发动机平衡轴清洁度超差问题分析与解决
2022-09-08 08:12徐晔
机械工程师 2022年9期
徐晔
(大众一汽发动机(大连)有限公司,辽宁大连 116600)
0 引言
平衡轴是发动机的组成元件,在发动机中曲轴通过链传动的方式带动平衡轴高速运转。在此款四缸直列发动机中平衡轴的转速是发动机转速的2倍,其作用是降低发动机在行驶中的振动,从而提升整车的舒适性。在对平衡轴的质量监控中,清洁度是非常重要的质量监控指标[1],因为平衡轴清洁度的严重超差可能会造成发动机的异响,以及相关接触件的磨损,这会直接影响整车的性能和使用寿命。
2005年德国汽车行业协会出版了VDA 19清洁度检测标准,该标准成为了全球范围内车企广泛使用的检测标准[2]。为了进一步分析杂质颗粒的属性,可通过EDX(X射线能量分析光谱仪)获得杂质的成分信息,确认污染物的来源和产生的原因,制定相应的解决措施来改善平衡轴的清洁度。为了提高发动机的可靠性, 延长汽车发动机的使用寿命,控制好清洁度,防止发动机零部件的清洁度超差,成为了各大发动机厂的重中之重。
1 清洁度超差及分析
在对平衡轴成品的清洁度常规批量生产抽检中发现有若干超过600 μm大小的金属颗粒存在,超出了最多只允许3个600 ~1000 μm量级大小的硬质颗粒规定,直接导致平衡轴清洁度的颗粒度超差。残留物的主体是固体金属颗粒,它们对产品性能的影响是最大的[3]。
按照实验室的清洁度报告统计,发现滤膜上收集到的大颗粒主要有3种不同的类型:团状颗粒,黑色颗粒和丝状颗粒。找到这些颗粒的来源是解决清洁度超差问题的关键。
1.1 平衡轴加工工艺
平衡轴的主要加工工艺流程为:毛坯→AF200(铣两端、钻中心孔、车削主轴颈→AF220(淬火、回火)→AF240(校直)→AF10(磨削主轴颈)→AF20(抛光)→AF30(终清洗)→AF40(终测量)→AF50(齿轮、链轮、轴套等小件压装)→成品[4]。
1.2 清洗工艺
平衡轴清洗机是由德国Silberhorn厂家制造的,采用的是水清洗,在水中添加化学清洗剂。清洗机总共有3个循环过滤水箱,水箱1里的清洗液主要用于对工件的灌洗,对工件进行粗清洗,其过滤袋精度为40 μm;水箱2里的清洗液用于对工件的喷射清洗,对工件进行精清洗,其过滤袋精度为25 μm;水箱3里的清洗液用于对工件的再次精清洗和提高工件的防锈性能,其过滤袋精度为10 μm。3个水箱均具备自动补液功能,在水箱1中还装有用于撇油功能的油水分离器。清洗过程为:1)将装有工件的料筐通过输送料道、堆垛机构及送料机构送入清洗室中;2)对平衡轴工件表面及加工孔等进行灌洗、超声波清洗、喷射清洗、定点定位清洗及热风干燥;3)通过料道将工件输送到冷却工位进行降温冷却,完成整个清洗过程。为了保证碎屑及其他杂质不会残留在工件内部,在清洗过程中平衡轴工件料筐是不断旋转摆动的,以确保喷嘴能够对平衡轴整体进行无死角清洗,保证无残留杂质。
1.3 清洁度影响因素
影响清洁度的因素是多方面的。从人、机、料、法、环方面分析,导致平衡轴成品清洁度超差的污染源可能来自于以下几个方面[5]。
1)人。操作工可能会在工件清洁度的抽检和送测的过程中对工件造成二次污染。
2)机。传输料道、工位器具、机床内部残留的杂质可能会形成污染源。在工件的加工过程中产生的各种杂质,例如在工件切削过程中产生的铁屑、淬火形成的氧化皮、压装形成的毛刺等都可能会残留在工件的表面。此外关于清洗机还要重点排查以下几点:各个水箱的过滤袋有没有及时更换,清洗液的浓度是否超差,喷嘴有无偏移或堵塞。这些都会直接影响到清洗机的清洗能力。
3)料。由二级供应商提供的平衡轴毛坯、齿轮、链轮、垫片等金属零件自身残留的颗粒或在运输过程中由于磕碰造成的颗粒脱落,都会影响清洁度的结果。
4)法。终检操作工没有按要求及时更换手套,清洗后的工件没有及时包装或与其他杂物混放在一起。
5)环。在生产线区域内的施工过程中,车间门、窗没有关闭都会带入杂质。车间内的温度和湿度异常会加快工件生锈速度,工件的除锈和返修将会带来二次污染,从而产生清洁度的问题[6]。
2 解决措施
为了找到金属颗粒的来源,在实验室对这3种金属颗粒的组成成分进行了EDX检测,通过分析元素含量所占比例得出了3种颗粒的主要来源。
2.1 团状颗粒分析与解决
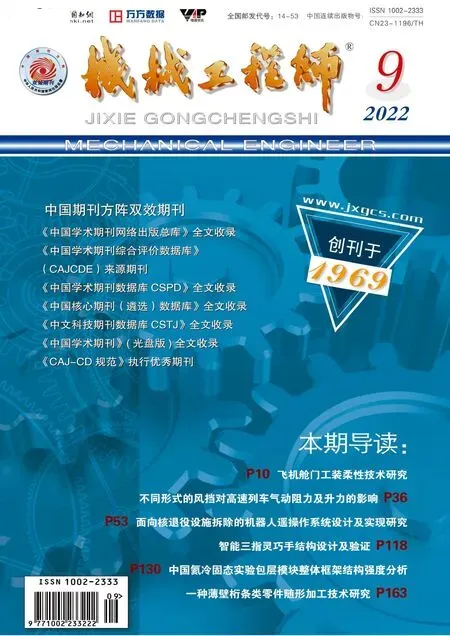
如图1所示,团状颗粒的组成成分为平衡轴本体材质,大小主要分 布 在300 ~650 μm之间,它残留在平衡轴毛坯的表面,具有一定的附着力,不容易被清洗掉。在和平衡轴毛坯厂家共同分析确认后,发现在对平衡轴毛坯表面进行强化和清洁处理时,使用的是0.8~1.0 mm的小钢球进行抛丸,部分小钢球已磨损,没有及时更换,该团状颗粒应该是在厂家抛丸时产生的。在将抛丸小钢球全部更换成新的,并将抛丸时间延长5 min后,经检测这种团状颗粒在平衡轴表面已经大幅度减小并且其剩余颗粒大小也基本控制在200~400 μm之间,满足了产品清洁度对颗粒大小的要求。
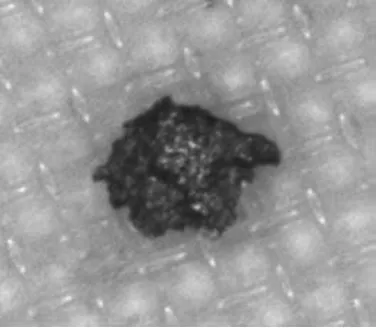
图1 团状颗粒
2.2 黑色颗粒分析与解决
这种黑色颗粒(如图2)经过检测含有铁的氧化物成分,通过对平衡轴生产过程工艺的分析,淬火工序在平衡轴轴颈的沉割沟槽内通常会形成少部分的黑色氧化物(黑皮)残留。为了能够尽量减少黑皮的数量及在后面的清洗过程中有效地去除黑皮,进行了下面这些优化:1)将淬火机的淬火功率能量值适当降低,减少黑皮的形成;2)在淬火前车床加工沉割沟槽时将进刀速度放慢,使沟槽加工变得更平滑,减小黑皮黏附的摩擦力,这样能够降低清洗机清洗黑皮的难度;3)在清洗工序中将灌洗平衡轴时的超声波振荡时间延长了60 s,这样在精清洗时可以使黑皮更容易脱落;4)优化了清洗机的冲洗喷嘴结构,将冲洗压力提高了0.2 MPa,以达到更好的冲洗效果;5)在清洗黑皮位置时,将清洗机的定位洗时间延长了75 s,使黑皮能够被去除得更彻底。
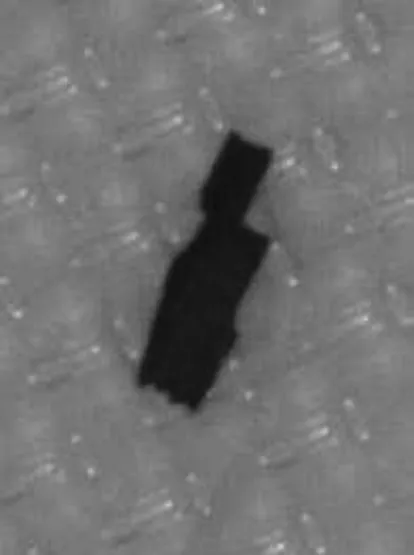
图2 黑色颗粒
通过上述一系列优化措施,虽然增加了清洗机的加工节拍,但单件的加工节拍仍然控制在规定范围内。平衡轴成品中已经没有残留黑皮存在。
2.3 丝状颗粒分析与解决
对于燃油系零部件,长条形的颗粒往往比方形的颗粒危害更大[7]。按照生产经验,平衡轴的齿轮压装机床在压装过程中通常可能会产生大于1000 μm的长条形丝状毛刺(如图3)。平衡轴的压装机床是由匈牙利厂家Alprosys制造的。包括平衡轴光轴上料、齿轮压装、压装角度测量、打二维码、下料等,总共有8个工位,组成了一个圆形工作转台。在压装工位,平衡轴光轴竖直固定在支架的夹具上面,夹爪夹紧齿轮后移动到平衡轴轴头中心线正上方,齿轮被感应线圈迅速加热到180 ℃,在压装力和位移曲线的监控下,压头将齿轮压到规定的位置上。

图3 团状颗粒
在实验室的毛刺成分分析中,发现含有铁、锰、硅、铬4种主要组成元素。按照材料牌号标准,各元素的含量与齿轮材料含量相符,毛刺应该源自于齿轮。为了进一步验证这个结论,对封存的平衡轴成品进行了逐一检查,发现丝状压装毛刺存在于齿轮和平衡轴压装缝隙中。为了找到相关规律,对有压装毛刺的工件进行了相关统计后,发现有毛刺的平衡轴和转台的各个支架无关联,而毛刺存在的点位都在时钟的6点钟方位。为了更好地分析整个压装过程,对带有大毛刺的平衡轴成品做好毛刺位置标记后进行了切割,发现在齿轮的内表面有明显划痕,经过测量后发现划痕的长度、宽度同毛刺的尺寸大小基本相符,并且划痕产生的位置也都在6点钟方向。在通过各项测量后,排除了批量平衡轴和齿轮尺寸对压装的影响。由此可见,齿轮在和平衡轴压装的过程中没有定位在同一中心轴线上,在6点钟方向出现了干涉。由于平衡轴的淬火硬度远高于齿轮的硬度,所以在压装时平衡轴会将齿轮划伤,从而挤压出毛刺。在找出问题后,开始对压装机床进行机械上的调整。
在平衡轴校准轴和齿轮样件分别装夹在支架和夹爪上后,通过测量表测出平衡轴校准轴的中心线和齿轮的中心线没有重合,齿轮的夹爪中心线相对于校准轴的中心线在12点钟方向有30 μm的偏差,超出了10 μm的规定范围。齿轮的夹爪机构是通过挡块螺栓前后调整的。调整挡块螺栓,将夹爪往6点钟方向移动30 μm后,再次打表测量,两中心线已经重合。经过小批量生产观察后,已经没有压装毛刺再出现。重新送测的两组平衡轴成品清洁度也均为合格。
恢复批量生产后,为了能够更及时地发现压装毛刺,快速地解决问题,制定了如下措施:1)临时增加平衡轴成品的清洁度抽检频次,观察期为2个月;2)在终检目视处安装放大镜(如图4),对每根平衡轴成品的齿轮压装处进行毛刺检察。

图4 放大镜检测压装毛刺
2.4 改善效果
通过数月的观察,在上述这一系列清洁度管控措施实施之后,平衡轴清洁度的问题得到了显著改善,没有再次出现超差的现象。通过对平衡轴清洁度监控曲线分析,整体走势比较稳定,平衡轴成品清洁度的颗粒质量被控制在2 mg以内(质量标准要求为最重不超7 mg),最大颗粒的数量和大小控制为最多只存在1个600 μm大小量级的颗粒。
3 清洁度持续管控和优化
清洁度控制是需要不断提升、改善并持之以恒的过程。从影响清洁度的各个环节出发,要有针对性的防范措施[8],具体优化方案如下:1)成立清洁度专家小组,对相关人员进行培训,提升员工清洁度的质量意识;2)将齿轮夹爪和平衡轴中心线位置的检查列入TPM保养计划,每周进行检测;3)在清洗机的2号和3号清洗水箱中也添加了油水分离器,降低了清洗液中的含油量,提高了平衡轴在精清洗过程中的清洗能力;4)加强对外购件的包装和平衡轴毛坯抛丸环节的管控,在毛坯入库时进行提前检验;5)通过形态和成分分析,对清洁度报告中的颗粒类型进行分类、汇总,形成颗粒图谱并找到其相应来源,做到分类管理;6)对每次的清洁度结果按照不同的颗粒等级进行统计,观察平衡轴清洁度水平的趋势,将清洁度控制在预警线内进行监控;7)继续落实生产现场的5S管理,提高车间内的空气质量;8)防止工件在流转过程中使用的工位器具对工件产生新的污染颗粒,对物流器具进行及时清洗。
每一次优化都是一个PDCA(计划、执行、检查、改进)循环过程,都是生产线各种能力持续提升的过程[9]。
4 结语
产品清洁度质量控制是一项综合的系统工程,其质量水平代表了一个公司或工厂的技术和管理水平[10]。通过对平衡轴成品清洁度中的金属颗粒的成分分析,找到了金属颗粒来源,并给出了解决问题的具体措施。通过在生产过程中对各个环节的持续管控和优化,使平衡轴清洁度超差的问题得到了明显改善。在发动机生产过程中对各个零部件的清洁度进行有效的管控,才能提高发动机生产的安全性及稳定性,最终达到提升汽车寿命和舒适性的目的。这对其他发动机厂家的此类问题有一定的借鉴意义。
猜你喜欢
汽车与驾驶维修(维修版)(2022年6期)2022-07-29
汽车实用技术(2022年13期)2022-07-19
健康护理(2022年3期)2022-05-26
锻压装备与制造技术(2022年2期)2022-05-11
机电信息(2022年9期)2022-05-07
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
北京理工大学学报(2020年5期)2020-06-09
汽车零部件(2018年1期)2018-05-14
汽车与驾驶维修(维修版)(2017年5期)2017-09-03
科学与财富(2016年28期)2016-10-14