厦门市塑料制品行业VOCs污染治理现状及展望
2022-10-25 12:00华林香
皮革制作与环保科技 2022年17期
华林香
(厦门境益佳环保科技有限公司,福建 厦门 361021)
挥发性有机物(VOC s)是指参与大气光化学反应的有机化合物,或20 ℃下蒸汽压≥01 kPa,或者特定条件下具有挥发性的全部有机化合物的统称,除本身具有污染外,VOCs也是产生臭氧、形成细颗粒物的重要前体物,是造成城市光化学污染及灰霾的主要原因之一[1]。塑料制品行业在厦门市现状为规模小、数量多,随着国家、福建省、厦门市相关VOCs环保法规、政策的出台,调研厦门市塑料制品行业VO Cs治理现状、发现存在的问题,进而规范塑料制品行业采取有效的有机废气治理措施已经迫在眉睫。
1 行业生产与污染物的产生
1.1 生产工艺
(1)塑料制品行业(本文所讨论仅含塑、挤塑、吸塑、吹塑、滚塑等塑化挤出工序,不含喷漆、印刷等其他产生VOCs工序的塑料制品企业)生产一般包括原辅料烘干、拌料、塑化挤出成型、修边、品检、边角料和次品的破碎等几个工艺过程。
(2)塑料制品行业企业使用的主要原辅材料包括ABS、AS、PP、PC、PA6、PMMA、POM等工程塑料米、色母粒/色粉、玻璃纤维、增塑剂等含VOCs的材料。
(3)塑料制品行业企业所用能源主要为电力、自来水。
1.2 VOCs废气的产生
塑料制品行业产生VOCs的主要环节为塑化挤出(包括注塑、挤塑、吸塑、吹塑、滚塑等)工序,该工序的熔融温度普遍控制在200 ℃以下,低于ABS、AS、PP、PC等工程塑料的分解温度,但由于ABS、PP等均为高分子有机物的聚合物,在实际生产中,难免会因加热不均等原因导致少量塑料单体挥发出来,形成低浓度、大风量的有机废气。
根据《排放源统计调查产排污核算方法和系数手册》(公告2021年第24号)中《工业源产排污核算方法和系数手册》中的“292塑料制品行业系数手册”,塑料制品行业塑化挤出工序VOCs产污系数根据细分行业的不同,各产污系数如下:塑料薄膜制造(原料名称:树脂、助剂,工艺名称:配料-混合-挤出)VOCs产污系数为2.50 kg/t-产品;塑料板、管、型材制造(原料名称:树脂、助剂,工艺名称:配料-混合-挤出)VOCs产污系数为1.50 kg/t-产品;塑料丝、绳及编织品制造(原料名称:树脂、助剂,工艺名称:熔化-挤塑-拉丝)VOCs产污系数为3.76 kg/t-产品;塑料包装箱及容器制造(原料名称:树脂、助剂,工艺名称:配料-混合-挤出/注(吹)塑)VOCs产污系数为2.70 kg/t-产品;塑料包装箱及容器制造(原料名称:塑料片材,工艺名称:吸塑-裁切)VOCs产污系数为1.90 kg/t -产品;日用塑料制品制造(原料名称:树脂、助剂,工艺名称:配料-混合-挤出/注塑)VOCs产污系数为2.70 kg/t-产品;人造草坪制造(原料名称:树脂、助剂,工艺名称:配料-混合-挤出/注塑)VOCs产污系数为2.70 kg/t-产品;改性粒料制造(原料名称:树脂、助剂,工艺名称:造粒)VOCs产污系数为4.6 kg/t-产品;塑料零件及其他塑料制品制造-塑料件(原料名称:树脂、助剂,工艺名称:配料-混合-挤出/注塑)VOCs产污系数为2.70 kg/t-产品;塑料零件及其他塑料制品制造-塑料件(原料名称:塑料片材,工艺名称:吸塑-裁切)VOCs产污系数为1.90 kg/t-产品。
2 现有企业VOCs末端治理工艺对比
根据对厦门市108家塑料制品行业的统计,该行业目前主要的治理技术为光催化氧化法(36家,占33.3%)、活性炭吸附法(26家,占24.1%)、光催化氧化+活性炭吸附法(4家,占3.7%)、喷淋+光催化氧化法(4家,占3.7%);其余处理技术为低温等离子体、低温等离子体+光催化氧化法、低温等离子体+活性炭吸附法、喷淋+光催化氧化法、喷淋+活性炭吸附法、喷淋+光催化氧化+活性炭吸附法,各有1家,占0.9%。另外采用排气筒直排的有33家,占30.6%。
2.1 光催化氧化法
光催化氧化法处理技术在实际应用中,VOCs废气利用引风机引至UV设备,该设备利用高能UV紫外线光束及臭氧与废气进行破坏、分解、氧化反应,使VOCs物质降解转化为二氧化碳、水和低分子化合物,再通过排气筒排放。工作原理为:一重破坏、二重分解,三重催化氧化。(1)破坏、分解:采用高能C波段(仅次于切割不锈钢的激光,强于氩弧焊光源的数十倍强度)在设备内,强裂解VOCs物质的分子链,改变物质结构,将高分子物质裂解、氧化成为低分子无害物质,如二氧化碳及水等。(2)催化氧化:利用O3强催化氧化剂进行废气催化氧化,可有效杀灭细菌,并将有毒有害物质破坏且改变成为低分子无害物质。高能C波段刺激催化剂层产生活性,强化催化氧化作用。在分解过程中UV紫外线光束分解空气中的氧分子产生游离氧,即活性氧,因游离氧所携带的正负电子不平衡,所以需与氧分子结合,进而产生臭氧。分子式为:UV+O2→O-+O*(活性氧)或O+O2→O3(臭氧),臭氧对有机物质具有极强的氧化作用,对恶臭气体及其它刺激性异味有极强的削除效果。该方法存在的问题为:①受污染物成分影响,治理效率波动范围较大;②催化剂易失活[2]。
2.2 活性炭吸附法
活性炭吸附法是利用活性炭的多孔结构、比表面积大的特性,与气体充分接触,将低浓度VOCs吸附到活性炭表面上,达到净化目的,其安全性好、重量轻、占地面积小、运行操作简单,是有机废气处理的理想方法。活性碳分为粉末活性碳、粒状活性碳及活性碳纤维,但是由于粉末活性碳易产生二次污染且不能再生而被限制利用。粒状活性碳粒径为500~5 000 μm,活性碳纤维是继粉状与粒状活性碳之后的新一代高效活性吸附材料和环保功能材料。活性炭吸附处理废气有以下特点:①活性炭是一种具有非极性表面、疏水性、亲有机物的吸附剂,在有水或水蒸气存在的情况下仍能发挥作用;②活性炭孔径分布广,能够吸附分子大小不同的物质;③活性炭具有一定的催化能力;④活性炭的化学稳定性和热稳定性高于其他吸附剂。该方法存在的问题为:①需要及时更换活性炭,否则治理效率下降;②吸附后会产生危险废物[2]。
2.3 液体吸收法
液体吸收法是利用吸收剂吸收VOCs,然后通过解吸除去或回收VOCs、并使吸收剂获得再生重复利用。由于工艺中可选用比吸附、催化燃烧装置处理气体能力大数倍的塔式吸收设备,因而设备的体积可做得小很多、设备费用也较低,但很难找到理想的吸收剂,原因是有机溶剂一般都属于非极性物质,它们与极性的水分子之间将产生互相排斥的作用而难以溶解,面对有机溶剂溶解度较大的油类或芳烃萃取剂,一般价格较高,有些还有异味。国内曾有人研究在水中添加表面活性剂等活性组分的办法,提高对有机溶剂的溶解度[3]。研究表明,以这种吸收剂处理含苯喷漆尾气是可行的,但这一实验室研究结果未得到推广应用,这可能与吸收容量很有限的吸收剂的再生问题尚未解决有关,国内有使用以柴油等油类及芳烃萃取剂为吸收液的有机废气吸收装置,曾在工业上有些应用实例,但都因吸收剂本身损耗大而造成运行成本高或饱和后的吸收剂无法处理而下马。液体吸收法在国外使用也很少,报导也不多。由于液体吸收尚存在诸多问题有待解决,使其应用受到限制。存在的问题为:①需要低温冷凝,能耗高,占地面积大;②吸收剂的技术水平决定吸收效果;③适用有回收价值的溶剂[2]。
2.4 低温等离子法
低温等离子废气处理设备采用双介质阻挡放电形式产生等离子体,是一种专门去除有毒有害气体及恶臭气体的一种装置。工作原理为:当废气进入等离子光解一体机净化设备内,首先经过等离子体化学反应过程,即电子首先从电场获得能量,再通过激发或电离将能量转移到分子或原子中,获得能量的分子或原子被激发(在外加电场的作用下,介质放电将产生大量携能电子冲击污染物分子,使其电离、解离和激发,然后引发了一系列复杂的物理、化学反应,使复杂大分子污染物转变为简单的小分子安全物质,或使有毒有害物质转变成无毒无害或低毒低害的物质,从而使污染物得以降解去除)。存在的问题为:①治理效率波动范围较大、适合低浓度废气处理;②存在VOCs二次污染问题[2]。
3 统计企业情况
本文通过统计2018年3月~2020年8月间厦门市生态环境局网站公示的108家塑料制品生产企业(不含喷漆、印刷等其他产生VOCs工序的企业)竣工环境保护验收监测报告中各企业VOCs末端治理工艺及其对VOCs的去除率(见表1),对厦门市塑料制品行业VOCs的治理现状进行说明。
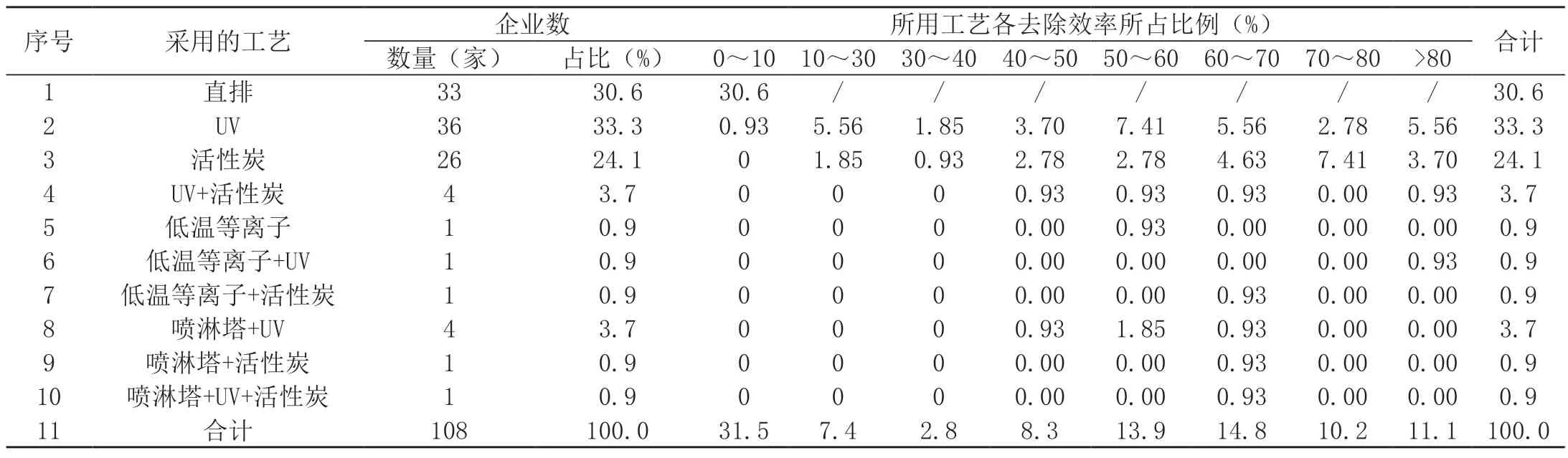
表1 塑料制品生产企业VOCs治理现状
4 存在的问题
4.1 无组织排放问题突出
废气收集均采取局部气体收集措施,集气罩收集面积较小或距离产污点太高,生产车间未密闭,且大部分车间开着窗户等,导致废气收集率低,VOCs无组织排放严重。
4.2 设施运行管理粗放
设施日常维护不到位,活性炭装填量不足,UV灯管损坏率高,部分企业存在活性炭未按相应更换频次及时更换,造成废气处理效率低的情况。部分企业存在擅自停运或不正常运行废气收集、处理设施的情况。
4.3 治理技术不规范
调查的企业中有33.3%未采取末端治理措施,经集气系统收集后通过排气筒高空直排;有44.3%的企业采用UV、UV+活性炭、低温等离子、低温等离子+UV、低温等离子+活性炭、喷淋塔+UV、喷淋塔+UV+活性炭等产生臭氧污染的治理工艺,对大气环境产生了二次污染。
5 建议措施
5.1 规范台账管理
企业应根据厦门市有关挥发性有机物污染防治的要求建立台账并保存3年及以上,主要记录包括以下内容:
(1)建立原辅材料台账,需建立各类塑料米、增塑剂、色粉、色母粒等完整的购买、使用记录,记录内容必须包含物料名称、购入量、使用量、回收和处置量、计量单位、作业时间和记录人等。
(2)建立统计年报,包括上年度库存、本年度购入总量、本年度销售产品总量、本年度库存总量、产品和物料的VOCs含量、VOCs排放量、污染控制设备处理效率、排放监测等数据。
(3)保存原始单据,如原辅材料安全技术说明书、检测报告、送货单、发票等。
(4)建立末端处理设施台账,涉及吸附装置应记录吸附剂种类、用量及更换/再生日期,操作温度;涉及喷淋塔应记录喷淋塔循环水量、pH值、废水更换周期等;涉及其他末端处理设施应记录保养维护事项及主要操作参数;记录挥发性有机物污染处理设施、生产活动及工艺设施的运行时间、非正常工况情况等。
5.2 加强源头控制
(1)禁止使用再生塑料为原料进行生产。
(2)加工工艺优先选用自动化程度高、密闭性强、废气产生量少的生产工艺和装备,鼓励企业选用密闭自动配套装置和生产线。
5.3 加强设施日常管理
(1)增塑剂等含有VOCs组分的液态物料应密闭储存、转运、投加、生产(反应、搅拌、混合)。
(2)塑化挤出生产车间应做到密闭,进、出口等不能密闭的部位设置软帘,生产工作期间门、窗紧闭。
(3)更换的VOCs吸附剂(废活性炭等)等含VOCs的危险废物,产生后应立即用包装袋密封存放,贮存、转移期间不得打开。
5.4 加强末端治理
(1)应根据废气特性设置配套的工艺成熟、技术可靠的治理设施进行治理,治理设施去除效率不得低于50%。对2020年8月25日前采用UV、UV+活性炭、低温等离子、低温等离子+UV、低温等离子+活性炭、喷淋塔+UV、喷淋塔+UV+活性炭等产生臭氧污染的治理工艺的治理设施去除效率按不低于50%执行。
(2)采用不具备脱附功能的吸附法治理废气的,每万立方米/小时设计风量的吸附剂装填量应不小于1 m3,废气停留时间不得低于3 s。需根据废气处理设备前后压力的变化情况及时更换活性炭,确保废气能够稳定达标排放。
(3)采用低温等离子体法或光催化氧化法的(2020年8月25日前建成的),废气停留时间不得低于1 s。
(4)采用光催化氧化法(2020年8月25日前建成的),必须安装多层光催化剂,每万立方米/小时设计风量的紫外灯管总功率不得低于8 kw,废气在光催化反应停留时间大于1 s。
(5)塑化挤出(包括注塑、挤塑、吸塑、吹塑、滚塑、发泡等)等生产环节中工艺温度高、易产生恶臭废气的岗位应采用集气罩进行局部抽风,集气罩应尽量靠近产污工位且罩面面积尽可能大,距集气罩开口面最远处的VOCs无组织排放位置,控制风速应不低于0.3 m/s。
(6)建议采用“干式过滤+活性炭吸附+活性炭再生”工艺进行处理,可使挥发性有机废气稳定达标排放,同时可进一步提升治理效果。
猜你喜欢
安徽化工(2022年4期)2022-08-02
交通科技与管理(2022年8期)2022-05-07
酿酒科技(2022年4期)2022-05-05
疯狂英语·新阅版(2021年9期)2021-10-30
建材发展导向(2021年12期)2021-07-22
中国科技纵横(2019年3期)2019-03-25
环球时报(2018-11-27)2018-11-27
分析化学(2017年12期)2017-12-25
养生保健指南(2017年5期)2017-05-26
少儿科学周刊·少年版(2015年3期)2015-07-07