制作卧式铣床简易工装解决产品装夹定位问题
2022-10-27 00:57李彩霞
金属加工(冷加工) 2022年10期
李彩霞
河北翼凌机械制造总厂 河北石家庄 050307
1 序言
在生产中,不论是数控铣床还是普通立式、卧式铣床,装夹工件时多采用虎钳、分度头等常用辅助工具[1]。众所周知,对于体型越小、形状越复杂的产品利用这些常用辅助工装越不易装夹定位,又因我厂常加工一些单件、小批量的小件产品,如果使用专用工装,则从设计到生产需要投入较大的人力、物力,从而导致产品成本的增加,所以制作出适合产品装夹定位的低成本的简易工装迫在眉睫[2]。
2 产品分析
1)例一:加工产品如图1所示。此产品材质为45钢,调质硬度为265~321HBW,加工前状态如图2所示。卧式铣床需要加工产品左右两端的边和槽,来保证尺寸8mm和15°,9mm和5°(见图1)。传统方法为在尺寸16mm上先划线,划出两端角度线及尺寸线,然后操作人员按线找正,用虎钳夹紧16mm两面进行加工。此加工方法缺点:①找正线时,如果稍微有误差,角度就有可能超差。②在加工过程中,在刀具的切削力作用下,产品极有可能产生旋转,从而影响尺寸精度。针对以上加工方法易出现的问题,通过分析产品结构,制作简易工装,如图3所示。
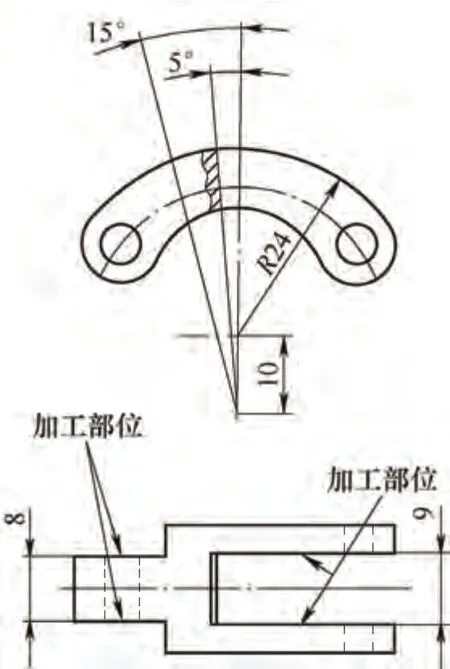
图1 例一产品

图2 例一产品加工前状态

图3 工装
经过分析计算,孔φ5mm到R24mm中心高点O的距离为12.338mm,在该工装上下两端分别铣出15°边和5°槽,利用产品中φ5mm孔和R24mm中心高点O定位,先将该产品装夹到工装上。当加工15°两边时,将工装面F1贴紧虎钳底部的垫铁,利用虎钳将产品和工装夹紧,机床刀杆装上一对外圆和内孔尺寸一致的三面刃铣刀,调整两刀具之间的间距为8mm,然后进行铣削加工,装配示意如图4所示;当加工5°槽时,将工装面F3贴紧虎钳底部的垫铁,利用虎钳将产品和工装夹紧,刀杆安装一件9mm厚的三面刃铣刀,进行铣削加工,装配示意如图5所示。
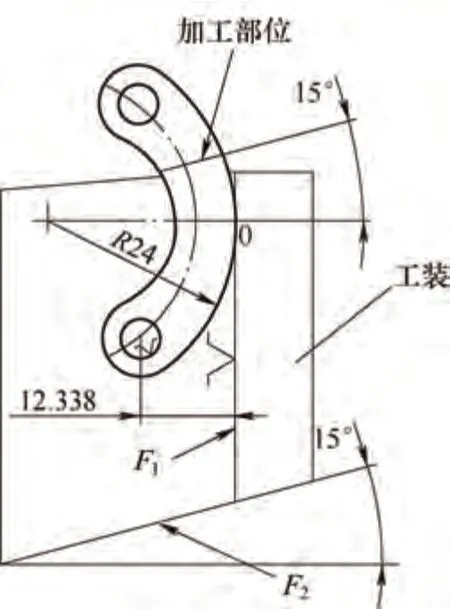
图4 加工15°两边时装配示意

图5 加工5°槽时装配示意
利用此工装可以达到一套工装加工两道工序的目的。目前为止,已用该工装生产该产品400余件,不仅省去划线、产品找正的时间,还大幅提高了产品的合格率。
2)例二:加工工件如图6所示。此产品材质为45钢,调质硬度为265~302HBW,加工前产品状态如图7所示。该产品需要在卧式铣床进行铣槽工序,以保证尺寸7.5mm和8mm。试制该产品时,加工该产品方法为:将产品竖直放置,用虎钳夹住该产品下端,然后利用6mm厚的锯片铣刀(由于技术准备不充分,加工时没有7.5mm厚的锯片铣刀)进行铣削加工。在加工时发现,由于该加工槽深65mm,属于深槽加工,并且切削力较大,所以产品在加工过程中产生旋转,多次调整切削参数,仍得不到改善,另外产品缩口严重,难以保证槽宽尺寸。
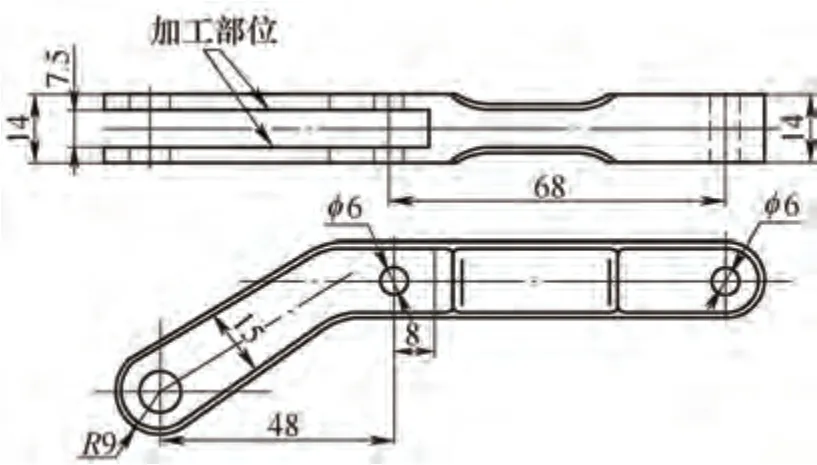
图6 例二加工工件

图7 加工前例二产品状态
通过分析该产品,制作一对“钳口铁”(见图8),先在该“钳口铁”合适位置钻两个与虎钳联接的螺栓孔和适合该产品定位的定位孔,然后在该“钳口铁”中的一件上安装两个定位销(见图9)。使用时,先将原有虎钳上的“钳口铁”卸下,并将制作的“钳口铁”用螺栓通过两个φ12.5mm的孔固定在虎钳口上,然后将该产品右端两个φ6mm孔插入定位销中,再用该“钳口铁”夹紧该产品。这种装夹方式由于有两个定位销限制左右方向的自由度[3],所以在加工过程中不易产生产品转动现象。加工使用的刀具为7.5mm厚的锯片铣刀,铣完槽以后,有的有轻微缩口现象,可通过校形得到改善,装夹方式如图10所示。需要强调的是,必须用7.5mm厚的铣刀一次铣削完成,防止在加工过程中产品缩口,造成壁厚不一。

图8 钳口铁

图9 定位销

图10 装夹方式
3 结束语
制作一些类似的简易辅助工装,可以很好地解决一些产品的装夹定位问题,从而节约制作专用工装的成本和周期,有效地缩短产品投产前的生产准备时间和交货周期,在平时的生产中有一定的实用性。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
模具制造(2022年5期)2022-06-27
China’s foreign Trade(2021年6期)2021-12-26
智能制造(2017年5期)2017-10-11
中国新技术新产品(2016年23期)2016-12-26
科教导刊·电子版(2016年16期)2016-07-18
Coco薇(2015年10期)2015-10-19
中华奇石(2015年7期)2015-07-09
中华奇石(2015年5期)2015-07-09
小资CHIC!ELEGANCE(2015年5期)2015-04-24