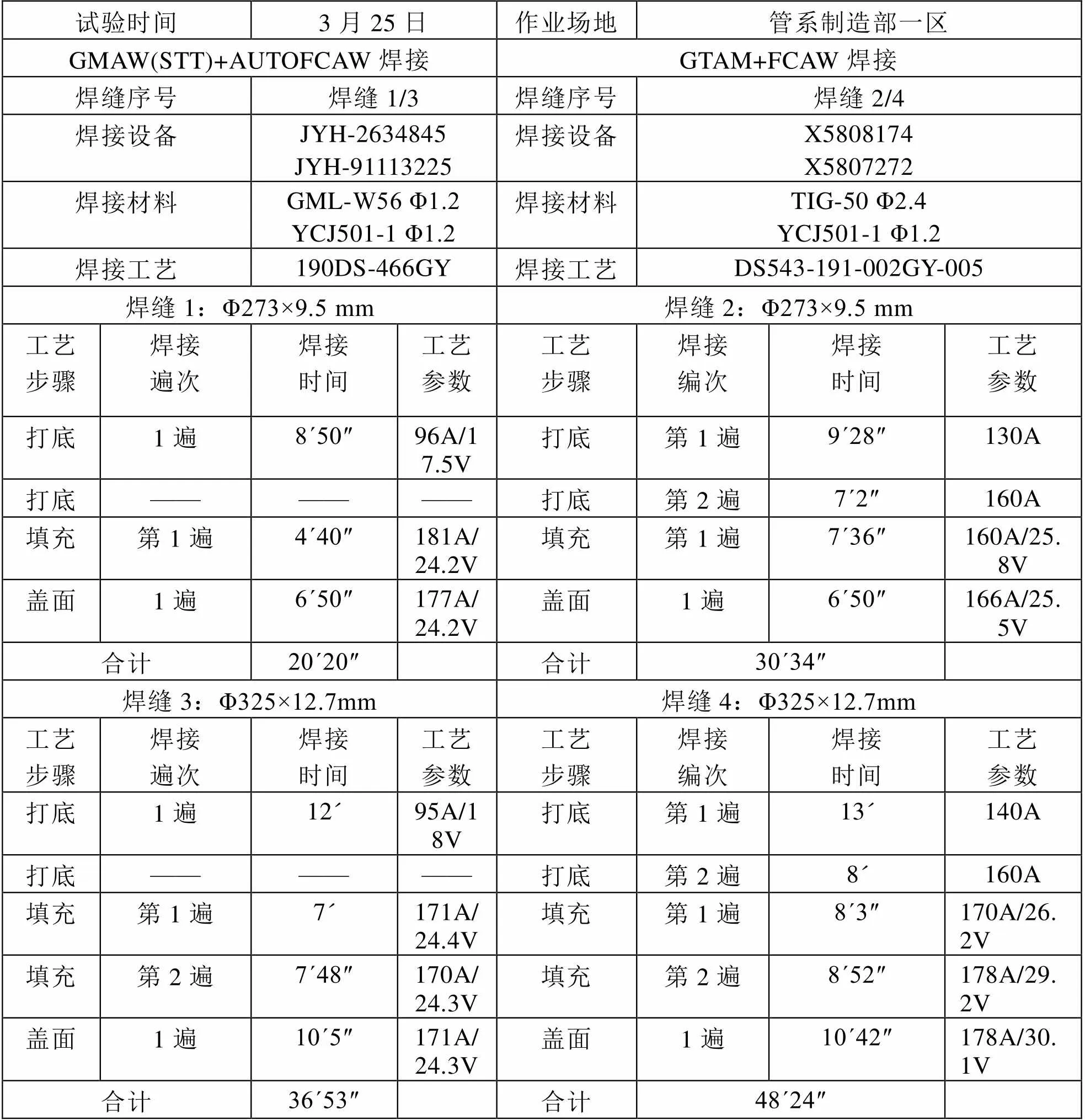
表1 焊接工艺试验记录表

表2 射线检测报告
3.2 分析内容
对两种焊接工艺的焊接效率、焊接质量、工作强度等数据信息进行分析。
焊接效率:GMAW(STT)+AUTOFCAW焊接Φ273×9.5 mm钢管用时20´20″,焊接Φ325×12.7 mm钢管用时36´53″;GTAM+FCAW焊接Φ273×9.5 mm钢管用时30´34″,焊接Φ325×12.7 mm钢管用时48´24″。分析数据结果,单位时间内GMAW(STT)+AUTOFCAW焊接工艺是GTAM+FCAW焊接工艺工作量的1.38倍,效率提升38.01%。
焊接质量:焊缝外观质量均符合要求。焊缝1、3共12张射线检测底片,其中3张有气孔,为Ⅰ或Ⅱ级,所有底片均符合标准要求;焊缝2、4共12射线检测张底片,其中3张有气孔,为Ⅲ级,不符合标准要求,其他9张底片均符合标准要求。分析数据结果,GMAW(STT)+AUTOFCAW焊接焊缝比GTAM+FCAW焊接工艺焊接焊缝质量更高,射线检测合格率提高25%。
工作强度: GMAW(STT)+AUTOFCAW焊接设备操作简单易用,焊接过程中只需监控设备自动运行即可,焊接作业强度较低,人员不易疲劳;GTAM+FCAW焊接过程中需要全神贯注进行焊枪的操作,由其是试验管为全位置焊接,仰焊不宜把控,容易出现焊接缺陷,且焊接强度高,人员易疲劳。
4 结论
通过本次管子对接焊缝GMAW(STT)+AUTOFCAW焊接工艺与传统GTAM+FCAW焊接工艺的现场工艺施工对比试验,分析相应试验数据发现:GMAW(STT)+AUTOFCAW焊接焊缝外观均匀、质量符合要求,焊缝探伤质量符合要求;GMAW(STT)+AUTOFCAW焊接工艺要比传统的GTAM+FCAW焊接工艺效率提升38.01%,可大幅提高焊接效率;GMAW(STT)+AUTOFCAW焊接工艺要比传统的GTAM+FCAW焊接工艺的作业劳动强度更低,能有效减少人工工作量,提高自动设备作业比率,有效降低人员工作强度。
[1] 方大勇. 现代焊接技术发展的现状与展望[J]. 中国设备工程, 2019, (05): 206-207.
[2] 李亚江, 刘强, 王娟编著. 焊接质量控制与检验. [J]. 北京, 化学工业出版社, 2014.
The contrast test between combined welding process of GMAW(STT) With Auto-FCAW and GTAW with FCAW
Shao Guoqing, Meng Xiuwen, Li Jun, Gong Liyan, Liu Hairen
(Dalian Shipbuilding Industry Outfitting Co., Ltd, Dalian 116013, Liaoning, China)
U671.83
A
1003-4862(2022)04-0053-03
2022-05-01
国家工信部高技术船舶科研项目。编号:MC-201906-Z06
邵国庆(1982-),男,高级工程师。主要研究方向:船舶舾装件生产技术及管理。E-mail: 13478444642@163.com
猜你喜欢
幼儿教育(2022年9期)2022-10-18
海燕(2021年4期)2021-03-24
发明与创新·小学生(2021年1期)2021-01-11
华人时刊(2019年19期)2020-01-06
作文周刊·八年级版(2017年42期)2017-12-10
家庭用药(2017年6期)2017-06-22
读写算·小学中年级版(2015年3期)2015-05-25
小天使·二年级语数英综合(2015年4期)2015-04-20
读写算·小学低年级(2014年6期)2014-07-24
幼儿智力世界(2014年5期)2014-06-18
