
浆料打浆度对纤维素薄膜光学及力学性能的影响
2022-11-24 06:44张召路思远张直直常慧李新平
中国造纸 2022年10期
张召 路思远 张直直 常慧 李新平,*
(1.陕西科技大学轻工科学与工程学院,轻化工程国家级实验教学示范中心,陕西省造纸技术及特种纸品开发重点实验室,陕西西安,710021;2.陕西科技大学机电工程学院,陕西西安,710021)
光学雾度材料由于具有高透光率、高雾度和较高的机械强度等优异性能,在光电器件领域广泛应用,如加工太阳能电池板和柔性OLED光电器件等[1-5]。根据原料来源,光学雾度材料可分为石油基高分子光学雾度材料和天然高分子(纤维素)光学雾度材料。由于具有加工简易、力学性能优良、性能优异和生产成本低等优点,目前人们常用的光学材料多是传统的石油基材料(如聚甲基丙烯酸甲酯[6]、聚对苯二甲酸乙二醇酯[5]、聚碳酸酯[7]、聚丙烯[8]等)。然而,石油基材料具有回收降解困难、热膨胀系数较高、对生态环境易造成污染等缺点,其发展和应用受到严重限制[9]。
纤维素作为地球上储量丰富的天然高分子材料,拥有可生物降解、机械强度高、热膨胀系数极低和成本低等优点。因此,利用纤维素制备具有高透光率和高雾度的光管理材料变得十分有意义[5,10]。在前期研究中,以纤维素为原料制备具有高透光率、高雾度的纤维素薄膜的工艺有很多,如铸涂法[11]、浸渍法[12]、真空抽滤法[13]、涂布法[14]、纤维表面选择性溶解法[15]及“自上而下”[16]等工艺。研究人员发现,由纳米纤维素制备的纳米纤维素薄膜具有高透光率、高机械强度和极低的热膨胀系数;因此,此类材料得到了科研人员的高度重视和广泛应用[3,17-18]。但纳米纤维素薄膜在生产中仍具有一些缺点,如滤水成型慢、制备成本高、制备耗时长、能量消耗大等,限制了其生产和应用前景。微米级纤维素在生产中拥有上网成型快、制备成本低和能耗低等优点。本研究通过PFI磨浆工艺改变浆料打浆度,采用真空抽滤、真空干燥的方法,制备不同打浆度的微米级纤维素薄膜,探究打浆度对纤维素薄膜的透光率和雾度的影响,得到具有一定透光率、高雾度、低成本的纤维素薄膜。
1 实 验
1.1 实验原料和仪器
1.1.1 实验原料
俄罗斯乌针浆板,由蔡伦纸业有限公司提供。
1.1.2 实验仪器
PFI磨浆机,日本KRK;TD9-M型打浆度测定仪,咸阳通达轻工设备有限公司;TD11-H型纸页压榨机,咸阳通达轻工设备有限公司;MorFi纤维质量分析仪,法国Techpap;TD10-200型纸页成型器,咸阳通达轻工设备有限公司;伺服控制高低温拉力试验机,高特威尔检测仪器(青岛)有限公司;Vega 3 SBH型扫描电子显微镜,捷克TESCAN;D8 Advance型X射线衍射仪,德国Bruker;Carry5000型紫外-可见-近红外分光光度计,美国安捷伦。
1.2 纤维素薄膜的制备
称取绝干质量30 g乌针浆放入水中浸泡12 h,疏解5000 r后,调整浆浓至10%,使用PFI磨浆机进行磨浆,通过控制磨浆机转数,制备打浆度分别为60°SR、70°SR、80°SR和90°SR的纸浆。将上述4种打浆度的纸浆分别装入密封袋中,在室温下平衡水分24 h备用。
控制纤维素薄膜定量40 g/㎡,将打浆度为60°SR、70°SR、80°SR和90°SR的纸浆疏解10000 r,真空抽滤得到湿纤维素薄膜。使用纸页压榨机压榨5 min后,在105℃下真空干燥7 min,得到纤维素薄膜样品,装入密封袋中备用。
1.3 结构与性能表征
1.3.1 纤维形态
采用MorFi纤维质量分析仪对浆浓40 mg/L、打浆度60°SR和90°SR的乌针浆纤维悬浮液进行纤维长度和宽度测试。
1.3.2 表面和断面形貌
采用扫描电子显微镜(SEM)观察制备的纤维素薄膜表面和断面形貌。
1.3.3 光学性能
制备的纤维素薄膜的雾度和透光率测试方法参考GB/T 2410—2008[19],采用紫外-可见-近红外分光光度计测试,波长范围400~800 nm。
1.3.4 结晶结构
采用X射线衍射仪(XRD)对制备的纤维素薄膜进行扫描,扫描范围5°~50°,扫描速度4°/min。
1.3.5 力学性能
制备的纤维素薄膜的拉伸强度参照GB/T 1040—2006,样品宽度10 mm,拉伸速率20 mm/min。
2 结果与讨论
2.1 乌针浆的纤维形态
为了对比打浆度对纤维尺寸的影响,本研究表征了打浆度60°SR和90°SR乌针浆的纤维宽度和长度,结果分别如图1和图2所示。从图1和图2可以看出,由于磨浆工艺对纤维的切断作用,随打浆度的提高,纤维的宽度和长度都存在一定程度的降低。

图1 打浆度60°SR和90°SR乌针浆的纤维宽度Fig.1 Fiber width of black needle pulp with beating degrees of 60°SR and 90°SR
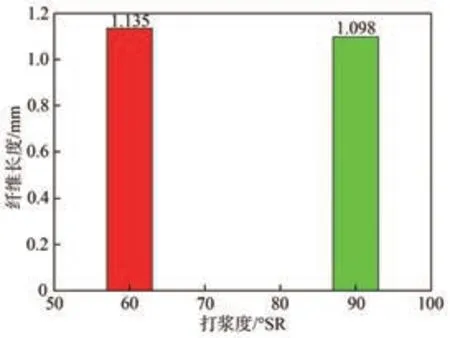
图2 打浆度60°SR和90°SR乌针浆的纤维长度Fig.2 Fiber length of black needle pulp with beating degrees of 60°SR and 90°SR
2.2 纤维素薄膜形貌
2.2.1 纤维素薄膜表面形貌
为了观察纤维素薄膜的表面形貌,选用60°SR和90°SR打浆度的纤维素薄膜随机取样,通过SEM观察其表面形貌。图3和图4分别为打浆度60°SR和90°SR乌针浆制备的纤维素薄膜表面的SEM图。由于磨浆工艺的机械作用,增加了纤维分丝帚化的程度,使纤维表面有更多的氢键结合。因此,从图3和图4可以观察到,随打浆度的提高,纤维尺寸变小,纤维间孔隙减少,形成致密的网络结构。
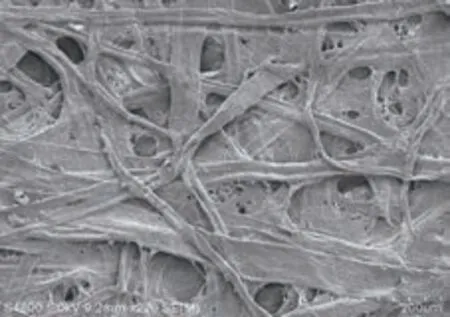
图3 打浆度60°SR乌针浆制备的纤维素薄膜表面SEM图Fig.3 Surface SEM image of cellulose film prepared from black needle pulp with beating degree of 60°SR

图4 打浆度90°SR乌针浆制备的纤维素薄膜表面SEM图Fig.4 Surface SEM image of cellulose film prepared from black needle pulp with beating degree of 90°SR
2.2.2 纤维素薄膜断面形貌
为了探究磨浆工艺对纤维间孔隙大小的影响,对比了打浆度60°SR和90°SR乌针浆制备的纤维素薄膜断面SEM图,分别如图5和图6所示。从图5可以观察到,打浆度60°SR乌针浆制备的纤维素薄膜的纤维间有较多孔隙,且孔隙较大;从图6可以看到,打浆度90°SR乌针浆制备的纤维素薄膜的纤维结合紧密,孔隙明显减少。这是由于磨浆能使纤维暴露出更多的游离羟基,相互结合生成氢键,促进了纤维间的结合,减少了纤维间的孔隙。
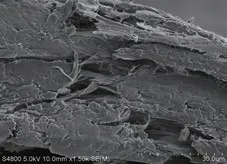
图5 打浆度60°SR乌针浆制备的纤维素薄膜断面SEM图Fig.5 Cross section SEM image of cellulose film prepared from black needle pulp with beating degree of 60°SR

图6 打浆度90°SR乌针浆制备的纤维素薄膜断面SEM图Fig.6 Cross section SEM image of cellulose film prepared from black needle pulp with beating degree of 90°SR
2.3 纤维素薄膜的结晶结构
为了研究纤维素薄膜的结晶结构、结晶度和结晶区尺寸,对不同打浆度乌针浆制备的纤维素薄膜进行了XRD表征,结果如图7所示。从图7可以看到,打浆度60°SR和90°SR乌针浆制备的纤维素薄膜均在2θ=15.30°、22.52°和34.87°处出现明显的特征衍射峰,分别对应纤维素的101晶面、002晶面和040晶面,这说明此纤维素薄膜属于纤维素Ⅰ型结晶结构[20-22]。同时,打浆度60°SR乌针浆制备的纤维素薄膜的结晶区尺寸为8.8 nm,而打浆度90°SR乌针浆制备的纤维素薄膜的结晶区尺寸为8.6 nm。采用Segal法[21]计算纤维素结晶度,前者结晶度为64.3%,后者结晶度为58.7%。结果表明,磨浆工艺破坏了纤维素的结晶区结构,随着乌针浆打浆度的提高,制备的纤维素薄膜的结晶区尺寸和结晶度均降低。

图7 纤维素薄膜的XRD谱图Fig.7 XRD patterns of cellulose films
2.4 纤维素薄膜的光学性能
为探究打浆度对纤维素薄膜光学性能的影响,表征了4种打浆度的乌针浆制备的纤维素薄膜的透光率和雾度。
影响纤维素薄膜透光率的主要因素是薄膜内部纤维间的孔隙[2,4,20]。不同打浆度纤维素薄膜的透光率测试结果如图8所示。从图8可以看出,在550 nm可见光处,当乌针浆打浆度从60°SR提高到90°SR,制备的纤维素薄膜的透光率从35.7%提高到50.5%。这是由于当浆料打浆度较低时,纤维间的孔隙较多,大量的孔隙会造成强烈的背光散射,从而导致纤维素薄膜的透光率降低;提高打浆度,纤维上暴露出游离羟基,形成更多的氢键结合,纤维间的孔隙减少,降低了纤维表面和孔隙中空气的接触处对光的背光散射程度,透光率提高。综上所述,提高打浆度能够提高制备的纤维素薄膜的透光率。
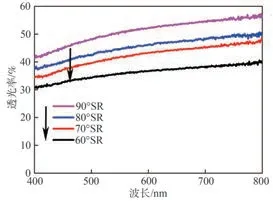
图8 不同打浆度乌针浆制备的纤维素薄膜的透光率光谱Fig.8 Transmission spectra of cellulose films prepared from black needle pulp with different beating degrees
影响纤维素薄膜雾度的主要因素是纤维的尺寸和纤维间的孔隙[4,24]。不同打浆度纤维素薄膜的雾度测试结果如图9所示。从图9可以看出,在550 nm可见光处,当乌针浆打浆度从60°SR提高到90°SR,制备的纤维素薄膜的雾度从97.8%降至94.5%。这是由于打浆度较高时,制备的纤维素薄膜内部纤维间孔隙相对减少,且纤维的尺寸较小,成分较均匀,所以纤维素薄膜的雾度在一定程度上降低;反之,当打浆度较低时,纤维间孔隙较多且纤维的尺寸相对较大,由于纤维间孔隙中空气的折射率不同,纤维素薄膜对光的散射程度增大,使纤维素薄膜的雾度较高。图10是打浆度60°SR、70°SR、80°SR和90°SR的乌针浆制备的纤维素薄膜及塑料薄膜在绿色激光灯的照射下的光散射图。从图10可以观察到,塑料薄膜有较小半径的光斑和极强的亮度,说明它具有低的雾度和高透光率;与塑料薄膜相比,纤维素薄膜的光斑半径变大且光散射程度增加。综上所述,随着乌针浆打浆度的提高,制备的纤维素薄膜的雾度有所降低,但降低程度有限。

图9 不同打浆度乌针浆制备的纤维素薄膜的雾度光谱Fig.9 Haze spectra of cellulose films prepared from black needle pulp with different beating degrees

图10 不同打浆度乌针浆制备的纤维素薄膜和塑料薄膜引起的绿色激光散射图Fig.10 Green laser scattering caused by plastic film and cellulose films prepared from black needle pulp with different beating degrees
2.5 纤维素薄膜的力学性能
为了表征纤维素薄膜的力学性能,对不同打浆度乌针浆制备的纤维素薄膜进行拉伸强度测试,结果如图11所示。从图11可以看出,当乌针浆打浆度为60°SR时,制备的纤维素薄膜的拉伸强度和拉伸应变分别为18.4 MPa和5.1%;当打浆度逐渐提高至70°SR和80°SR时,制备的纤维素薄膜的拉伸强度和拉伸应变均有明显提高;当打浆度提高至90°SR时,制备的纤维素薄膜的拉伸强度和拉伸应变分别达31.5 MPa和7.5%。这是由于提高打浆度,会促使纤维表面暴露出更多的游离羟基,通过氢键结合,从而提高制备的纤维素薄膜的拉伸强度和断裂伸长率[2,25-27]。

图11 不同打浆度乌针浆制备的纤维素薄膜的应力-应变曲线Fig.11 Stress-strain curves of cellulose films prepared from black needle pulp with different beating degrees
3 结 论
本研究通过PFI磨浆工艺改变乌针浆的打浆度,采用真空抽滤和真空干燥的方法制备了不同打浆度的微米级纤维素薄膜,探究了打浆度对制备的纤维素薄膜透光率、雾度和力学性能的影响,得到具有一定透光率、高雾度、低成本的纤维素薄膜。
3.1 通过磨浆工艺,制备了打浆度分别为60°SR、70°SR、80°SR和90°SR乌针浆,并通过真空抽滤得到纤维素薄膜。随着乌针浆打浆度的提高,制备的纤维素薄膜的纤维间孔隙会逐渐缩小,纤维尺寸逐渐减小。
3.2 制备的纤维素薄膜结晶结构为纤维素Ⅰ型。随着乌针浆打浆度的提高,纤维素的结晶度和结晶区尺寸均降低。随着乌针浆打浆度从60°SR提高至90°SR,制备的纤维素薄膜的结晶区尺寸从8.8 nm降低至8.6 nm,结晶度从64.3%降低至58.7%。
3.3 随着乌针浆打浆度的提高,制备的纤维素薄膜雾度能够在一定程度降低,透光率有所提高。当乌针浆打浆度从60°SR提高到90°SR,制备的纤维素薄膜的透光率从35.7%提高到50.5%,雾度从97.8%降至94.5%。
3.4 随着乌针浆打浆度的提高,制备的纤维素薄膜应力和应变均会相应地提高。当打浆度提高至90°SR时,薄膜拉伸强度和拉伸应变分别达31.5 MPa和7.5%。
猜你喜欢
广州化工(2022年20期)2022-12-01
中国煤炭(2022年9期)2022-10-09
河北果树(2022年1期)2022-02-16
上海塑料(2021年3期)2022-01-06
北京农学院学报(2021年4期)2021-11-09
造纸信息(2021年12期)2021-09-08
石油化工(2019年8期)2019-09-02
中国眼镜科技杂志(2019年7期)2019-07-17
中国造纸(2017年8期)2017-09-15
天津造纸(2016年1期)2017-01-15
