全氢罩式炉炉台风机叶轮国产化研究应用
2022-09-22 07:01谢楠
山西冶金 2022年5期
谢 楠
(山西太钢不锈钢股份有限公司炼钢二厂,山西 太原 030003)
全氢罩式炉用于不锈钢退火工序,罩式炉风机是退火气氛进出炉台与内罩组成的工艺气氛腔体的工艺设备之一,其工作温度最高达850℃,最高转速2 200 r/min,使用工况属于“双高”,所以炉台风机叶轮材质的选择与加工制造的要求也比较高。
起初罩式炉的设计制造工艺由国外引进,如德国的LOI与奥地利的EBNER等公司。进口炉台风机叶轮的价格约为30万元人民币,且国外供应商不提供任何图纸与叶轮材质等资料,备件订货周期也比较长。随着国内不锈钢产量的增加,国内罩式炉的设计制造也在不断开展,所以迫切需要对炉台风机开展国产化研究制作,从而有效降低用户制造与使用成本。
1 炉台风机叶轮机构及尺寸分析
罩式炉炉台风机叶轮安装于炉台封闭板上,外加扩散器与内罩形成封闭腔体。炉台、扩散器由焊接的钢结构组成,炉台钢结构内部密实填充耐火纤维散棉及耐火纤维毯,炉台钢结构、封闭板、扩散器均采用S30815全耐热钢材料[1]。风机叶轮的驱动为带水冷套的全密封变频电机,电机轴承设有振动检测器。炉台风机在罩式炉加热、冷却的全过程都有参与工作,风机叶轮既要在冷热交替、温差较大的环境下工作,又要保持其结构不变形,可见叶轮材料需具备的条件要求是比较高的。
由于炉台风机叶轮工作过程中不断加减速,其质量越大,转动惯量就越大,减小叶轮运转时的转动惯量可减少电机负荷,故叶轮需具备可靠结构强度的同时,其构成板材的厚度也不易过大,经过计算并通过实验表明,保持叶轮的质量在95 kg左右为好。
奥地利EBNER公司生产的炉台风机叶轮尺寸为Φ950 mm×310 mm,其主要由轮毂(锻件)、叶片、前盘、后盘四部分焊接而成。LOI公司的叶轮轮毂采用铸造件生产,其轮毂外圆有类似叶片的部分延伸,以便于与叶片焊接。对EBNER公司叶轮进行检测,所得结果为:其转速为800 r/min时风量为33 395 m3/h,转速2 200 r/min时风量达91 836 m3/h。从图1与图2中叶轮的结构可看出,叶片与锻件轮毂焊接开始处有部分长度的加强板,加强板上有孔。铸件轮毂叶轮的叶片则不需要加强板。在同等外圆尺寸及高度的条件下,铸件轮毂叶轮的结构强度要好于锻件轮毂叶轮,但其重量大于锻件轮毂叶轮,风量小于锻件轮毂叶轮。

图1 轮毂为锻件的叶轮

图2 轮毂为铸件的叶轮
实际生产过程中发现,EBNER公司叶轮(图1)在长期使用时会与产生轻微变形的炉台封闭板发生磨蹭,适当调大叶轮底盘倾斜角度可避免磨蹭,但易会与扩散器导叶形成干涉(将叶轮与扩散器导叶间隙为10 mm),减小扩散器导叶尺寸可避免干涉(叶轮与扩散器导叶间隙变成20 mm),但会影响风机效率。在保证风量(叶轮高度310 mm不变)及风机效率的条件下,在调大叶轮底盘倾斜角度的同时要相应减小前盘高度。
2 炉台风机叶轮材料分析
中科院金属腐蚀与防护国家重点实验室对EBNER公司炉台风机叶轮进行化验,所得各部分组织分析结果如下页表1所示。
从表1分析的合金组成元素来看,叶片所用合金是一种具有良好的可加工性、可焊接性、良好的抗高温氧化和冷热循环性能的镍基合金。前盘、后盘为同一种合金。加强板、熔化焊道的填料成分与叶片十分接近。

表1 EBNER公司炉台风机叶轮各部分组织分析结果%
EBNER叶轮的材料是在温度高达1 100℃下仍具有良好的瞬时和长期机械性能、高抗氧化性、高抗碳化性的镍铬钴钼合金。目前市场上INCONEL617与RA602CA两种镍基合金材料与EBNER叶轮的材料接近,这两种材料的主要化学成分如表2、表3所示。

表2 INCONEL617主要化学成分 %

表3 RA602CA主要化学成分 %
RA602CA在循环氧化环境温度高达1 230℃时仍可长期稳定工作。从主要化学成分上看,以上两种材料都可以满足罩式炉炉台风机叶轮的材料需要。
3 炉台风机叶轮制作工艺研究
锻造轮毂叶轮制作技术要点及技术参数:
1)轮毂选用相应尺寸的INCONEL617或材料锻件圆钢;
2)叶片、前盘、后盘、加强筋板制作时采用模具成型;
3)在叶片加强筋板打孔,如果没孔,加强板与叶片焊接后,两者接触间隙会形成封闭空间,其中的空气气体在高温工作时会膨胀将焊口崩裂;
4)叶片型线的线轮廓度公差不大于1 mm,叶片出口安装角的极限偏差为+1°,叶片出口边对轮盘的垂直度公差应小于等于叶片出口宽度的1%,任意三个相邻叶片出口端的两个节距(弦长)之差值不得大于2 mm;
5)后盘端圆面跳动不大于2.5 mm;
6)前盘端圆面跳动不大于3.0 mm;
7)叶轮的外圆径跳动不大于1 mm;
8)炉台风机叶轮在高温工作环境下最易出现的问题是焊接部分的疲劳开裂,结合镍基合金焊接特性,选择与基材性能相适合的金属粉未焊接材料,并最好采用激光熔覆焊接工艺,该工艺焊接温度相对较低,焊缝光滑,但成本较高;
9)炉台风机叶轮也可采用气体保护的氩弧焊,焊丝选择与INCONEL617或RA602CA相适合的材料,焊渣的清理用钢刷为好;
10)焊接质量符合GB/T 985、GB/T 986、JB/T 5000.3—1998焊接件通用技术条件;
11)焊好后的叶轮要进行退火热处理(相应热处理工艺曲线见图3),在满足强度等性能的同时消除应力;
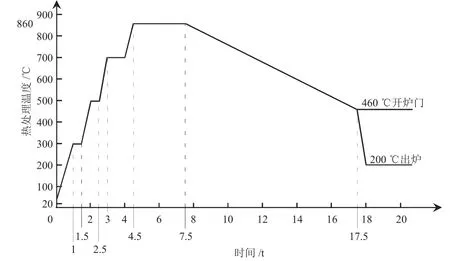
图3 全氢罩式炉风机叶轮热处理工艺曲线
12)采用叶轮探伤检测(着色);
13)采用轴孔机加工;
14)叶轮平衡精度等级做到G2.0级。
4 应用效果
国产化后的炉台风机叶轮在实际生产使用中,与纯进口叶轮无差异,且风量基本一致。结构尺寸的小小改动还减少了发生机械故障的概率。
目前国内生产镍基合金薄板材的厂家不多,价格较进口便宜,但质量不如进口材料稳定。以INCONEL617为例,国产材料叶轮正常使用寿命为2~3年,进口材料叶轮寿命则在3年以上。国产材料叶轮的价格为纯进口叶轮价格的40%左右。进口材料国内制作的叶轮价格为纯进口叶轮价格的55%左右。
5 结语
实际生产使用经验表明,影响炉台风机叶轮正常工作的主要原因有:长期高低温交替使用致使的材料疲劳失效,导致叶轮部件(特别是前盘与叶片)开裂、甚至剥落,从而造成动平衡失效而引起振动传感器报警;维护不精细(例如物件掉落)造成高速运转的叶轮意外碰伤,这点在日常使用维护中要特别引起重视。此次对罩式炉炉台风机叶轮的研究分析,也为其他领域行业所用高温风机的国内制造提供了一定的技术支持。
猜你喜欢
金属热处理(2022年7期)2022-11-16
热处理技术与装备(2022年5期)2022-10-26
中国新技术新产品(2022年2期)2022-04-08
汽车实用技术(2022年5期)2022-04-02
一重技术(2021年5期)2022-01-18
能源工程(2021年6期)2022-01-06
汽车实用技术(2021年3期)2021-02-24
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
北京航空航天大学学报(2016年5期)2016-11-16