大直径活塞环数控立式车床的研究及应用
2022-12-02 07:48陈智平罗斯敏
内燃机与配件 2022年19期
陈智平,伍 超,罗斯敏,周 玲
(长沙一派直驱科技股份有限公司,湖南 长沙 410100)
国内传统的大直径活塞环内外圆加工,其加工工艺和加工方法对目前活塞环生产厂家都是一个难题,长沙一派直驱科技股份有限公司研制开发的ECK15125A大直径活塞环数控立式车床,成功地解决了这一难题。
ECK15125A大直径活塞环数控立式车床,是在国内生产的CK51125数控立式车床的基础上,安装一派直驱研制的平板式直线电机EPI22150和驱动器EHA3020TOS组成的刀架系统及相关软件,其中直线电机安装在机床的滑枕上,整体可随机床Z轴上下运动;机床主轴端通过1:1同步带传动主轴外置旋转编码器,为活塞环加工提供角度信号;安装内、外圆车刀及切片刀的刀架系统固定在直线电机驱动的滑台上,可随主轴旋转进行高频响跟随运动,运动方向与机床X轴平行;开发专用的活塞环自由型线数据处理软件和加工控制软件控制刀架系统,在一次装夹中完成活塞环外圆、内圆型线仿形及切片交替加工。
1 机床结构
机床适宜加工大、中型活塞环;机床采用高强度铸铁床身、立柱,有良好的稳定性和抗震性能;采用动梁结构,保证机床具有更广泛的加工范围,更高的刚性;采用立式结构,装夹工件方便,占地面积小;大功率交流伺服主轴电机,配ZF两档变速箱,即可输出大扭矩,又可高速运转,满足不同加工要求;强力卡爪,夹持稳定可靠;分离式冷却水箱,便于清洗; X、Z轴采用高精度滚珠丝杆和丝杆专用轴承,精度保持性好;整体式全封闭防护,环保清洁。
机床采用FANUC 0i TF数控系统,30kW交流伺服主轴电机,X、Z轴采用交流伺服电机,扭矩分别达到30Nm、22Nm。保证机床加工中良好的出力。集中式机床操作面板,使机床操作更加方便快捷。
机床结构如图1所示。
2 机床主要参数
主要技术规格参数。

序号项目参数值1工作台直径1050mm2最大回转直径1250mm3切削直径范围Ø400-Ø1100mm4最大工件加工长度460mm
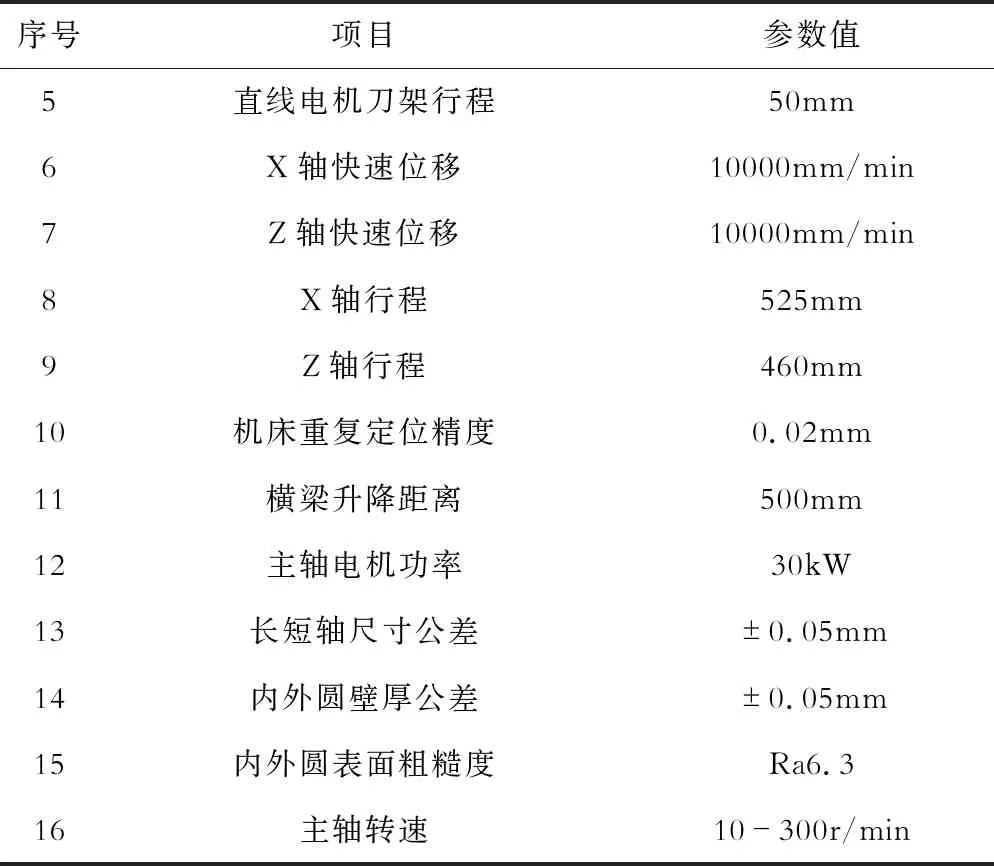
续表
3 机床的创新技术
3.1 高精度高频响伺服刀架系统
由于活塞环的形状特殊,传统的活塞环车床,需要应用靠模装置来完成活塞环的加工。单台活塞环车床只能加工一种活塞环产品,使用效率不高。如果要更换加工产品,势必需要更换靠模,不能做到快速更换加工产品型号的机床,是绝大多数制造企业不愿意接受的。靠模装置结构比较复杂,加工的的产品完全取决于靠模本身的精度。通过长时间的机械运动,靠模的接触表面会不同程度的磨损变形,造成加工的产品精度变差。修复靠模更是一项复杂的工作。
高精度高频响伺服刀架系统,是由一派直驱自主研发的平板式直线电机、数字式伺服驱动器、控制软件和刀架组成。直线电机是一种将电能直接转化为直线运动机械能的电力传动装置。其优越的高速及低速性能,超常的加速能力,运动平稳、无反向间隙,高定位精度和重复定位精度,结构简单,安全可靠。可以消除大量的中间传动机构,加快系统响应速度,提高系统精度,得到了广泛的应用。为解决传统活塞环车床的结构复杂、更换产品难、调试周期长、加工精度差等难题,ECK15125A大直径活塞环数控立式车床,根据客户活塞环的参数,通过切削力与重力加速度的计算,选用一派直驱生产的EPI22150平板式直线电机。
EPI22150平板式直线电机的性能。
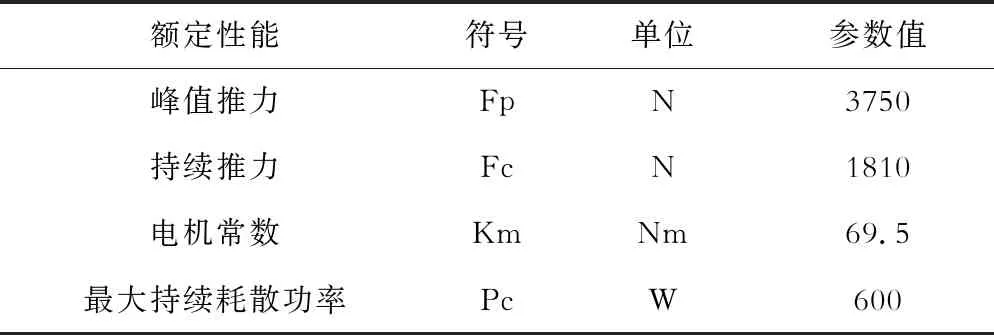
额定性能符号单位参数值峰值推力FpN3750持续推力FcN1810电机常数KmNm69.5最大持续耗散功率PcW600
用EPI22150平板式直线电机替换传统活塞环车床的靠模装置,结构简单。用嵌入式加工控制软件,导入活塞环自由型线数据处理软件生成的加工程序数据,实时监控主轴外置编码器的信号获取主轴角度值,建立活塞环的二维数字模型,通过专用伺服驱动器可全数字控制直线电机跟随主轴的随动加工,通过数据编程即可更换加工产品,做到快速更换加工产品型号。调试过程中,如遇到活塞环轮廓型线超差的情况,可以通过调整伺服驱动器的参数来优化加工精度,也可以通过活塞环自由型线数据处理软件的数据补偿功能,把检测结果的误差值导入重生成程序数据,做到调试简单易学。应用全数字控制的伺服驱动器控制直线电机随动仿形加工,没有靠模装置的过渡传动,大大提高了加工精度。机床及刀架系统控制原理图如图2所示。
嵌入式控制软件如图3所示。
3.2 活塞环自由型线数据处理软件
活塞环轮廓型线数据计算复杂,我们开发了“ECK15125A活塞环自由型线数据处理软件”来完成复杂的数据处理工作。软件根据国内常用的几种活塞环压力分布假设和计算活塞环自由形状的方法编制的实用计算程序,并根据自由形状数据生成程序数据。本软件采用典型的Windows风格,界面清晰友好,易学易用,功能强大。提供八种常用环周径向压力曲线设计方法,并且优化了开口区自由形线的设计,保证直线电机有良好的加工性能;只需按产品图纸要求输入活塞环的主要参数和压力分布形式,即可生成活塞环的压力分布数据及自由形线加工程序数据;具有数据补偿功能。程序开发语言环境为Microsoft Visual C++ 6.0。运行主界面如图4所示。
前面提到活塞环是一种具有向外扩张变形的金属弹性环,且在自由状态下不是圆形,其曲率半径沿环周各点是变化的,当装入气缸后方成正圆形。其圆周方向的压力分布主要有以下几种计算公式,包括金茨布尔格(12cos)、阿诺尔德(12cos)、卡岗(3cos)、X式(6cos)、张吉天(2cos)、恒压(cos)、戚机(4cos)、卡岗(X,Y)。具体要用哪一种压力分布计算公式,取决于活塞环设计过程中使用的哪一种算法。我们以客户产品的阿诺尔德压力分布余弦表达式为例:
阿诺尔德原式:P(θ)=P0{n+L[(θ2+sin2θ)+2(cosθ+cos2θ)]}。该式的福里叶展开式是无穷多项余弦函数之和,为计算简单,取其前12项,这样一来,P(θ)的表达式就与金式相同,但其压力系数与开口处压力比I=Pπ/P0有关,简化后的压力系数如下:
P2=1.25L;P3=-0.2222L;P4=0.125L;P5=-0.08L;P6=0.0556L;P7=-0.0408L;P8=0.0313L;P9=-0.0247L;P10=0.02L;P11=-0.0165L;P12=0.0139L;
L=(I-1)/1.88;
设置活塞环基本参数:活塞环外径:920mm;活塞环径厚:30mm;开口压力系数:0.8;开口宽度:100mm;每圈点数:3600;主轴转速50r/min;计算公式选择:阿诺尔德(12cos)。
鼠标单击“压力分布”按钮可以进行压力分布数据计算,如图5所示。
活塞环压力分布数据计算界面,程序自动显示理论计算后的活塞环压力分布图形、数据及极坐标图,并显示压力的峰值和谷值所处的角度和压力的大小。按“确定”返回主界面。
鼠标单击“半径增量”按钮可以进行自由形线加工程序数据计算,如图6所示。
活塞环自由型线加工程序数据计算界面,程序自动按公式计算并显示理论计算后的活塞环半径增量值图形、数据及极坐标图,并显示峰值所处的角度和半径增量的大小,显示开口位置图形和开口角度值。按“确定”返回主界面。
鼠标单击“生成程序”按钮可以生成加工程序数据并导出保存,导出存盘地址可任意选择。
3.3 大直径活塞环加工工艺
ECK15125A大直径活塞环数控立式车床,在一次装夹中完成活塞环外圆、内圆型线仿形及切片交替加工。活塞环毛坯为筒状结构,立式安装在工作台上,端面定位,卡盘夹紧。工艺路线如下:
第一步,用刀架上的外圆车刀从上至下仿形加工筒状毛坯的整个外圆,如图7所示。
第二步,用刀架上的内圆车刀从上至下仿形加工筒状毛坯的内圆,每次加工一片活塞环的高度,一般会增加切片刀的高度。单次加工最大内圆高度是由内圆车刀长度决定。如图8所示。
第三步,用刀架上的切片刀仿形切断筒状的最上面一个活塞环,如图9所示。
第四步,重复第二步与第三步,直到筒状毛坯加工完。
4 加工检测精度
我们以客户产品测试加工,直线电机刀架系统跟随平稳,响应快,各项加工指标均达到或优于设计标准。检测结果数据如图10所示。
如检测结果,活塞环型线误差小于±0.003mm,内外圆壁厚误差小于±0.003mm,内外圆表面粗糙度小于Ra6.3。检测结果完全满足客户产品要求。
5 结语
高端装备是国民经济和国防建设的重要支撑,发展高端装备势在必行。一派直驱致力于直线伺服技术的探索,为高速、高精度、简化结构等驱动需求提供最佳的解决方案。非圆截面数控作为高频响、高精度直线电机的特种应用,卓越的技术基础使得一派直驱的ECK15125A大直径活塞环数控立式车床开发顺利完成,并赢得客户的好评。
猜你喜欢
压缩机技术(2022年2期)2022-05-19
内燃机与配件(2022年2期)2022-01-17
发明与创新·小学生(2020年10期)2020-10-19
科学导报·学术(2019年28期)2019-09-10
科教新报(2019年27期)2019-09-10
江苏船舶(2018年4期)2018-11-23
船海工程(2018年5期)2018-11-01
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
科学与财富(2018年14期)2018-06-11