
激光焊接技术在汽车工业领域的运用及问题探讨
2023-03-02 01:58刘立波华治华赵立富张祥云
汽车实用技术 2023年4期
刘立波,华治华,赵立富,张祥云
(一汽-大众汽车有限公司佛山分公司,广东 佛山 528225)
激光拼焊、激光切割、激光深熔焊、激光钎焊等工艺目前已广泛运用于包括汽车、航空等各工业细分领域。它具有焊接高效、焊接强度高、焊缝美观、耐久度高等优势。但与此同时,激光焊也存在着一定的局限,例如:对焊接装配精度要求较高、工装精度要求高、整套系统的成本较 高、一次性投资大等。本文主要从焊接工艺及尺寸角度,对激光焊接产生的问题进行探讨。
1 激光焊接工艺
1.1 硬件设备
硬件设备除激光器之外,还包括控制装置和配电装置,控制装置主要作用为控制和监视激光器。配电装置主要作用是控制单元和设备供电。
除此之外,还需要配备一定数量的辅助设备,包括激光光缆、焊接机器人及焊接工装、冷却装置等。
1.2 过程控制
在激光器开始工作前,首先应通过焊接夹具对被焊零件进行定位,焊接夹具可保证焊接时零件的精确定位,减小焊接变形。夹具定位后由机器人控制器发出信号给可编程逻辑控制器(Programmable Logic Controller, PLC),再将信号发给激光控制器,激光控制器接收到信号后开始工作,同时焊接控制系统开始工作。不同激光焊接方式,焊接控制系统的组成略有不同,例如激光熔焊无需送丝系统,而激光切割需要配备在线检测系统等。
1.3 激光参数
1)功率密度。激光功率密度即单位面积内激光的功率,作为激光焊的重要参数之一,激光功率密度对焊接熔深有着直接的影响。当功率密度达到一定值(约106W/cm2)时,可产生小孔效应,形成大深宽比的焊点。但过于大的功率密度,会造成焊接材料剧烈汽化。
2)激光脉冲波形。激光脉冲波形主要影响焊接效果,由于光的反射现象,当激光照射到金属材料表面上时,很可能一半以上的激光能量会因反射现象损失掉,同时反射情况还受到温度变化的影响。因此,针对不同的材料和焊接参数,选择的激光脉冲波形也不同。
3)激光脉冲宽度。脉冲宽度直接影响焊缝的熔深大小。更宽的脉冲宽度,可以得到更大的焊缝熔深,但是单纯增加脉冲宽度,会引起焊缝附近金属氧化,甚至变形。
4)离焦量。在激光焊接中,焦平面的激光功率密度一般会大于正常所需。因此,以焦点位置作为焊接面,可能会因功率密度过大造成焊接缺陷。所以,一般将焦平面离开工件表面一段距离,该距离称为离焦量。如图1所示,以焊接工作面为基准,焦平面远离工件称为正离焦,反之,则称为负离焦。负离焦可以获得更大的熔深,正离焦可以获得更美观的焊缝。
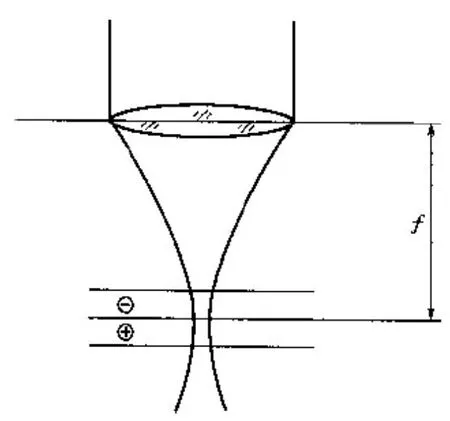
图1 焦平面示意图
2 激光拼焊工艺及问题探讨
2.1 工艺描述
激光拼焊即激光辐射加热工件表面,从而形成熔池。因此,激光拼焊可将2种或2种以上不同材质、厚度及涂层的钢材或铝材等进行自动拼合和焊接,然后直接冲压成型,可以在保证零部件使用性能的前提下大幅降低车身重量,同时减少了加工环节,降低了生产线成本。
激光拼焊是在汽车制造中应用最为成功且效益较为明显的一种激光焊接技术。所涉及的汽车结构件包括车身侧框架、车门内板、门盖钣金、轮罩板、底板、中间支柱等。
2.2 存在问题及改进建议
尽管激光拼焊有着诸多优势,但仍旧存在着一定的问题,例如对匹配精度要求较高,若匹配尺寸偏差较大,会产生漏焊、虚焊及尺寸波浪的缺陷。针对该问题,可以从夹具设计及焊接过程入手优化。
首先在夹具设计方面,应在焊缝位置附近布置有足够定位及辅助夹紧,用以保证焊接前被焊零件的定位及焊接过程中的尺寸稳定;且所有夹紧块都必须实现三向可调,用于焊接时进行微调。其次是焊接过程,可引入焊缝跟踪及质量检测系统。该系统主要是利用激光视觉传感器,对焊缝形态进行成像,利用算法判断焊缝状态是否符合标准,同时监测激光焦点与焊接位置不重合时,及时报警,防止不合格品的流出。
3 激光切割工艺及问题探讨
3.1 工艺描述
激光切割是用聚焦镜将激光束聚焦在材料表面使材料熔化,当激光束沿预设轨迹运动时,便可实现材料的切割。
现代汽车制造中,激光切割技术主要用于切割金属冲压件,以取代传统制造工艺的修边和冲孔模具。
3.2 存在问题及改进建议
激光切割在汽车生产制造过程,一个主要的问题是由于基准转换带来的零件尺寸偏差及稳定性问题。
如某汽车车身大量采用高强度钢板,零件的所有孔位均需要热压成型后由激光切割完成。在激光切割过程中仅有零件的型面参与定位,切割的尺寸稳定性较传统定位低很多。针对该问题,可以从定位基准设计角度考虑优化。
首先是定位基准的位置,定位基准应均匀分布在零件中,确保零件重心距定位基准距离较为平均,且定位基准尽可能布置在宽大、稳定的平面上。其次,零件切割的定位点最好与模具基准点保持一致。大部分激光切割夹具并未设计夹紧功能,虽然提高了生产节拍,但是考虑到尺寸的稳定性,在定位基准不宜布置或稳定性差的区域应设计夹紧,必要时可考虑利用光学设备进行型面检测,在激光切割时作一定的公差补偿。
4 激光深熔焊工艺及问题探讨
4.1 工艺描述
激光深熔焊利用激光光束作为热源,加热金属母材,使其迅速汽化形成小孔,形成的小孔可以快速吸收外界摄入的热量,当热量从高温小孔传递到外壁时,靠近外壁的金属会被快速熔化,熔融状态的金属填充小孔流动后的缝隙并冷却形成焊缝。
4.2 存在的问题及改进建议
激光深熔焊一般应用于板材焊接,其主要的问题有板材搭接存在间隙而导致虚焊、漏焊;焊接瞬时温度较高导致金属内部组织变化出现尺寸变形。
如图2所示,某车型由于内板与门槛匹配存在间隙,导致激光熔焊未焊透、形成虚焊。对于该种缺陷,可以从零件尺寸、焊点布置及工装辅助三方面加以优化。
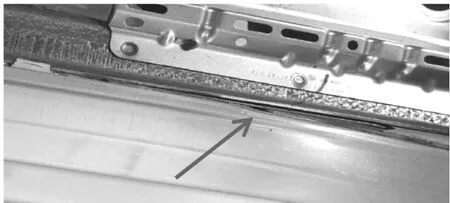
图2 某车型激光熔焊缺陷
1)零件尺寸。由于零件为多层搭接匹配形式,因此,应适当提高相关零件尺寸要求,或根据间隙状态优化零件,最终匹配间隙小于0.5 mm为宜。
2)焊点布置。激光焊之前可以在搭接型面较长的地方先进行固定点焊,有助于消除焊接间隙,同时注意焊点布置间距合理、均匀,如图3所示。

图3 焊点布置不均引起匹配间隙大
3)工装辅助。可在焊枪前部增加前导压轮/压指,使其跟随焊枪一起运动,通过调节压紧力保证被焊零件在焊接前的焊接间隙,以消除因焊接间隙大造成的焊接缺陷。如图4所示。
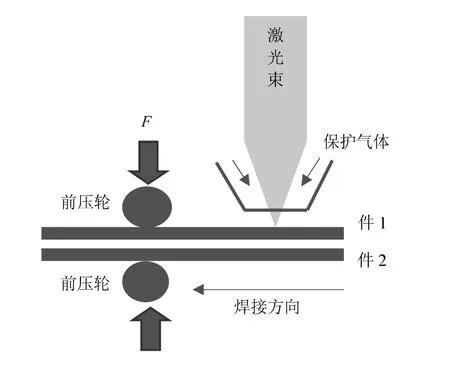
图4 前导压轮结构示意图
对于焊接热变形,主要会出现在焊接热成型钢的区域,可以增加局部辅助夹紧的同时,对热成型零件做一些尺寸预留。即在零部件生产时,在会产生变形的地方提前反向预留一些变形尺寸,在零件参与焊接变形后,刚好或基本变回到理论的尺寸位置,如图5所示。
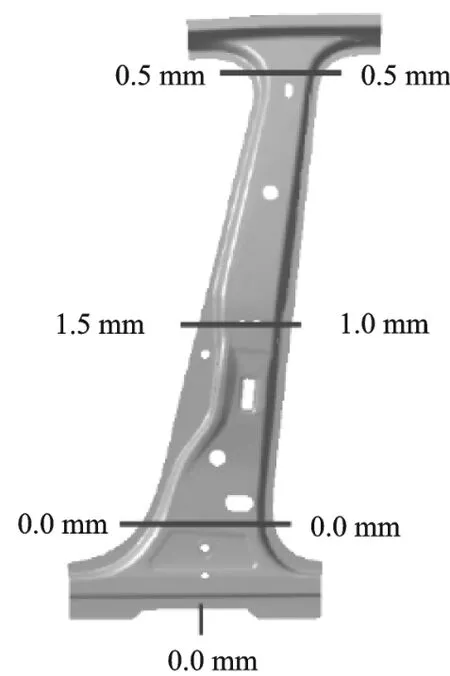
图5 某车型高强度钢的热变形预留
5 激光钎焊工艺及问题探讨
5.1 工艺描述
激光钎焊原理与普通钎焊焊接工艺相似,但又存在不同,激光钎焊热源为激光,激光作用于焊丝表面,将焊丝熔化,再利用机器人牵引焊丝,将其浸润至焊缝处,完成激光钎焊的焊接过程。
5.2 存在问题及改进建议
激光钎焊工艺对匹配间隙变化敏感,焊接间隙要求很高(焊缝最大间隙通常要求不超过0.2 mm),在实际生产中不易实现,极易由于零件尺寸波动产生下陷、沙眼、气孔等缺陷,如图6所示。
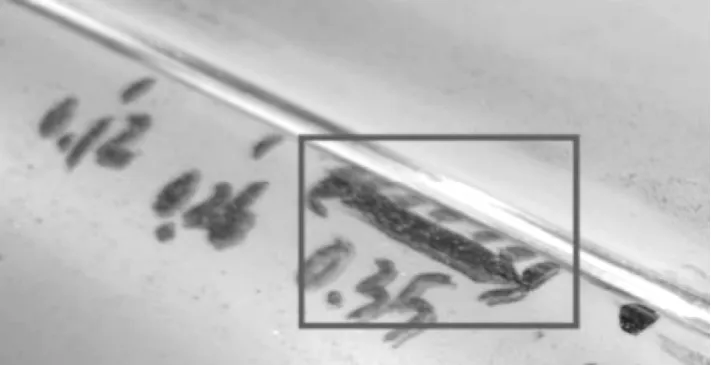
图6 某车型焊缝塌陷缺陷
改善钎焊工艺即要改善焊接过程的稳定性,可以从以下几个方向进行优化。
1)零件尺寸。作为焊接间隙直接决定因素,对零件匹配区域尺寸要重点控制,钎焊搭接区域每300 mm平整度小于0.2 mm,整条搭接区域平整度小于0.4 mm。对侧围与顶盖搭接状态,如图7所示,顶盖与外板搭接高度差Z=标准值±1 mm,接触线夹角α在5~10°之间,保证最终接触间隙小于0.2 mm。
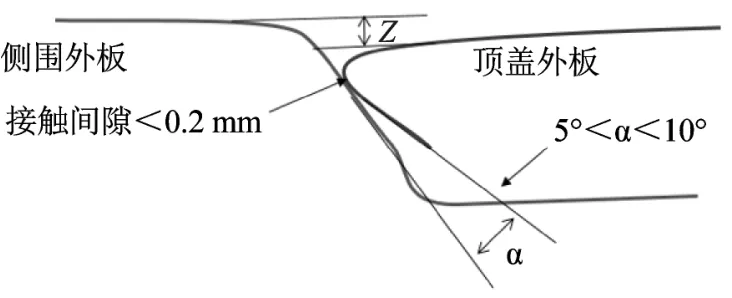
图7 侧围与顶盖搭接要求
2)焊接参数。首先应选择适当的激光功率,若激光功率过低,会导致不能形成有效焊接。反之,若激光功率过高,会导致母材发生变化,出现气孔等缺陷。其次在适当的激光功率下,需根据实际匹配情况,调整参数a=(焊接速度/送丝速度)。该比例越小,焊缝宽度越大,比值过大会导致焊缝出现波浪等缺陷;反之比例越小,焊缝宽度越小,比值过小会造成焊缝塌陷等缺陷。
3)夹具设计。在夹具中,可在焊缝位置设置一定数量顶盖压盘控制焊接间隙,顶盖压盘数量设置不宜过多,否则易造成钣金焊接波浪,同时若压盘过少,不利于较短区域内焊接间隙的调整。在激光焊房内可以在车身两侧增加Y向的侧围推臂,用于控制侧围与顶盖的搭接稳定性,如图8所示。
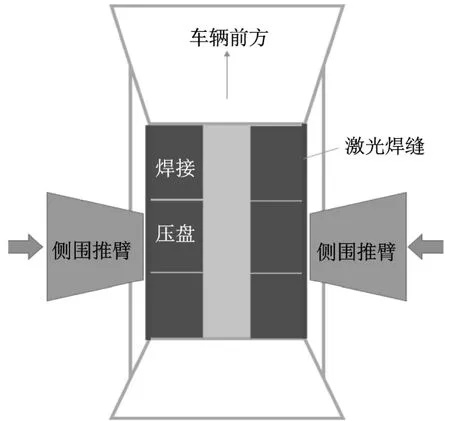
图8 顶盖夹具辅助压紧示意图
6 结束语
随着激光焊接技术的不断进步与普及,人们对于激光焊接技术的功能需求也随之提高,其在汽车制造领域的重要性已经不言而喻。我们应把握时代赋予的机遇,不断研究开发新的技术工艺,扩大激光焊接技术在汽车制造业中的应用,不断改进激光焊接的工艺,提升焊接质量,以满足各行业对激光焊接的需求。
猜你喜欢
军民两用技术与产品(2021年5期)2021-07-28
红外技术(2021年1期)2021-01-29
宇航材料工艺(2020年4期)2020-09-27
湖北农机化(2020年4期)2020-07-24
科学与财富(2019年30期)2019-10-30
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
火控雷达技术(2016年3期)2016-02-06
