工艺参数对人工神经导管3D打印成型精度影响
2023-02-09 01:22乌日开西艾依提艾合买提江玉素甫
机械设计与制造 2023年1期
段 营,乌日开西·艾依提,艾合买提江·玉素甫
(1.新疆大学机械工程学院,新疆乌鲁木齐 830047)
(2.新疆医科大学第一附属医院骨科中心显微修复外科,新疆乌鲁木齐 830054)
1 引言
3D 打印技术(又称3D快速成型技术或增材制造技术)由数字驱动,不受形状复杂程度的限制,直接成形三维实体,能够制作任意形状零件。3D打印广泛应用于机械制造、航空航天、医疗、工程和施工、电子产品制造、等领域。随着这项技术日趋成熟,其在医学领域应用也更加普遍[1−4]。其在组织工程支架和医疗辅助模型领域得到应用,是组织工程化人工神经导管支架的一个主要的制备手段[5−8]。
近年来文献[9]制备聚吡咯涂层人工神经导管支架实现结构的创新,并实验在大鼠体内,有效提高神经恢复速度。文献[10]利用贻贝粘附蛋白(MAPS)为主要材料制备的人工神经导管具有较好的生物相容性及生物降解性,且神经修复结果接近自体神经移植。
这里主要对单层的人工神经导管工艺参数进行研究,通过固高控制器编程来精准控制送丝速率、芯轴转动速率、喷嘴移动速度的配比关系与人工神经导管表面质量的影响从而得出合理工艺参数范围。为人工神经导管标准化设计提供数据参考。
2 工艺参数对神经导管制备的影响
实验所涉及的工艺参数有电子齿轮比、温度、速度、加速度等。其中本文主要研究的是Z方向移动、主轴转动以及Y方向挤压运动之间的相互匹配关系也就是电子齿轮比对“螺旋线式”神经导管制备的影响。实验台运动部分主要采用柱坐标的3D打印的运动方式,整个成型运动包含的匹配关系有主轴的圆周运动、Y方向向下的送料运动和沿轴线方向的直线运动,三种运动相互匹配形成由两组不同的参数比控制,一是转轴与送材料装置在Y轴方向的挤丝运动的相互配合,二是转轴和Z方向的移动间的配合,最终形成绕主轴的螺旋线运动,当主轴转动和送料速度过慢,直线运动过快时,会形成螺旋线间隙。当主轴速度与送料速度过快,直线运动过慢时,会形成材料的堆积。实验采用的固高控制器中含有点位运动模式、Jog运动模式、电子齿轮运动模式、插补运动模式,因为运动中涉及主轴的转动和Z轴移动的配合运动,所以点位运动模式、Jog模式等明显不能够实现。所以选择了其中最符合以上联动匹配关系的电子齿轮运动模式。这是因为其主要功能就在于将两轴或多轴进行联动配合,实现精确的同步运动。试验台装置图,如图1所示。

图1 装置原理图Fig.1 Schematic Diagram of the Device
2.1 电子齿轮比与线宽线高关系
打印在导管壁螺线管上层的直线通道成型可分解为三个运动:一是Z轴方向左右移动,二是Y方向打印喷头对材料的挤丝运动。电子齿轮模式在此实现的是两轴配合运动。打印机打印直线通道涉及一个传动比是i1,其传动比为:

式中:a—主轴位移量/mm;b—从轴位移量/mm。
考虑理想情况下,即不断丝也不形成延迟出丝的情况挤出丝线为圆柱状。在针筒内材料的体积与挤出丝材总体积相等,由此换算挤出丝线半径为:

式中:r—注射器内径/mm;i1—直线通道电子齿轮比;r1—挤出丝半径/mm。
实验采用0.4mm 直径的打印针头,注射器内径为6.5mm 出丝宽度应为喷嘴直径的(1~1.5)倍,令r1=(0.35~0.52),r=6.5带回公式得i1=(76:1~194:1)。
单纯从打印喷头挤出丝线,呈圆形截面,但在实验中若想让挤出丝线黏着在管壁上,需要施加部分力才能实现。而这种有针头作用的挤压力会使丝线材料发生变形,因此此时的丝线就具有线宽和线高。
参考上述电子齿轮比的换算方法,通过对电子齿轮比的改变来研究电子齿轮比与线宽和线高的关系。设定八组电子齿轮比参数,如表1所示。

表1 电子齿轮比参数Tab.1 Electronic Gear Ratio Parameters
每组参数三组实验,固定参数,如表2所示。测量仪器为基恩士数码显微系统VHX−6000。

表2 固定工艺参数Tab.2 Fixed Process Parameters
随着电子齿轮比的数值不断增大,线宽线高在不断地减小,这是因为行走距离一定时挤出量越小线宽线高也就越小,正常情况下丝线的线宽应为喷嘴直径的(1~1.5)倍。
如图2所示,当电子齿轮比为(20:1~100:1)时线宽线高呈现急剧变化,波动较大,造成成型表面精度不易控制,因此在此电子齿轮范围属于非正常出丝。(100:1~500:1)时线宽线高变化较为平缓,出丝正常。
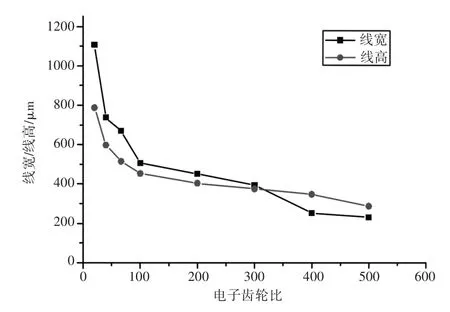
图2 电子齿轮比与线宽和线高的关系图Fig.2 Relationship Between Electronic Gear Ratio and Line Width and Line Height
2.2 电子齿轮比对导管壁的影响
导管壁是人工神经导管中具有隔绝作用的部分,因此成型的螺线管应没有缝隙,形成薄膜才能使其起到相应作用,导管壁的柔韧性和溶胀性对周围神经的修复和再生起到了至关重要的作用。
导管壁的成型主要采用三轴联动,其三个运动分别为:一是Z方向的左右移动;二是主轴的转动;三是挤压装置的向Y方向的挤压运动;打印机打印导管壁时运用两个电子齿轮传动比:一是Y轴移动与转轴的转动的电子齿轮比i2。二是Z方向移动与Y方向推杆运动的电子齿轮比i3。

式中:a—X轴位移距离/mm;c—A轴转动圈数;i2—X轴与A轴的电子齿轮比;r1—挤丝半径/mm;
该比值决定了针头行走每毫米转轴转动的圈数,理想状态下打印出的导管壁应出丝形状为圆柱且其螺距为零,形成薄膜状态,在神经导管内壁形成近似圆形管道。满足如下关系式:

结合上节得出的出丝半径,将r1=0.2~0.4,代入上式得出i2=1:10~1:20。

理论上,打印喷头挤出材料体积应与成型螺线管体积相等。忽略螺线管的间隙不计,将成型的单层神经导管假设为一个理想圆柱管:圆柱管体积=挤出丝底面积×螺线线长。

式中:D—芯轴直径/mm;c—A轴转动圈数;d—z2轴位移距离/mm。
为了研究电子齿轮比对螺距及表面质量的影响,参考上述计算的电子齿轮比,选定传动比i2不变,9组不同的i3值。设定9对电子齿轮比如表3所示每组数据做三组实验。固定打印参数,如表2所示。

表3 电子齿轮比参数Tab.3 Electronic Gear Ratio Parameters
处理分析三组实验的平均数值,如图3所示。随着i3传动比数值不断减小,神经导管壁厚下降的数值为线宽下降数值的2.68倍。相比壁厚下降趋势线宽下降趋势较为平稳,由此电子齿轮比i3主要影响神经导管管壁厚度。

图3 电子齿轮比与线宽和线高的关系图Fig.3 Relationship between Electronic Gear Ratio and Line Width and Line Height
由图4所示为两组电子齿轮比打印的神经导管截面图,由图可知随着i3数值增大,挤出量相应减小,导管管壁厚也逐渐变薄,当i3减小挤出量增大,打印的神经导管壁厚逐渐变大。由于挤出材料过多致使在打印过程中形成了材料堆积,螺线管的外表面质量较差,厚度不均匀。实验得出i3=18:1~35:1;符合神经导管的加工要求为优化后的比例范围。

图4 9组电子齿轮比打印神经导管管壁截面成型图Fig.4 Nine Groups of Electronic Gear Ratio Printed Neural Catheter Wall Section Forming Diagram
选定传动比i3不变,不同的i2值。设定9对电子齿轮比,如表4所示;每组数据做三组实验。固定打印参数,如表1所示。

表4 电子齿轮比参数Tab.4 Electronic Gear Ratio Parameters
当电子齿轮比i3值一定时,不同的i2值主要影响的是神经导管的线宽值,这是由于随着电子齿轮比i2数值不断减小,同样一组参数下线宽的下降值为壁厚下降值的2.3倍/,因此i2值只要影响神经导管的线宽,对壁厚影响不大,如图5所示。
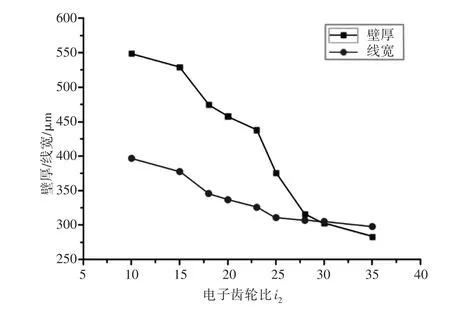
图5 电子齿轮比与线宽和线高的关系图Fig.5 Relationship Between Electronic Gear Ratio and Line Width and Line Height
i2是喷头在Z方向的移动量与转轴转动速度的比值,因此当i3不变时,i2不断减小,螺距随之减小直至为0。喷头挤出的丝线也逐渐变细,如图6所示。通过图6可以发现,i2值较大时,喷头出现较大缝隙和线宽,不能打印成膜,无法起到层间隔绝作用,随着i2值得不断减小导管表面无缝隙且薄厚均匀,表面光滑,线宽线高较小。实验结果表明i2=1:14~1:20时为打印合理范围。

图6 不同电子齿轮比神经导管壁成型图Fig.6 Forming Diagram of Neural Tube Wall with Different Electronic Gear Ratios
3 结论
在FDM式3D神经导管打印机中电子齿轮对神经导管的制备有着重要的影响。
(1)电子齿轮比i1=100:1~500:1时制备出的神经导管线宽变化较为平缓,出丝正常。
(2)i3主要影响管壁壁厚,i3值越小壁厚也就越大,实验结果表明i3=18:1~35:1时打印的神经导管表面光滑。
(3)i2值主要影响打印丝线的线宽,比值变小线宽值随之变小。实验结果表明i2=1:14~1:20时为最佳打印范围。
利用以上研究方法得出的参数范围可以使人工神经导管的加工更加方便快捷,且为以后的人工神经导管的标准化研究提供数据参考。
猜你喜欢
印制电路信息(2022年6期)2022-08-03
科技与创新(2022年11期)2022-06-13
恋爱婚姻家庭(2021年36期)2022-01-10
印制电路信息(2020年7期)2020-07-18
当代陕西(2019年24期)2020-01-18
音乐教育与创作(2019年7期)2019-05-19
世界地质(2019年2期)2019-02-18
数位时尚(幼儿教育)(2018年4期)2018-11-30
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年9期)2017-11-27