药柱钻削过程中的温度仿真分析
2023-02-09 01:22李冬阳徐志刚白鑫林王军义
机械设计与制造 2023年1期
李冬阳,徐志刚,白鑫林,王军义
(1.中国科学院沈阳自动化研究所智能产线与系统研究室,辽宁沈阳 110179;2.东北大学机械工程与自动化学院,辽宁沈阳 110819)
1 引言
药柱是固体火箭发动机的重要组成成分,通常情况下火箭燃气发生器内的压强比较低,固体推进剂在贫氧状态下燃烧,燃速偏低,不易满足使用性能要求,需要采用嵌银丝的方法[1]。为了增大燃面,很大程度上缩短燃面爬升坡段,要求在药柱端面上沿银丝方向钻盲孔[2]。加工过程中的最高温度是影响加工效率,保证生产安全的关键因素,而钻削温度主要受主轴转速,进给速度和环境温度等因素影响。研究药柱钻削过程中的参数对温度的影响规律和材料特性的温升规律对指导生产具有重要的意义。
很多学者针对不同材料的钻削性能进行研究。其中,文献[3]采用涂层和无涂层的硬质合金刀具对TC4 进行了钻削研究。文献[4]研究了可以通过不断改变刀具几何参数和切削用量,有效地改变切屑形态及切屑几何参数。文献[5]对铣削7075铝合金时加工条件进一步分析,结论得出在不影响生产的条件下,应采用较高的主轴转速,较低的进给量、铣削深度和铣削宽度,铣削温度随每齿进给量、主轴转速和铣削宽度升高而变大,对铣削温度的影响比较小的是铣削深度。文献[6]提出一种基于薄膜热电偶的PCB各板层原位钻削温度测量方法,而且每层测量得到的数据相对稳定。文献[7]运用ABAQUS 软件研究TC4的钻削过程,并开展实验进行验证试验,结果表明较高的主轴转速可以提高钻孔质量。
对于已有的研究现状,对非金属材料的钻削规律研究是非常少见的。文章中研究的药柱是装药成形的,对温度比较敏感。目前测量温度的方法有红外感应测温和以靠近钻头处的温度来代替要测的实际温度两种,在一定范围内都不能提供可靠的数据[8]。热电偶测温法,可以间接测量加工过程中的温度,测量数据的准确性也满足误差要求,因此文章中采用该方法。在实际加工过程中,最高温度与环境温度相差不大,因此将环境温度作为重要考虑因素之一。利用DEFORM软件对多组数据进行仿真分析主轴转速、进给速度和环境温度对最高温度的影响规律,然后根据实验验证仿真结果的可行性,然后总结出合适的加工参数。
2 仿真模型建立
钻削过程是典型的非线性分析计算过程,而DEFORM 功能强大的模拟引擎具有处理材料成形过程中多个关联对象耦合作用的大变形和热特性问题[9]。该软件对于智能划分网格、材料的重新定义和加工的相对位置改变的功能都是可以实现的。
2.1 钻削模型
在药柱钻削加工时,需要沿药柱端面周围钻六个孔[10]。DE‐FORM软件中默认的为中心位置,需要改变药柱与钻头的相对位置。为了简化计算,采用药柱结构的1/6扇形区域进行分析。首先通过SOILDWORKS 软件创建直径6mm 的标准麻花钻和直径64mm工件模型,然后将二者导入DEFORMR软件。
在前处理界面设定刀具和工件材料属性,刀具网格数量为30000,工件网格划分方式为相对划分,定义进给尺寸的百分比为30。钻头和药柱网格划分模型,如图1所示。

图1 钻头和药柱网格划分模型Fig.1 Bit and Cylinder Grid Division Model
2.2 材料属性
其中麻花钻的材料为不锈钢,药柱的材料为线粘弹性材料。仿真模型的主要参数,如表1所示。钻削过程和切削相比十分复杂,工件材料的具有的物理特性和温度的变化情况关联较大,因此需要选用合适的本构方程。选用适合于钻削,并且能反应材料温升特性的Johnson−Cook模型。表达式如下:

表1 材料模型参数Tab.1 The Parameters Used in the Material Model

式中:ε—应变;ε0—参考应变;Tr—室温;Tm—熔点;A、B、C、m、n—与材料有关的常数,A=37,B=82,C=0.02,m=0.53,n=0.06。
2.3 模型边界条件及初始条件的定义
在药柱钻削仿真时,采用的装夹方案为:药柱由卡盘固定,钻头旋转和进给。药柱固定,而麻花钻限制四个自由度。依据实际加工地的环境温度,设定钻头和药柱的初始温度。
3 实验验证仿真结果
3.1 实验设置
实验环节的切钻一体加工单元由课题组自主设计,而且已经安装调试完成。该加工单元主要由夹紧机构,切削进给系统,控制系统和测温系统组成。其中测温系统需要的仪器如热电偶、温度控制仪、数据采集模块和计算机软件等。不仅实时显示采集到的数据,还可以将数据传输到电脑并保存。加工单元和实物效果图,如图2所示。

图2 切钻一体加工单元和实物图Fig.2 Integrated Drilling Unit and Physical Drawing
验证实验中选择进给速度为1.7mm/s,环境温度为20℃时,五种不同转速条件下对相同规格的药柱进行加工测量。钻削过程中选择完成一个药柱钻削的六次最高温度的平均值作为不同转速条件下的最高温度值,以防止每次加工余热对参数的影响。
3.2 结果对比
给出五组对比数据中的一组仿真结果,在进给速度为1.7mm/s,环境温度为20℃,转速为130r/min时,仿真结果,如表2、图3所示。

图3 仿真结果图Fig.3 Simulation Results
由表2可知,在进给速度为1.7mm/s,环境温度为20℃时,不同转速条件下,仿真和实验得到的最高温度对比情况。得到的两个结果十分相近,但是仿真结果都要比实际结果大,范围在(0~0.5)℃之间。
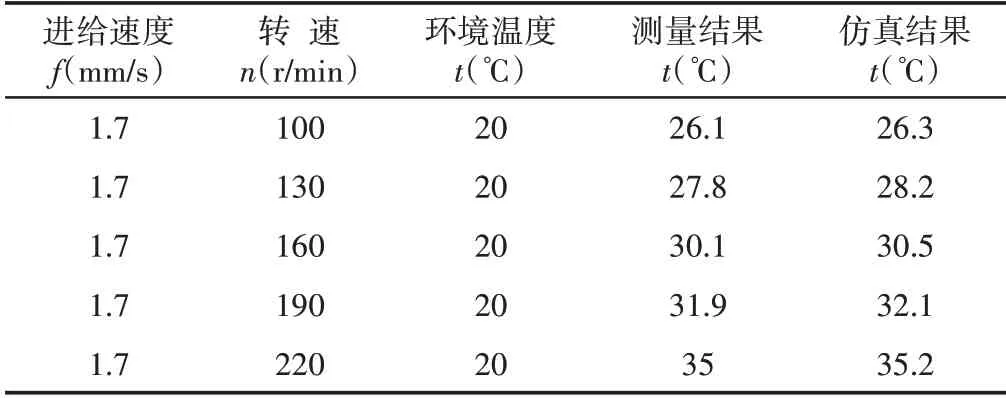
表2 测量结果和仿真结果对比Tab.2 Measurement Results and Simulation Results
这是由于实际测量时的最高温度受多种不确定因素影响和测量存在一定的误差而造成的结果。因此,模拟仿真的结果是可靠的。
4 仿真结果分析
在药柱钻孔仿真分析时,根据已有的现场实际加工情况,选择合适的加工参数。为了保证药柱加工的安全性,温度不能高于45℃,还要考虑经济效率等因素,选定转速范围为(100~300)r/min,进给速度范围为(0~3)mm/s,环境温度范围(10~40)℃。本研究中有三个自变量,为了清晰的表示各个变量之间的线性关系,选定一个变量找出另外两个变量之间的影响关系,钻削参数组合表选取,如表3所示。
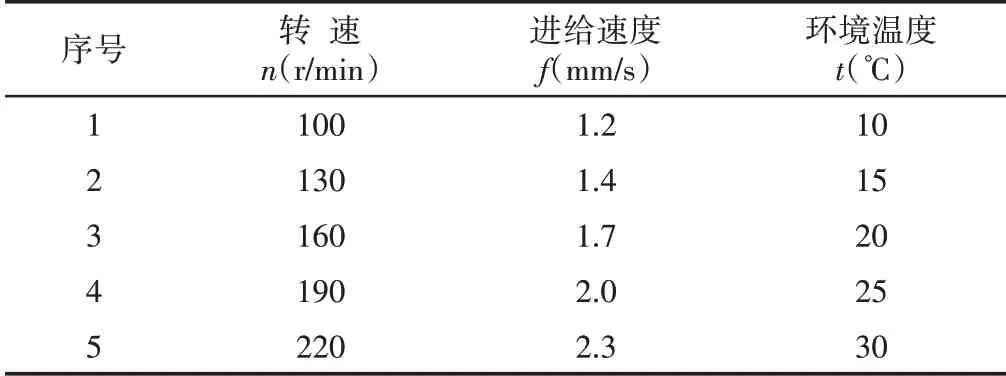
表3 钻削参数列表Tab.3 Drilling Parameters List
4.1 进给速度对最高温度的影响
选定环境温度为20℃,随着转速的改变而引起的最高温度的线性变化情况,如图4所示。由图中关系可以得出,在同一转速时,曲线变化不尽相同,但都是有明显的上升趋势。当主轴转速为100r/min时,起点温度较低,随着进给速度的不断增加其最高温度上升最快。当主轴转速为160r/min时,在一定的进给速度之后,相对于其他曲线温度都是较低的。

图4 进给速度和最高温度的关系Fig.4 Relation Between Feed Velocity and Maximum Temperature
这是由于在药柱切削加工过程中,温度升高主要由切削变形而产生的变形热和切削与刀面摩擦而产生的摩擦热造成的。当转速一致时,单位时间内的切削量越大,引起变形热和摩擦热同事增大,从而最高温度曲线呈现整体上升的趋势。在转速较低时,线性粘弹性材料的塑形变现能力较强,可能会引起切削不充分,而造成温度的上升速度明显加快,在实际生产加工中应尽量避免这种情况发生。
4.2 进给量对最高温度的影响
选定环境温度为20℃,最高温度随主轴转速的变化情况,如图5所示。可以明显看出,在相同的进给速度条件下,主轴转速以160r/min为界,最高温度呈现出先下降后上升的趋势。而且上升和下降的确实略有不同,在最高温度没有达到40℃之前,上升和下降的趋势相同,在最高温度达到40℃之后,温度上升的趋势明显变缓。根据钻削加工的基本原理,在进给速度保持不变时,主轴转速越高,钻头每转切削量相对减少,造成变形热随之增加,而摩擦热相应的减少。在主轴转速较低时,摩擦热对温度的影响较大,最高温度有一个整体下降的趋势,进给量不同下降的趋势也不同。在转速达到160r/mm时,变形热对温度的影响更大,最高温度有升高的趋势。由于线粘弹性材料的温升特性,在大于40℃之后温度上升受材料特性影响,最高温度上升变缓。
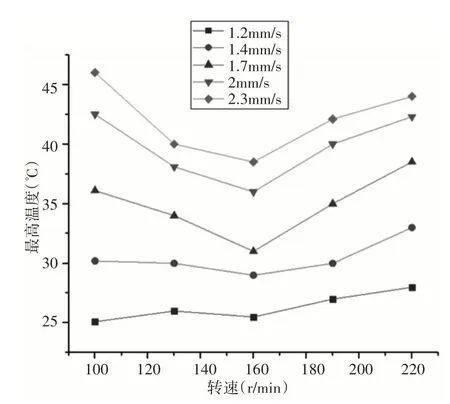
图5 转速和最高温度的关系Fig.5 Relationship Between Rotational Speed and Maximum Temperature
4.3 环境温度对最高温度的影响
在实际加工地的在药柱钻削加工过程中,最高温度与环境温度相差不大,而且环境温度有一个较大的变化范围,因此考虑环境因素是十分关键的。得出与环境温度相近,即经济成本较低,且满足加工要求的合适环境温度是十分有价值的。选定进给速度为1.7mm/s,最高温度随环境温度的变化规律,如图6所示。可以得出,在同一主轴转速条件下,最高温度随环境温度的增加而不断升高。环境温度达到20℃左右时,温升曲线上升相对缓慢。随着环境温度的不断增加,药柱开始钻削时的起始温度也不断增加。在主轴转速和进给速度相同时,药柱在不同初始温度下进行钻削加工,由于温度改变,而产生的应力变形不一样,但是该影响小于物理因素的直接增加。在20℃时温度改变而产生的应力相对较小,因此温度较低。
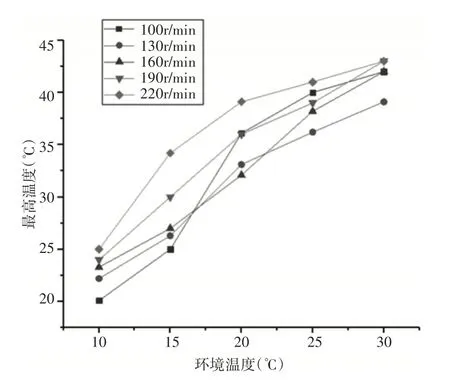
图6 环境温度和最高温度的关系(1.7mm/s)Fig.6 Relationship Between Ambient Temperature and Maximum Temperature
从图7可以看出,在主轴转速为160r/min,不同进给速度条件下最高温度随环境温度的变化关系。有图可以看出,在同一进给速度条件下,最高温度随环境温度的增加而不断升高。环境温度为20℃左右时,进给速度从(1.2~1.7)mm/s,温度增加都有变缓的趋势,在(2.0~2.3)mm/s时,不太明显。

图7 环境温度和最高温度的关系(160r/min)Fig.7 Relationship Between Ambient Temperature and Maximum Temperature
这是由于在进给速度较低时,环境温度改变引起的药柱应力改变对温升影响较大,进给速度升高到2.0mm/s时,该影响较小,不足以改变整体趋势。理想状态下,环境温度越小越好,但是需要更大的经济支出。
5 结语
利用DEFORM 有限元软件建立药柱钻削的三维有限元模型,得到每个影响因素对最高温度影响的线性分布情况,并且通过实验验证了仿真结果的准确性。
(1)粘弹性材料钻削与一般金属钻削具有相似之处,但是线粘弹性材料具有自身的特点,而造成切削热和摩擦热的影响不同。
(2)研究发现药柱的粘弹性材料在40℃左右时,温度上升明显变缓,是与材料的温升特性相符合的。为其他非金属材料的钻加工提供一定的参考价值。
(3)通过仿真结果分析可以得到,在环境温度为20℃,转速160r/min,进给速度为1.7mm/s时,最高温度变化相对稳定,且处于较安全温度控制范围。
猜你喜欢
四川化工(2022年6期)2023-01-15
Bone Research(2021年2期)2021-09-11
当代陕西(2019年24期)2020-01-18
固体火箭技术(2019年1期)2019-03-27
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
含能材料(2017年6期)2017-03-07
汽车维护与修理(2016年10期)2016-07-10
火炸药学报(2014年1期)2014-03-20